S-ar putea să vă placă și
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Cyberespace et science politique: De la méthode au terrain, du virtuel au réelDe la EverandCyberespace et science politique: De la méthode au terrain, du virtuel au réelÎncă nu există evaluări
- Mahmoudi AnisDocument88 paginiMahmoudi AnisSoufian TouaniÎncă nu există evaluări
- Defauts OPF1 Et OPF2 Pour ATV12 - ATV312 - ATV32 - ATV61 Et ATV71Document5 paginiDefauts OPF1 Et OPF2 Pour ATV12 - ATV312 - ATV32 - ATV61 Et ATV71rebbaj abdrrahmanÎncă nu există evaluări
- Rapport SFE CorrigéDocument47 paginiRapport SFE CorrigéWalid HilalÎncă nu există evaluări
- وزارة التعليم العالي و البحث العلمي PDFDocument87 paginiوزارة التعليم العالي و البحث العلمي PDFNejm IddinÎncă nu există evaluări
- Mémoire ABATA Pret Pour ImpressionDocument137 paginiMémoire ABATA Pret Pour ImpressionBrice Junior Mboke MbondjoÎncă nu există evaluări
- RapportDocument37 paginiRapportKodes TirellilÎncă nu există evaluări
- Presentation Du Master Ingenierie de La MaintenanceDocument26 paginiPresentation Du Master Ingenierie de La MaintenanceBAALIÎncă nu există evaluări
- b2 PDFDocument58 paginib2 PDFMfeÎncă nu există evaluări
- Rapport de Stage NgoutaDocument42 paginiRapport de Stage NgoutaNarcisse Jimmy BasseyÎncă nu există evaluări
- Rapport 2eme Anouar 2Document29 paginiRapport 2eme Anouar 2Adam Ben HamoudaÎncă nu există evaluări
- Pfe GM 0014Document78 paginiPfe GM 0014Môham MedÎncă nu există evaluări
- Fiche de TD Comportement Dynamique 2022Document15 paginiFiche de TD Comportement Dynamique 2022MVOULA ZoéÎncă nu există evaluări
- Maintenance Industrielle ConvertiDocument18 paginiMaintenance Industrielle ConvertiUniver BouiraÎncă nu există evaluări
- Rapport de Stage DUMMEL 2018 (MR KHELIFA Mehdi)Document20 paginiRapport de Stage DUMMEL 2018 (MR KHELIFA Mehdi)Bassem Yahya100% (1)
- Howa Howa PDFDocument140 paginiHowa Howa PDFCIRINE HAWETIÎncă nu există evaluări
- Rapport RihabDocument84 paginiRapport RihabMaissa OueslatiÎncă nu există evaluări
- Chapitre IIDocument21 paginiChapitre IIAmel HbÎncă nu există evaluări
- PFE MOPIL Maintenance AMDEC Yasmine HAJJAJI 2020Document101 paginiPFE MOPIL Maintenance AMDEC Yasmine HAJJAJI 2020hajri BouthainaÎncă nu există evaluări
- Kherbouche Souhila, Moussaoui ChafiaDocument145 paginiKherbouche Souhila, Moussaoui ChafiaOussama El HjoujiÎncă nu există evaluări
- Acoustique Des VéhiculesDocument4 paginiAcoustique Des Véhiculeslifefoot6Încă nu există evaluări
- Triki YacineDocument208 paginiTriki Yacinedjamo2 bienvenuÎncă nu există evaluări
- Techniques de Réglage Des Roulements À Rouleaux ConiquesDocument22 paginiTechniques de Réglage Des Roulements À Rouleaux ConiquesRebiat YacineÎncă nu există evaluări
- Mémoire GODONOU Toundé AristideDocument153 paginiMémoire GODONOU Toundé Aristideboukenkerol46Încă nu există evaluări
- 11 - TD Gestion de Maintenance - Ratios - EleveDocument8 pagini11 - TD Gestion de Maintenance - Ratios - EleveAhmad TidjaniÎncă nu există evaluări
- Réalisation D'un Plan de Maintenance - Application de La Méthode AMDEC Sur La Machine Centre D'usinage CMX 600 V - Inconnu (E)Document56 paginiRéalisation D'un Plan de Maintenance - Application de La Méthode AMDEC Sur La Machine Centre D'usinage CMX 600 V - Inconnu (E)Taoufik BenzinaÎncă nu există evaluări
- Rapport Du Projet Pre Ingenieur Magne LeaDocument46 paginiRapport Du Projet Pre Ingenieur Magne LeaarcÎncă nu există evaluări
- DjerdiLeyla HammoumLilaDocument81 paginiDjerdiLeyla HammoumLiladertÎncă nu există evaluări
- Introduction A La Maintenance IndustrielleDocument1 paginăIntroduction A La Maintenance Industriellenourelhouda71Încă nu există evaluări
- ChoixDocument3 paginiChoixYassine ElhaddadyÎncă nu există evaluări
