S-ar putea să vă placă și
- Technical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionDe la EverandTechnical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionÎncă nu există evaluări
- Weights Mokveld Axial Check Valve-3Document7 paginiWeights Mokveld Axial Check Valve-3ZohaibÎncă nu există evaluări
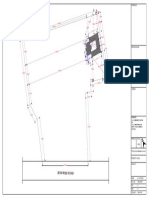
- BLOCK MARKING LAYOUT-ModelDocument1 paginăBLOCK MARKING LAYOUT-ModelAnudeep ChandraÎncă nu există evaluări
- 0935-06 enDocument40 pagini0935-06 engugut darmawanÎncă nu există evaluări
- ASTM A53 B Carbon Steel Pipes - Allowable PressureDocument8 paginiASTM A53 B Carbon Steel Pipes - Allowable PressureAizat Najib100% (1)
- 6x36 WS WC: Standard Round Strand RopesDocument2 pagini6x36 WS WC: Standard Round Strand RopesBronwynne OctoberÎncă nu există evaluări
- 0 BD 64358 BD 64358 #Value! 0 0 0 0 #Value! 0 0Document54 pagini0 BD 64358 BD 64358 #Value! 0 0 0 0 #Value! 0 0Diganta NagÎncă nu există evaluări
- Ahu SizesDocument2 paginiAhu Sizeskgsatish1979Încă nu există evaluări
- Dipstick Chart1Document2 paginiDipstick Chart1Sigit Adi PÎncă nu există evaluări
- Decarbonising-Part 6Document5 paginiDecarbonising-Part 6AVINASH YADAVÎncă nu există evaluări
- RR KABEL Price List - LT HT Cables - 150322Document4 paginiRR KABEL Price List - LT HT Cables - 150322Hemil PatelÎncă nu există evaluări
- Data Good in Process Div Gravure: OC Aktif PG PG - KRW KRW OC 2 BLN Akan 2 BLN BWP CL Complete ShiageDocument11 paginiData Good in Process Div Gravure: OC Aktif PG PG - KRW KRW OC 2 BLN Akan 2 BLN BWP CL Complete ShiageontaÎncă nu există evaluări
- MF 7900D H2223Document16 paginiMF 7900D H2223NurulÎncă nu există evaluări
- Quiz2 Hydrology CE3Q Montano Kiamko Lincuna FeloniaDocument21 paginiQuiz2 Hydrology CE3Q Montano Kiamko Lincuna FeloniaJohnmarc Prince MontanoÎncă nu există evaluări
- FLOWTITE® GRP Pipe SN5000 Technical Information (Excluding Pipe Coupling)Document1 paginăFLOWTITE® GRP Pipe SN5000 Technical Information (Excluding Pipe Coupling)Stephen C.Încă nu există evaluări
- ZKP Series CylindersDocument2 paginiZKP Series CylindersdanielÎncă nu există evaluări
- Max Life SAILDocument13 paginiMax Life SAILMohit ChaudhariÎncă nu există evaluări
- Massey Ferguson 352 TRACTOR Service Parts Catalogue Manual (Part Number 819794)Document15 paginiMassey Ferguson 352 TRACTOR Service Parts Catalogue Manual (Part Number 819794)zhuangfuqian31Încă nu există evaluări
- HWK at 23 Magic SheetDocument2 paginiHWK at 23 Magic SheetMike WoodÎncă nu există evaluări
- DipstickDocument4 paginiDipsticksaeedÎncă nu există evaluări
- Jumbo 355 CHS: EN 10210 S355J2H Hot Finished Circular Hollow SectionsDocument1 paginăJumbo 355 CHS: EN 10210 S355J2H Hot Finished Circular Hollow SectionsDivan YeungÎncă nu există evaluări
- CSL - SPM Hawser CatalogDocument14 paginiCSL - SPM Hawser CatalogEkoÎncă nu există evaluări
- Cordoaria Sao Leopoldo - CatalogoDocument44 paginiCordoaria Sao Leopoldo - CatalogoKESSLER OFFSHOREÎncă nu există evaluări
- Thomson Canflex Bolt Torque TableDocument6 paginiThomson Canflex Bolt Torque TableQS BMDSÎncă nu există evaluări
- Illustrated Parts List 12A300: Model SeriesDocument9 paginiIllustrated Parts List 12A300: Model SeriesCristian Eugen BarburÎncă nu există evaluări
- Certex Product Catalogue Chapter 001 PDFDocument69 paginiCertex Product Catalogue Chapter 001 PDFAther AliÎncă nu există evaluări
- Advice 90 (11 2022)Document1 paginăAdvice 90 (11 2022)Cashier FattanwalaÎncă nu există evaluări
- DD 261023Document1 paginăDD 261023kallol royÎncă nu există evaluări
