S-ar putea să vă placă și
- Martinez Aguilar - Ximena Carolina - Tarea 1Document7 paginiMartinez Aguilar - Ximena Carolina - Tarea 1Ximena Carolina MartinezÎncă nu există evaluări
- Actividad 1. Participación en El Foro - Ambiente de TrabajoDocument2 paginiActividad 1. Participación en El Foro - Ambiente de TrabajoDeyanira Suárez PinillaÎncă nu există evaluări
- Trabajo de Grado Especializacion SSTDocument59 paginiTrabajo de Grado Especializacion SSTCristhian Leonardo Quintero RamirezÎncă nu există evaluări
- L Estudiante Deberá Establecer y Describir Un Escenario Empresarial Donde Se Exponga El Desarrollo e Implementación de Un Sistema de Gestión Que Haga Parte Del Mejoramiento Continuo de Una emDocument1 paginăL Estudiante Deberá Establecer y Describir Un Escenario Empresarial Donde Se Exponga El Desarrollo e Implementación de Un Sistema de Gestión Que Haga Parte Del Mejoramiento Continuo de Una emjohn jairo castro0% (2)
- Procedimiento de Montaje de Cajón de Arrastre 3C2.BC02Document10 paginiProcedimiento de Montaje de Cajón de Arrastre 3C2.BC02Zandro ZNÎncă nu există evaluări
- Sesion Comun Leemos Cuento ZorroDocument10 paginiSesion Comun Leemos Cuento ZorroberthaÎncă nu există evaluări
- Anexo 3 - Check ListDocument55 paginiAnexo 3 - Check ListRamir Dan David100% (1)
- Castro Gamboa - John Jairo - Act 2Document3 paginiCastro Gamboa - John Jairo - Act 2john jairo castroÎncă nu există evaluări
- CuervoRangel ElizabethPatricia Inspección GeneralDocument15 paginiCuervoRangel ElizabethPatricia Inspección GeneralElizabeth CuervoÎncă nu există evaluări
- Castro Gamboa - John Jairo - Act 4Document7 paginiCastro Gamboa - John Jairo - Act 4john jairo castroÎncă nu există evaluări
- Guaquidapire - Kareneliana - Ensayometodosde Controldelascontingenciaslaborales.2Document9 paginiGuaquidapire - Kareneliana - Ensayometodosde Controldelascontingenciaslaborales.2Karen Eliana Guaquida PireÎncă nu există evaluări
- VaccaCifuentes AngieNatalia Ensayoactividad4Document8 paginiVaccaCifuentes AngieNatalia Ensayoactividad4Angie Natalia Vacca CifuentesÎncă nu există evaluări
- Cuadro Comparativo DUVAN ZEADocument2 paginiCuadro Comparativo DUVAN ZEAduvan zeaÎncă nu există evaluări
- Guerrero Santamaria - Paola Andrea - Taller - Act2 PDFDocument3 paginiGuerrero Santamaria - Paola Andrea - Taller - Act2 PDFAndrea GuerreroÎncă nu există evaluări
- Oliveros - Lozada - Adriana - Lucia - Programa de Vigilancia Epidemiologica Por Riesgo AuditivoDocument21 paginiOliveros - Lozada - Adriana - Lucia - Programa de Vigilancia Epidemiologica Por Riesgo AuditivoIara BelloÎncă nu există evaluări
- Formato Actividad 2 Katherin Paola Escobar OtaloraDocument5 paginiFormato Actividad 2 Katherin Paola Escobar Otalorakatherine escobar100% (3)
- Cuestionario 03 FomentarDocument9 paginiCuestionario 03 FomentarMonik RE0% (2)
- Ficha Planificación Del SG-SSTDocument2 paginiFicha Planificación Del SG-SSTIara BelloÎncă nu există evaluări
- Análisis Ergonómico Carga Física de Trabajo y Metodologías de EvaluaciónDocument16 paginiAnálisis Ergonómico Carga Física de Trabajo y Metodologías de EvaluaciónLuis Yadir Alarcon SaavedraÎncă nu există evaluări