- Application de La Méthode SMED Sur Les Presses BALCONI - Arabi FaiçalDocument95 paginiApplication de La Méthode SMED Sur Les Presses BALCONI - Arabi Faiçalmohamed serrakhÎncă nu există evaluări
- Automate de La Centrale A BetonDocument13 paginiAutomate de La Centrale A BetonKeita Abraham KalilÎncă nu există evaluări
- GMAO OptiMaint - Manuel de Prise en MainDocument64 paginiGMAO OptiMaint - Manuel de Prise en MainNEUILLY DARIUS CHOUDJA FOTSOÎncă nu există evaluări
- NeneDocument121 paginiNeneMedlemine CheikhÎncă nu există evaluări
- 10 - Indicateurs en MaintenanceDocument11 pagini10 - Indicateurs en MaintenanceKacem Mohamed Naim100% (1)
- 2 Isge - Guide Du Stagiaire - DTS - DIT - 2022Document12 pagini2 Isge - Guide Du Stagiaire - DTS - DIT - 2022Sandra TraoréÎncă nu există evaluări
- République TunisienneDocument24 paginiRépublique TunisienneGhaith Soudani100% (1)
- Plan PFEDocument2 paginiPlan PFEAMAHZOUNE mohamedÎncă nu există evaluări
- S5.4 Techniques de Pose de Fixations Aéronautiques-1Document70 paginiS5.4 Techniques de Pose de Fixations Aéronautiques-1hartmann2.0100% (1)
- Chapitre 1Document25 paginiChapitre 1Abdi ChakibÎncă nu există evaluări
- Sebaoui, Marzouk Seddar, RafikDocument144 paginiSebaoui, Marzouk Seddar, Rafikbouslimane idirÎncă nu există evaluări
- OptimaintDocument20 paginiOptimaintSiran HopÎncă nu există evaluări
- Master en Electromécanique Option: Maintenance IndustrielleDocument61 paginiMaster en Electromécanique Option: Maintenance Industriellebouslimane idirÎncă nu există evaluări
- TP 51 6 PDFDocument4 paginiTP 51 6 PDFdz filmÎncă nu există evaluări
- ADocument56 paginiAHoussam Haddouchane100% (2)
- MTR 86 W32Document52 paginiMTR 86 W32Per Perso0% (1)
- Fiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHDocument62 paginiFiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHfatima rahmaniÎncă nu există evaluări
- Algerienne Chap1.2.34Document91 paginiAlgerienne Chap1.2.34amina bouteraaÎncă nu există evaluări
- Maintenance AERO GabonDocument66 paginiMaintenance AERO GabonedggyÎncă nu există evaluări
- Rapport FinalDocument99 paginiRapport FinalahmedÎncă nu există evaluări
- Gestion Demande PDFDocument24 paginiGestion Demande PDFAmine El AaboudiÎncă nu există evaluări
- 9 - Polycopie Maintenance (Janvier 2013) PDFDocument132 pagini9 - Polycopie Maintenance (Janvier 2013) PDFppeÎncă nu există evaluări
- Rapport de Pfe Finale (1) - ConvertiDocument63 paginiRapport de Pfe Finale (1) - ConvertiKhalîl ÐkhílíÎncă nu există evaluări
- TE - SLmémoire À ImprimerDocument59 paginiTE - SLmémoire À ImprimerLMH SaadÎncă nu există evaluări
- La Maintenance Préventive (Claude Kojchen) (Z-Library)Document176 paginiLa Maintenance Préventive (Claude Kojchen) (Z-Library)Mustapha Mezgrane100% (1)
- Étude Et Conception D'un Moteur À Combustion Interne À Quatre TempsDocument101 paginiÉtude Et Conception D'un Moteur À Combustion Interne À Quatre TempsWendkouni Josoé OUEDRAOGOÎncă nu există evaluări
- VTT ExercicesDocument3 paginiVTT ExercicesCharles GoÎncă nu există evaluări
- AMDEC - WS CorrigéDocument9 paginiAMDEC - WS CorrigéThierryÎncă nu există evaluări
- Chapitre 2 Les Differentes Politiques de MaintenanceDocument29 paginiChapitre 2 Les Differentes Politiques de MaintenancebederinadmlÎncă nu există evaluări
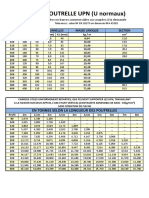
- Poutrelle UpnDocument1 paginăPoutrelle UpnbederinadmlÎncă nu există evaluări
- Caractérisation Du Revêtement D'une Aube Turbine À Base NickelDocument100 paginiCaractérisation Du Revêtement D'une Aube Turbine À Base NickelbederinadmlÎncă nu există evaluări
- Aciers Mottard 1 6 - 2Document2 paginiAciers Mottard 1 6 - 2bederinadmlÎncă nu există evaluări
- Amélioration Maintenance Ms - Gm.MaroufDocument97 paginiAmélioration Maintenance Ms - Gm.Maroufbederinadml50% (2)