- Maintenance Kit (HB 4200-4200DP) SealsDocument4 paginiMaintenance Kit (HB 4200-4200DP) SealsdrmassterÎncă nu există evaluări
- PRC-08 Pay Fixation @39% FitmentDocument1 paginăPRC-08 Pay Fixation @39% Fitmentnavn76Încă nu există evaluări
- 2019 Afab Press Brake ToolsDocument30 pagini2019 Afab Press Brake ToolsAFAB Machinery and Tools LtdÎncă nu există evaluări
- Current Kmax HRC Fuse Current A K Max HRC Fu Construction Approx. Area in MMDocument5 paginiCurrent Kmax HRC Fuse Current A K Max HRC Fu Construction Approx. Area in MMDilum GunathilakaÎncă nu există evaluări
- Torque-Tension Relationship For Stainless Steel F593 CW and F837 CW PDFDocument1 paginăTorque-Tension Relationship For Stainless Steel F593 CW and F837 CW PDFOrlando RNÎncă nu există evaluări
- Torque-Tension Relationship For Stainless Steel F593 CW and F837 CWDocument1 paginăTorque-Tension Relationship For Stainless Steel F593 CW and F837 CWgabriel_127971761Încă nu există evaluări
- Upload Fab2Document1 paginăUpload Fab2Aman RaiÎncă nu există evaluări
- 600r Bridged-T Attenuator CalculationsDocument2 pagini600r Bridged-T Attenuator CalculationsFusaty HadÎncă nu există evaluări
- 0846-02 enDocument10 pagini0846-02 enEASTMAN SUPPLIERSÎncă nu există evaluări
- Massey Ferguson MF 255 TRACTOR Service Parts Catalogue Manual (Part Number 1637022)Document20 paginiMassey Ferguson MF 255 TRACTOR Service Parts Catalogue Manual (Part Number 1637022)qlb898316Încă nu există evaluări
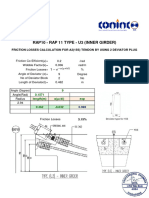
- RAP10 - RAP11 Losses Calculation & Pressure Chart by Using 2 Deviator Plug (With PE Endorsement)Document3 paginiRAP10 - RAP11 Losses Calculation & Pressure Chart by Using 2 Deviator Plug (With PE Endorsement)cheeseonglawÎncă nu există evaluări
- Utk Share 2019Document36 paginiUtk Share 2019raksa rinekapurnamaÎncă nu există evaluări
- PS2 Classuse DVB SolnDocument25 paginiPS2 Classuse DVB SolnDak KaizÎncă nu există evaluări
- 1Document3 pagini1Juan Pablo Vargas SantiagoÎncă nu există evaluări
- Re GresiDocument4 paginiRe GresiWisnu Setia NugrohoÎncă nu există evaluări
- Massey Ferguson MF 294 TRACTOR Service Parts Catalogue Manual (Part Number 3310603)Document15 paginiMassey Ferguson MF 294 TRACTOR Service Parts Catalogue Manual (Part Number 3310603)qlb898316Încă nu există evaluări
- Engine Controls and Fuel - 4.3LDocument168 paginiEngine Controls and Fuel - 4.3Lluis eduardo corzo enriquezÎncă nu există evaluări
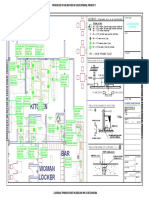
- Produced by An Autodesk Educational ProductDocument1 paginăProduced by An Autodesk Educational ProductAndry KakaseÎncă nu există evaluări
- Komatsu S6D95L PDFDocument90 paginiKomatsu S6D95L PDFRoussel Florez Zuloaga100% (1)
- 2.1 Serie 800 PDFDocument1 pagină2.1 Serie 800 PDFOscar BedregalÎncă nu există evaluări
- PRV DN15 GFDocument1 paginăPRV DN15 GFabas hajiÎncă nu există evaluări
- Parts List: MODEL: DDL-8500-7 List No: 1200-00Document44 paginiParts List: MODEL: DDL-8500-7 List No: 1200-00Demis FrancoÎncă nu există evaluări
- RR KABEL Price List - LT HT Cables - 01st February 2023Document4 paginiRR KABEL Price List - LT HT Cables - 01st February 2023threephase electricÎncă nu există evaluări
- Zerowatt lx664Document21 paginiZerowatt lx664Waheed MidoÎncă nu există evaluări
- Okada Hydraulic Breakers: Introduction MaterialDocument3 paginiOkada Hydraulic Breakers: Introduction MaterialHarol MendozaÎncă nu există evaluări
- Curve TrussDocument1 paginăCurve TrussTushar KantÎncă nu există evaluări
- Sanitary Flange WellgreenDocument1 paginăSanitary Flange WellgreenRoger ChenÎncă nu există evaluări
