S-ar putea să vă placă și
- Chancado y TrituracionDocument31 paginiChancado y TrituracionGRONETLVÎncă nu există evaluări
- Acerca Del Concepto de Wu WeiDocument8 paginiAcerca Del Concepto de Wu WeiMarco HerreraÎncă nu există evaluări
- Curriculum Vitae Juan Jaime Pardo RodriguezDocument7 paginiCurriculum Vitae Juan Jaime Pardo RodriguezPaola Meza MaldonadoÎncă nu există evaluări
- Tipos de Zarandas en La Planta Concentradora - GRUPO 1Document24 paginiTipos de Zarandas en La Planta Concentradora - GRUPO 1Ryuk Shinigami DarkÎncă nu există evaluări
- Indicadores de Salud Mental en El TrabajoDocument18 paginiIndicadores de Salud Mental en El TrabajoJhamilaÎncă nu există evaluări
- Pineda D.A. (2000) La Función Ejecutiva y Sus Trastornos. Revista NeurológicaDocument5 paginiPineda D.A. (2000) La Función Ejecutiva y Sus Trastornos. Revista NeurológicaAgus Roman100% (1)
- Carpet PlotDocument3 paginiCarpet PlotANDRE_MARIOÎncă nu există evaluări
- Problemas Sistemas 2 #11Document16 paginiProblemas Sistemas 2 #11Manuel AlejandroÎncă nu există evaluări
- Actividad 18. T de StudentDocument4 paginiActividad 18. T de StudentBrayan Cazares100% (1)
- ANALISIS DE RESULTADOS Ensayo de CompresionDocument5 paginiANALISIS DE RESULTADOS Ensayo de CompresionLaura Daniela MontañezÎncă nu există evaluări
- Planteamiento Del ProblemaDocument11 paginiPlanteamiento Del ProblemaReysa Coral RodríguezÎncă nu există evaluări
- Un Tanque Rígido Contiene 12 Moles de Un Gas A Temperatura de 47Document2 paginiUn Tanque Rígido Contiene 12 Moles de Un Gas A Temperatura de 47Rodrigo AquipuchoÎncă nu există evaluări
- Tipos de Juntas de Soldadura - Angibert LópezDocument3 paginiTipos de Juntas de Soldadura - Angibert LópezAnonymous yEL4YvJCÎncă nu există evaluări
- Ensayo de FatigaDocument10 paginiEnsayo de FatigaLuis FrancoÎncă nu există evaluări
- Estructura MartensiticaDocument32 paginiEstructura MartensiticaJaime Alfonso Gonzáles VivasÎncă nu există evaluări
- Informe Regresion Lineal EquipoDocument5 paginiInforme Regresion Lineal EquipoAlexis Hiram Dominguez fleite100% (1)
- Clase 09 - Refractarios y Hornos Metalúrgicos - MODULO IIDocument8 paginiClase 09 - Refractarios y Hornos Metalúrgicos - MODULO IIjordynÎncă nu există evaluări
- Silabo de MecánicaDocument8 paginiSilabo de MecánicaRoy Quispe HuayllapumaÎncă nu există evaluări
- Ejercicio Análisis GranulométricoDocument1 paginăEjercicio Análisis GranulométricoJean Carlos Meza PalominoÎncă nu există evaluări
- INFORMEDocument46 paginiINFORMEGerardoÎncă nu există evaluări
- G AdquisicionDocument4 paginiG AdquisicionAyleen ArotincoÎncă nu există evaluări
- P3 Pavimentos 26 06 2020Document7 paginiP3 Pavimentos 26 06 2020SUSANÎncă nu există evaluări
- Casos Practicos Curva AprendizajeDocument1 paginăCasos Practicos Curva AprendizajeJoseÎncă nu există evaluări
- Autoevaluacion 3 Resuelto. Ecologia Ingenieria UsacDocument4 paginiAutoevaluacion 3 Resuelto. Ecologia Ingenieria UsacMario DanÎncă nu există evaluări