- Cours MTBFDocument20 paginiCours MTBFbederinadmlÎncă nu există evaluări
- Materiaux Des JointsDocument3 paginiMateriaux Des JointsbederinadmlÎncă nu există evaluări
- Pompe BoosterDocument74 paginiPompe BoosterbederinadmlÎncă nu există evaluări
- Maintenance FonctionDocument3 paginiMaintenance FonctionbederinadmlÎncă nu există evaluări
- Bublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnaireDocument1 paginăBublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnairebederinadmlÎncă nu există evaluări
- Maintenance FonctionDocument3 paginiMaintenance FonctionbederinadmlÎncă nu există evaluări
- Maintenance FonctionDocument3 paginiMaintenance FonctionbederinadmlÎncă nu există evaluări
- Projet, La Fenêtre Suivante Doit ApparaitreDocument9 paginiProjet, La Fenêtre Suivante Doit ApparaitreAbdou TlmÎncă nu există evaluări
- Management Devoirs CorrigerDocument2 paginiManagement Devoirs CorrigerSaran Conde100% (1)
- Adil CV 3 1Document1 paginăAdil CV 3 1AdelFarhounÎncă nu există evaluări
- Etude de Cas BIDocument25 paginiEtude de Cas BIchaimae terfasÎncă nu există evaluări
- La Puissance Des GAFAMDocument27 paginiLa Puissance Des GAFAMYao Sylvain N’ZUÉÎncă nu există evaluări
- Chapitre 3 La ReglementationDocument4 paginiChapitre 3 La Reglementationange RomainÎncă nu există evaluări
- CVMontassar DAAGIDocument2 paginiCVMontassar DAAGIMontassarDaagiÎncă nu există evaluări
- CV MDDocument1 paginăCV MDNajah Idrissi Moulay RachidÎncă nu există evaluări
- Nouveau Document Microsoft WordDocument22 paginiNouveau Document Microsoft Wordmouna yadharÎncă nu există evaluări
- Le Lean StartupDocument7 paginiLe Lean StartupMahdi TadristÎncă nu există evaluări
- Rapport Gui PythonDocument21 paginiRapport Gui Pythontarik.nayrouzÎncă nu există evaluări
- MSMD101Document3 paginiMSMD101Lipouki TindameÎncă nu există evaluări
- Chaine Traitement Donnee - FRDocument1 paginăChaine Traitement Donnee - FRSana TalouliÎncă nu există evaluări
- Fiche ComptabiliteexpertDocument8 paginiFiche ComptabiliteexpertGédéon AkradjiÎncă nu există evaluări
- Rapport de Stage MarquartdDocument34 paginiRapport de Stage MarquartdAmdouniÎncă nu există evaluări
- PFE Oussama RevisedDocument70 paginiPFE Oussama RevisedBoussabnia OussamaÎncă nu există evaluări
- Cahier de Specifications PFA RestaurantV2-MDW3.1Document6 paginiCahier de Specifications PFA RestaurantV2-MDW3.1Mohamed amine AbdallahÎncă nu există evaluări
- Gérer Un Projet de A À Z Version 9 v0Document12 paginiGérer Un Projet de A À Z Version 9 v0Thierry IRIEÎncă nu există evaluări
- Guide e ChangesDocument95 paginiGuide e Changesmamadou BahÎncă nu există evaluări
- Licence Creative CommonsDocument9 paginiLicence Creative CommonsYassine MahdiÎncă nu există evaluări
- Cour Marketing Approfondi - CopieDocument95 paginiCour Marketing Approfondi - CopiedocaÎncă nu există evaluări
- Inq. Overview - French - 06.05.2022Document19 paginiInq. Overview - French - 06.05.2022elsa laneÎncă nu există evaluări
- Versions GestcomDocument10 paginiVersions GestcomDjamel AttikÎncă nu există evaluări
- Ch2 - Planification de La ProductionDocument13 paginiCh2 - Planification de La ProductionAbir BøukërÎncă nu există evaluări
- CRMDocument68 paginiCRMChaimae Es-salmanyÎncă nu există evaluări
- Sujet Principal Bureautique 2021Document2 paginiSujet Principal Bureautique 2021sanaa qamarÎncă nu există evaluări
- Catalogue Liaison Série Modbus Pour Machines - Juin 2019Document15 paginiCatalogue Liaison Série Modbus Pour Machines - Juin 2019Mh BengrineÎncă nu există evaluări
- CV Khorcha OumaimaDocument1 paginăCV Khorcha OumaimaJaber Kharchafi0% (1)
- Presentation Generale de WissbuyDocument10 paginiPresentation Generale de WissbuyStyve NourkaÎncă nu există evaluări
- CV Yousra TAOUMYDocument1 paginăCV Yousra TAOUMYOssama EL BakkariÎncă nu există evaluări