- Bont Indicatore BR23Document1 paginăBont Indicatore BR23Amda AmdaÎncă nu există evaluări
- 9N 1-02-24Document68 pagini9N 1-02-24PaulaÎncă nu există evaluări
- Cia 3 - MobDocument5 paginiCia 3 - MobPADMANAP E 2127307Încă nu există evaluări
- WP20Document8 paginiWP20Victor BiacoloÎncă nu există evaluări
- TOR Electric Utility Annual Preventive MaintenanceDocument10 paginiTOR Electric Utility Annual Preventive MaintenanceVictor BiacoloÎncă nu există evaluări
- For AccreditationDocument1 paginăFor AccreditationVictor BiacoloÎncă nu există evaluări
- PVC Foam Data Sheet: Property Test Method Unit Q80Document1 paginăPVC Foam Data Sheet: Property Test Method Unit Q80Victor BiacoloÎncă nu există evaluări
- Water Quality AnalyzerDocument1 paginăWater Quality AnalyzerVictor BiacoloÎncă nu există evaluări
- Weekly Timesheet With Payslip Excel TemplateDocument4 paginiWeekly Timesheet With Payslip Excel TemplateVictor BiacoloÎncă nu există evaluări
- Genset Base PadDocument1 paginăGenset Base PadVictor BiacoloÎncă nu există evaluări
- Large Scale Commercial Solution: Three Phase Grid-Tied Solar InverterDocument4 paginiLarge Scale Commercial Solution: Three Phase Grid-Tied Solar InverterVictor BiacoloÎncă nu există evaluări
- Inter Company Employee Transfer Letter FormatDocument2 paginiInter Company Employee Transfer Letter FormatVictor Biacolo100% (1)
- 3 Adca Training - Part 1 5d722ade5d2acDocument30 pagini3 Adca Training - Part 1 5d722ade5d2acVictor BiacoloÎncă nu există evaluări
- Date GE Tag Description LearningDocument3 paginiDate GE Tag Description LearningVictor BiacoloÎncă nu există evaluări
- 6 Adca Training - Part 4 5d7228a93513fDocument31 pagini6 Adca Training - Part 4 5d7228a93513fVictor BiacoloÎncă nu există evaluări
- Continuity/Insulation Resistance Test FormDocument1 paginăContinuity/Insulation Resistance Test FormVictor BiacoloÎncă nu există evaluări
- Pre-Commissioning and CommissioningDocument25 paginiPre-Commissioning and CommissioningVictor BiacoloÎncă nu există evaluări
- GT NTDocument2 paginiGT NTVictor BiacoloÎncă nu există evaluări
- Sample Only Not To Be Used As Working DrawingsDocument1 paginăSample Only Not To Be Used As Working DrawingsVictor BiacoloÎncă nu există evaluări
- Standard Trip InstrumentDocument2 paginiStandard Trip InstrumentVictor BiacoloÎncă nu există evaluări
- Motor PartsDocument27 paginiMotor PartsVictor BiacoloÎncă nu există evaluări
- Authority To ConstructDocument1 paginăAuthority To ConstructVictor BiacoloÎncă nu există evaluări
- 200ah 12VDocument2 pagini200ah 12VVictor BiacoloÎncă nu există evaluări
- Bolt & NutDocument2 paginiBolt & NutVictor BiacoloÎncă nu există evaluări
- Letter of IntentDocument1 paginăLetter of IntentVictor Biacolo63% (8)
- Item Products Bottles Price Per (PHP) (Liters) (250 Ml/bottle) (250 ML Bottle) 1 Virgin Coconut Oil 149 596 120Document9 paginiItem Products Bottles Price Per (PHP) (Liters) (250 Ml/bottle) (250 ML Bottle) 1 Virgin Coconut Oil 149 596 120Victor BiacoloÎncă nu există evaluări
- TMC Plan ApprovalDocument2 paginiTMC Plan ApprovalVictor BiacoloÎncă nu există evaluări
- Vietnam Demands English Language TeachingDocument4 paginiVietnam Demands English Language TeachingVictor BiacoloÎncă nu există evaluări
- Audited Financial StatementDocument17 paginiAudited Financial StatementVictor BiacoloÎncă nu există evaluări
- Lecture 1Document48 paginiLecture 1vivekÎncă nu există evaluări
- Badgir in Traditional Iranian ArchitectureDocument6 paginiBadgir in Traditional Iranian ArchitecturefcharafÎncă nu există evaluări
- Handbook Condensation in Buildings 2014 PDFDocument138 paginiHandbook Condensation in Buildings 2014 PDFNestor S. ReEyes100% (1)