- Ensayos de Materiales CompuestoDocument24 paginiEnsayos de Materiales CompuestoAmy KariiÎncă nu există evaluări
- Lab 2Document5 paginiLab 2Abigail MontoyaÎncă nu există evaluări
- Simulacion de HidrociclonesDocument23 paginiSimulacion de HidrociclonesLorenzo LorenzoÎncă nu există evaluări
- Modelos de Programación Lineal Con Más de Dos Variables - UNPRGDocument25 paginiModelos de Programación Lineal Con Más de Dos Variables - UNPRGmaryguzmanv8922Încă nu există evaluări
- Mapa Mental Maquina - HerramientaDocument1 paginăMapa Mental Maquina - HerramientaJosué ClímacoÎncă nu există evaluări
- Propiedades Mecanicas de Los MetalesDocument21 paginiPropiedades Mecanicas de Los MetalesClaudia DávilaÎncă nu există evaluări
- Decisiones de Debe Tomar Un IngenieroDocument2 paginiDecisiones de Debe Tomar Un IngenieroFERNANDO PARODI VALENCIAÎncă nu există evaluări
- Deber 2Document7 paginiDeber 2Fernando ElizaldeÎncă nu există evaluări
- Ejemplo Caso de Diseño Unifactorial PDFDocument19 paginiEjemplo Caso de Diseño Unifactorial PDFAdalChacin2010Încă nu există evaluări
- El Ingeniero y Los Pasos para Tomar Una Decision PDFDocument14 paginiEl Ingeniero y Los Pasos para Tomar Una Decision PDFjuanÎncă nu există evaluări
- Pulvimetalurgia TerminadoDocument31 paginiPulvimetalurgia TerminadoJulio Orué100% (1)
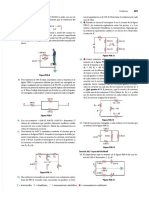
- Circuitos-ElectricosDocument3 paginiCircuitos-ElectricosLeonardoÎncă nu există evaluări
- Ensayos de Dureza Al RayadoDocument4 paginiEnsayos de Dureza Al RayadoJenny Mariel ChavezÎncă nu există evaluări
- Práctica N°6 MEDIDAS DE DISPERSIÓN ESTAG - INGDocument4 paginiPráctica N°6 MEDIDAS DE DISPERSIÓN ESTAG - INGVictor Mendo PlasenciaÎncă nu există evaluări
- Informe de Laboratorio - Conformado de Un Material CompuestoDocument21 paginiInforme de Laboratorio - Conformado de Un Material CompuestoWladdy Villacís MartínezÎncă nu există evaluări
- UncpDocument27 paginiUncpRonal Aliaga EspinozaÎncă nu există evaluări
- Proforma Estructura Metalica HSCCDocument2 paginiProforma Estructura Metalica HSCCLAZAROSAUL0% (1)
- Vocabulario de MetalografiaDocument3 paginiVocabulario de MetalografiaenaesasÎncă nu există evaluări
- Trabajo Final Pala ManufacturaDocument24 paginiTrabajo Final Pala ManufacturaLuis Quispe SalcedoÎncă nu există evaluări
- Normas Sobre MetalesDocument4 paginiNormas Sobre MetalesCesarManuelCRÎncă nu există evaluări
- CARATULA EspeDocument2 paginiCARATULA EspeDavid DavichoÎncă nu există evaluări
- Endurecimiento Por Precipitacion 2 86711Document17 paginiEndurecimiento Por Precipitacion 2 86711MarceloValeriaÎncă nu există evaluări
- Práctica 1 Reconocimiento Lab FundiciónDocument7 paginiPráctica 1 Reconocimiento Lab FundiciónEstefani columbaÎncă nu există evaluări
- C) Resolver Las PreguntasDocument2 paginiC) Resolver Las PreguntasAxel GonzalesÎncă nu există evaluări
- Unidad 6 Procesos Constructivo de Recubrimientos y AcabadosDocument38 paginiUnidad 6 Procesos Constructivo de Recubrimientos y AcabadoseduardoÎncă nu există evaluări