- 12.5. Guia de Aprendizaje AvanzadoDocument8 pagini12.5. Guia de Aprendizaje AvanzadoAnonymous UJPsflhgpRÎncă nu există evaluări
- Cuestionario 2 Fomentar Prácticas Seguras y Saludables en LosDocument23 paginiCuestionario 2 Fomentar Prácticas Seguras y Saludables en LosGAIAÎncă nu există evaluări
- Rubrica Coevaluacion EpidemiologiaDocument1 paginăRubrica Coevaluacion EpidemiologiaCarolina GuerreroÎncă nu există evaluări
- Cuestionario 4 - Fomentar SENA SALUD OCUPACIONALDocument8 paginiCuestionario 4 - Fomentar SENA SALUD OCUPACIONALEstefaniaTorres50% (2)
- Estudio de Caso Programa de Protección Contra Caidas en AlturasDocument12 paginiEstudio de Caso Programa de Protección Contra Caidas en AlturasYonatan Javi CanoÎncă nu există evaluări
- Resolución 1409 de 2012 TallerDocument8 paginiResolución 1409 de 2012 TallerJinnaPaolaTorresMosquera0% (2)
- Taller Alturas 9Document12 paginiTaller Alturas 9Camilo CardozoÎncă nu există evaluări
- Sochamesa Jorgeandres Tarea2Document4 paginiSochamesa Jorgeandres Tarea2Jorge Andrés Socha MesaÎncă nu există evaluări
- Cuestionario Guillermo 3 TrimestreDocument39 paginiCuestionario Guillermo 3 TrimestreKARLA LORENA PUELLO GAVIRIAÎncă nu există evaluări
- Programa de Prevención y Promoción para El Control de RuidoDocument22 paginiPrograma de Prevención y Promoción para El Control de RuidoMichelle Natalia Rojas CoguaÎncă nu există evaluări
- Andres Ayala ReglamentoDocument11 paginiAndres Ayala Reglamentogrupo01Încă nu există evaluări
- NTC 4116 InformeDocument11 paginiNTC 4116 Informepatricia piedrahitaÎncă nu există evaluări
- Inspeccion GeneralDocument22 paginiInspeccion GeneralJhohanhitha Fhernhandhez100% (1)
- MoralesArias AlbaGisela Inspección GeneralDocument12 paginiMoralesArias AlbaGisela Inspección GeneralAstrid Carolina Tovar PescaÎncă nu există evaluări
- ACT 1. Actividad 1.Document7 paginiACT 1. Actividad 1.Beliazar Sanabria Villalba PsicólogaÎncă nu există evaluări
- Cuestionario 1. AnalisisDocument5 paginiCuestionario 1. AnalisisJ'ulis B'ustosÎncă nu există evaluări
- Autoevaluacion SG SSTDocument62 paginiAutoevaluacion SG SSTɑlejo RiveraÎncă nu există evaluări
- 9programa de Proteccion Contra CaidasDocument4 pagini9programa de Proteccion Contra CaidasIsrael Muñoz ArdilaÎncă nu există evaluări
- Taller Trabajo en AlturaDocument7 paginiTaller Trabajo en AlturaHector Alonso Garcia ArbelaezÎncă nu există evaluări
- Condiciones de Trabajo Y Seguridad: Por Omaira Melissa Oliva MezaDocument7 paginiCondiciones de Trabajo Y Seguridad: Por Omaira Melissa Oliva MezaOMAIRA MELISSA OLIVA MEZAÎncă nu există evaluări
- Folleto Capacitación Funciones Del CCLDocument2 paginiFolleto Capacitación Funciones Del CCLCarmen Villalba0% (1)
- Evidencia - Guia 3.3.2Document4 paginiEvidencia - Guia 3.3.2andreaÎncă nu există evaluări
- PveDocument2 paginiPveErika UlloaÎncă nu există evaluări
- Evidencia 3 RAP2 EV03 ActividadDocument3 paginiEvidencia 3 RAP2 EV03 ActividadHERNANDEZ BLANDONÎncă nu există evaluări