- Weather and Climate Science Powerpoint Slides Ada ReducedDocument28 paginiWeather and Climate Science Powerpoint Slides Ada ReducedAlisher OsmaniÎncă nu există evaluări
- Technical Note TN-106: Correction Factors, Ionization Energies, and Calibration CharacteristicsDocument12 paginiTechnical Note TN-106: Correction Factors, Ionization Energies, and Calibration Characteristicssrinivas1108Încă nu există evaluări
- Work Sheets of Final ExamsDocument9 paginiWork Sheets of Final ExamsALI FAROOQÎncă nu există evaluări
- Global WarmingDocument28 paginiGlobal WarmingRhujuta Gadgil100% (1)
- AGU Friday Daily NewspaperDocument56 paginiAGU Friday Daily Newspaperantonio_forgioneÎncă nu există evaluări
- Final For Approval H33 IMO 9616230Document556 paginiFinal For Approval H33 IMO 9616230Andrei Matei100% (1)
- C5c Total Internal Reflection and The Critical AngleDocument2 paginiC5c Total Internal Reflection and The Critical AngleRAVINÎncă nu există evaluări
- BN-DS-C49 Typical Air Fin Cooler Piping and DataDocument5 paginiBN-DS-C49 Typical Air Fin Cooler Piping and DataENG_JUVEÎncă nu există evaluări
- Physical Characteristics of The EarthDocument1 paginăPhysical Characteristics of The Earthaguiluz rontos100% (7)
- Global Warmong EassayDocument6 paginiGlobal Warmong EassayAmjad LaghariÎncă nu există evaluări
- AE302 OutlineDocument2 paginiAE302 OutlineSmit PatelÎncă nu există evaluări
- Astm d1356Document14 paginiAstm d1356Jose Luis Villegas EchalarÎncă nu există evaluări
- Fun With Dry Ice!!!: Jon Wilson The University of MississippiDocument27 paginiFun With Dry Ice!!!: Jon Wilson The University of MississippiHeri YantiÎncă nu există evaluări
- IELTS Recent Actual Test With Answers Volume 6Document21 paginiIELTS Recent Actual Test With Answers Volume 6daanielÎncă nu există evaluări
- Allied Schools Home Task Class: 5 Subject:S.st: Unit #1 AnswersDocument1 paginăAllied Schools Home Task Class: 5 Subject:S.st: Unit #1 AnswersAman AnsariÎncă nu există evaluări
- Human Impact On The EnvironmentDocument36 paginiHuman Impact On The EnvironmentHãrsh Pätël HP100% (1)
- Case StudyDocument59 paginiCase StudyShonyka Mugi100% (1)
- Pools CPD July16Document51 paginiPools CPD July16Vladimir ZaljevskiÎncă nu există evaluări
- Guidelines For Selection of Air Pollution Control Equipment: Design PracticesDocument1 paginăGuidelines For Selection of Air Pollution Control Equipment: Design PracticesGCB GCBÎncă nu există evaluări
- 2810 Dissolved Gas Supersaturation : 2-92 Physical & Aggregate Properties (2000)Document5 pagini2810 Dissolved Gas Supersaturation : 2-92 Physical & Aggregate Properties (2000)pollux23Încă nu există evaluări
- The Oceanic Heat Budget - Anisa Nabila R.R.-03311740000037 - 2017Document30 paginiThe Oceanic Heat Budget - Anisa Nabila R.R.-03311740000037 - 2017AnisaNabilaÎncă nu există evaluări
- Draw-Over Anaesthesia - TTMDocument4 paginiDraw-Over Anaesthesia - TTMVinsmoke SanjiÎncă nu există evaluări
- 12 Eng - Study MaterialDocument38 pagini12 Eng - Study MaterialCarbonÎncă nu există evaluări
- VIth Term Environmental Law LB-603 2022Document313 paginiVIth Term Environmental Law LB-603 2022Prashant SharmaÎncă nu există evaluări
- Grade 5: Topic 1 Unit 2: InterdependenceDocument11 paginiGrade 5: Topic 1 Unit 2: InterdependenceBhaktha vatsalaÎncă nu există evaluări
- Worthington Rollair 75-125eDocument10 paginiWorthington Rollair 75-125eFernando Guaman Remache100% (1)
- NitroGen USER MANUAL - R0017Document30 paginiNitroGen USER MANUAL - R0017SV HegdeÎncă nu există evaluări