- I V Arenas de Moldeo en VerdeDocument52 paginiI V Arenas de Moldeo en VerdeJuan Jose GarciaÎncă nu există evaluări
- Metalurgia y Materiales CerámicosDocument2 paginiMetalurgia y Materiales CerámicosOrlandoAguilarZavalzaÎncă nu există evaluări
- Curva Esfuerzo DeformacionDocument3 paginiCurva Esfuerzo Deformacionvictor joseÎncă nu există evaluări
- S1-PPT - Limite de Una FunciónDocument15 paginiS1-PPT - Limite de Una FunciónRolando0% (1)
- Informe Conformado Por Arranque de VirutaDocument6 paginiInforme Conformado Por Arranque de VirutaCesarBejaranoÎncă nu există evaluări
- Fabricacion de Un Molde Prototipo para Un Rin de Una Llanta PDFDocument129 paginiFabricacion de Un Molde Prototipo para Un Rin de Una Llanta PDFDIEGO ARMANDO VANEGAS DUQUEÎncă nu există evaluări
- GL - Lab - Virt - F2 - 07 - Capacidad CaloríficaDocument5 paginiGL - Lab - Virt - F2 - 07 - Capacidad CaloríficaGuillermo Garcia DavilaÎncă nu există evaluări
- Problemas (I)Document5 paginiProblemas (I)betto alvarez0% (1)
- Problemas de QuimicaDocument6 paginiProblemas de QuimicaKetzy PittyÎncă nu există evaluări
- Hoja Técnica F1661Document2 paginiHoja Técnica F1661Tacachiri Chocamani JaimeÎncă nu există evaluări
- La MicrofundicionDocument2 paginiLa MicrofundicionGallegos AnToni100% (1)
- Informe #4Document8 paginiInforme #4Francisco Antonio Cabezas VegaÎncă nu există evaluări
- Fab. Materiales Compuestos - PMCDocument18 paginiFab. Materiales Compuestos - PMCNairo MejiaÎncă nu există evaluări
- Clase 4 Procesos Parte 1Document69 paginiClase 4 Procesos Parte 1sara garceteÎncă nu există evaluări
- Pi Cap4Document16 paginiPi Cap4Juan Reyes PasteneÎncă nu există evaluări
- Cap10 Espacios Vectoriales OtroDocument35 paginiCap10 Espacios Vectoriales OtroJuan Reyes PasteneÎncă nu există evaluări
- Cap12 Aplicaciones LinealesDocument27 paginiCap12 Aplicaciones LinealesJuan Reyes PasteneÎncă nu există evaluări
- Clase05 PDFDocument26 paginiClase05 PDFJuan Reyes PasteneÎncă nu există evaluări
- Grupos FuncionalesDocument16 paginiGrupos FuncionalesJuan Reyes PasteneÎncă nu există evaluări
- LP02 Algoritmos PDFDocument16 paginiLP02 Algoritmos PDFJuan Reyes PasteneÎncă nu există evaluări
- Reactivos de FlotacionDocument8 paginiReactivos de FlotacionJuan Reyes PasteneÎncă nu există evaluări
- 11d. ALGEBRA DE MATRICES 4Document83 pagini11d. ALGEBRA DE MATRICES 4Juan Reyes PasteneÎncă nu există evaluări
- Oxido de CirconioDocument7 paginiOxido de CirconioJuan Reyes PasteneÎncă nu există evaluări
- KdjfodjflDocument11 paginiKdjfodjflEdwin Pachacuti ApazaÎncă nu există evaluări
- Dinamica Virtual Segunda Ley de NewtonDocument6 paginiDinamica Virtual Segunda Ley de NewtonJose Manuel Martinez JimenezÎncă nu există evaluări
- Manual de Operacion y Mantenimiento de Sistema de Abastecimiento Por Bombeo PDFDocument14 paginiManual de Operacion y Mantenimiento de Sistema de Abastecimiento Por Bombeo PDFAnonymous 5TN4irDyiÎncă nu există evaluări