- Procedimiento para Trabajos Con Energias PeligrosasDocument17 paginiProcedimiento para Trabajos Con Energias PeligrosasYuli MuñozÎncă nu există evaluări
- Matriz de JerarquizacionDocument1 paginăMatriz de JerarquizacionGabriel López CardonaÎncă nu există evaluări
- Ficha Técnica CapacitaciónDocument15 paginiFicha Técnica CapacitaciónNicolás VillamilÎncă nu există evaluări
- Cuestionario 02 ApoyarDocument4 paginiCuestionario 02 ApoyarJeymy AndreaÎncă nu există evaluări
- Taller Evaluación Gerencia SSTDocument3 paginiTaller Evaluación Gerencia SSTjuan jose corrales moncada100% (1)
- Sectores Economicos SENADocument3 paginiSectores Economicos SENAgeanizÎncă nu există evaluări
- SST-PG-02 Programa de Elementos de Proteccion PersonalDocument18 paginiSST-PG-02 Programa de Elementos de Proteccion PersonalAlexandra BautistaÎncă nu există evaluări
- Calzasur FinalDocument23 paginiCalzasur FinalJoseBravoÎncă nu există evaluări
- PuntosDocument2 paginiPuntosSofia CastroÎncă nu există evaluări
- Cargas y Equipos Usados.Document14 paginiCargas y Equipos Usados.JhonatanCabreraÎncă nu există evaluări
- ENSAYO Conducta Humana Nuevo 1Document7 paginiENSAYO Conducta Humana Nuevo 1dairoÎncă nu există evaluări
- Peligros, Riesgos en El Sector EconomicoDocument4 paginiPeligros, Riesgos en El Sector EconomicoDana Eliceth Jaimes Rojas100% (1)
- Analisis de Tareas Criticas, Empresa RemautomDocument28 paginiAnalisis de Tareas Criticas, Empresa RemautomSonia Esperanza Pineda RodriguezÎncă nu există evaluări
- Resumen Decreto 1072 2015Document6 paginiResumen Decreto 1072 2015lanenatu NARANJOÎncă nu există evaluări
- Indicadores de Gestión de SG-SSTDocument3 paginiIndicadores de Gestión de SG-SSTJhohanhitha FhernhandhezÎncă nu există evaluări
- Informe Puesto de TrabajoDocument10 paginiInforme Puesto de TrabajoHugo VargasÎncă nu există evaluări
- Taller 3 Elaborar Infografia PDFDocument3 paginiTaller 3 Elaborar Infografia PDFJulieth Carvajal GomezÎncă nu există evaluări
- Competencia AlbaDocument6 paginiCompetencia AlbaLizeth LemusÎncă nu există evaluări
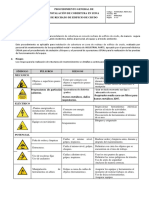
- Procedimiento de Instalación de Cobertura en Zona de Rechazo de Edificio de CrudoDocument13 paginiProcedimiento de Instalación de Cobertura en Zona de Rechazo de Edificio de CrudoLizandro zapata nievesÎncă nu există evaluări
- Taller Calidad de Vida LaboralDocument6 paginiTaller Calidad de Vida LaboralkarinnagraceÎncă nu există evaluări
- Cuadro Comparativo de Inteligencias Multiples - Frank LeònDocument10 paginiCuadro Comparativo de Inteligencias Multiples - Frank LeònFrankLeonÎncă nu există evaluări
- Deberes Fundamentales Del AbogadoDocument9 paginiDeberes Fundamentales Del AbogadoGermán Alama100% (2)
- Untels: Facultad de Ingeniería Y GestiónDocument6 paginiUntels: Facultad de Ingeniería Y GestiónMax MelgarejoÎncă nu există evaluări
- Semana 8 1roDocument10 paginiSemana 8 1roRovin BillaÎncă nu există evaluări
- Procedimiento Mantenimiento de Equipo MedicoDocument7 paginiProcedimiento Mantenimiento de Equipo MedicoGABRIEL EDUARDO DIAZ ROSASÎncă nu există evaluări