- Área de Intervención Ppotencial en Le TS BorradorDocument5 paginiÁrea de Intervención Ppotencial en Le TS BorradorLuisa MorenoÎncă nu există evaluări
- Geologia Superficial de AntonianeDocument40 paginiGeologia Superficial de AntonianeAbdon Condori25% (4)
- Evolucion Del Sistema Productivo Agropecuario ArgentinoDocument6 paginiEvolucion Del Sistema Productivo Agropecuario ArgentinoMartin CarugattiÎncă nu există evaluări
- La Filosofía y El Pensamiento RacionalDocument5 paginiLa Filosofía y El Pensamiento RacionalLuis Fer MendozaÎncă nu există evaluări
- Botrytis Es Un Hongo PolífagoDocument6 paginiBotrytis Es Un Hongo PolífagojohannaÎncă nu există evaluări
- MEM. CALCULO ESCALERA MET. No. 1Document12 paginiMEM. CALCULO ESCALERA MET. No. 1Industrial FurnitureÎncă nu există evaluări
- Exposición de Siderurgia 2022Document16 paginiExposición de Siderurgia 2022Meday BaltodanoÎncă nu există evaluări
- 2.ED-Batalla NeuronaDocument1 pagină2.ED-Batalla Neuronanairon lopezÎncă nu există evaluări
- BofedalesDocument5 paginiBofedalesRODRIGUEZ ORE LAURA VALENTINAÎncă nu există evaluări
- Cuadro Comparativo Teorias OrganizacionalesDocument2 paginiCuadro Comparativo Teorias OrganizacionalesFacturación - CootranspetrolsÎncă nu există evaluări
- Amino Acidos y Proteinas Parte1 28808Document71 paginiAmino Acidos y Proteinas Parte1 28808Zaida LaraÎncă nu există evaluări
- Lysander Spooner - Los Vicios No Son Delitos Una Reivindicacion de La Libertad Moralescrito en 1875Document33 paginiLysander Spooner - Los Vicios No Son Delitos Una Reivindicacion de La Libertad Moralescrito en 1875refwserd wefdfwÎncă nu există evaluări
- El Ocio y El Tiempo Libre en La Sociedad Actual-José Luis Muñoz Corvalán-MurciaDocument8 paginiEl Ocio y El Tiempo Libre en La Sociedad Actual-José Luis Muñoz Corvalán-MurciaAndrea GarmendiaÎncă nu există evaluări
- Problema de TransporteDocument11 paginiProblema de TransporteGabriel FloresÎncă nu există evaluări
- Comunicación Alternativa 200602 5Document15 paginiComunicación Alternativa 200602 5Nenis Belttrân DiiazÎncă nu există evaluări
- Vigilancia TecnológicaDocument4 paginiVigilancia TecnológicaYesse BermeoÎncă nu există evaluări
- Problemas de Perforacion - FracturasDocument3 paginiProblemas de Perforacion - FracturasnesÎncă nu există evaluări
- 2 Weiss - Reflexiones de Un Pedagogo Hermeneuta en La Construcción Del Objeto de Estudio PDFDocument16 pagini2 Weiss - Reflexiones de Un Pedagogo Hermeneuta en La Construcción Del Objeto de Estudio PDFliberdaesÎncă nu există evaluări
- Propuesta de InvestigacionDocument11 paginiPropuesta de InvestigacionDavid Eduardo Torres HidalgoÎncă nu există evaluări
- Teoria Del Factor Dual de HerzbergDocument1 paginăTeoria Del Factor Dual de HerzbergHECTOR VERA100% (2)
- Ce - Gnfi - U2 - Dennis Sandoval ArriagaDocument6 paginiCe - Gnfi - U2 - Dennis Sandoval ArriagaMarisol QuintanarÎncă nu există evaluări
- Ecosistemas Urbanos en El Perú-ExposiciónDocument21 paginiEcosistemas Urbanos en El Perú-Exposiciónjezzmi0% (1)