- Foster - El Artista Como EtnógrafoDocument2 paginiFoster - El Artista Como EtnógrafoManuel Fernández FraileÎncă nu există evaluări
- Trabajo Colaborativo Gestion LogisticaDocument6 paginiTrabajo Colaborativo Gestion LogisticaDumar NoscueÎncă nu există evaluări
- Alfredo Armas Alfonzo PDFDocument66 paginiAlfredo Armas Alfonzo PDFLuzFermínÎncă nu există evaluări
- PDM ChoreDocument40 paginiPDM ChoreArnold AlarconÎncă nu există evaluări
- Marketing Estrategico y Marketing OperativoDocument6 paginiMarketing Estrategico y Marketing OperativoAntony SuaÎncă nu există evaluări
- Actividad 29-09-21 4°b MatDocument7 paginiActividad 29-09-21 4°b MatEFRAIN HUAMAN VALENZUELAÎncă nu există evaluări
- Examen Unid 3Document8 paginiExamen Unid 3flor rodriguez0% (1)
- Informe N°01 OBRAS Públicas y Privadas-Convertido-ComprimidoDocument28 paginiInforme N°01 OBRAS Públicas y Privadas-Convertido-ComprimidoAilyn ZamoraÎncă nu există evaluări
- Mei Unag 2019 para La Pagina PDFDocument49 paginiMei Unag 2019 para La Pagina PDFTony HerreraÎncă nu există evaluări
- Go Episte - Educacion PPT U3 c5Document20 paginiGo Episte - Educacion PPT U3 c5ERICK DANIEL VASQUEZ APOLOÎncă nu există evaluări
- Medios de ComunicacionDocument23 paginiMedios de ComunicacionNancy Yamile Sanchez PastasÎncă nu există evaluări
- Semana de La DemocraciaDocument42 paginiSemana de La DemocraciaMartínÎncă nu există evaluări
- Aspectos Importantes para Tener Una Buena DiccionDocument2 paginiAspectos Importantes para Tener Una Buena Diccionelizabeth tzacÎncă nu există evaluări
- Taller Entrega Semana 4 Legislación en Seguridad y Salud para El TrabajoDocument4 paginiTaller Entrega Semana 4 Legislación en Seguridad y Salud para El TrabajoMery jazmín Cantor CubillosÎncă nu există evaluări
- 3M Impulsa Sitio Web de Campaña Juntos Contra La SilicosisDocument1 pagină3M Impulsa Sitio Web de Campaña Juntos Contra La SilicosisPiero AndrésÎncă nu există evaluări
- Siete Prácticas de Organizaciones Exitosas-PfefferDocument24 paginiSiete Prácticas de Organizaciones Exitosas-Pfefferlinahuertas33% (3)
- Organización CAP. 5Document38 paginiOrganización CAP. 5jesus manuel polancoÎncă nu există evaluări
- Cuestionario-Od-Legal PofDocument6 paginiCuestionario-Od-Legal PofFernanda OchoaÎncă nu există evaluări
- Municipalidad Provincial de Jauja: Reglamento de Organización Y FuncionesDocument166 paginiMunicipalidad Provincial de Jauja: Reglamento de Organización Y FuncionesjamesÎncă nu există evaluări
- Guia de Actividades y Rubrica de Evaluación - Etapa 1 - Actividad de Reconocimiento InicialDocument6 paginiGuia de Actividades y Rubrica de Evaluación - Etapa 1 - Actividad de Reconocimiento InicialLuisa M Acevedo QÎncă nu există evaluări
- Circular Primera Reunión de Apoderados - Marzo de 2020Document10 paginiCircular Primera Reunión de Apoderados - Marzo de 2020fabianmanosalvaÎncă nu există evaluări
- Test de Inteligencias Multiples Ficha TeDocument8 paginiTest de Inteligencias Multiples Ficha TeAnghelo AndradeÎncă nu există evaluări