S-ar putea să vă placă și
- 02 F30 Powertrain1Document50 pagini02 F30 Powertrain1Sameera GodakandaÎncă nu există evaluări
- Mercury Marine Owner ManualDocument145 paginiMercury Marine Owner ManualParapendio Club MilazzoÎncă nu există evaluări
- Lifting LugDocument39 paginiLifting LugSasikumar JothiÎncă nu există evaluări
- Leak Off TestDocument80 paginiLeak Off Testb4rfÎncă nu există evaluări
- 2-1. Rigs, Drilling A WellDocument50 pagini2-1. Rigs, Drilling A WellscribddocomÎncă nu există evaluări
- Formation Pressure While Drilling Technology - Game Changer in Drilling Overpressured ReservoirsDocument6 paginiFormation Pressure While Drilling Technology - Game Changer in Drilling Overpressured ReservoirsJamalÎncă nu există evaluări
- (Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During PerforatingDocument8 pagini(Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During Perforatingjlbarretoa100% (1)
- How To Run and Cement Liners Part 4Document5 paginiHow To Run and Cement Liners Part 4Blanche NeigeÎncă nu există evaluări
- NT40637 Casing Running in High Angle Wells 2005 NovDocument11 paginiNT40637 Casing Running in High Angle Wells 2005 NovkameliooÎncă nu există evaluări
- Cementing & Casing Accessories Davis-Lynch Equipment CatalogDocument19 paginiCementing & Casing Accessories Davis-Lynch Equipment CatalogfarajÎncă nu există evaluări
- 2.sensors & ActuatorsDocument30 pagini2.sensors & Actuatorszakariyae el mourabit100% (1)
- Clay Nanoparticles Modifed Drilling Fluids For Drilling of Deep Hydrocarcbon Wells PDFDocument7 paginiClay Nanoparticles Modifed Drilling Fluids For Drilling of Deep Hydrocarcbon Wells PDFJuliana BuelvasÎncă nu există evaluări
- Aerated DrillingDocument7 paginiAerated DrillingHarisma BagusÎncă nu există evaluări
- Aerated DrillingDocument7 paginiAerated DrillingHarisma BagusÎncă nu există evaluări
- Cement Bond Log Interpretation ReliabilityDocument3 paginiCement Bond Log Interpretation ReliabilityEric EspirituÎncă nu există evaluări
- Homco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealDocument8 paginiHomco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealHamed NazariÎncă nu există evaluări
- IDI06 011A Rev1.2 Well Seeker PRO ManualDocument90 paginiIDI06 011A Rev1.2 Well Seeker PRO Manualtoligado27Încă nu există evaluări
- Torque and Drag Calculations in Three-Dimensional PDFDocument167 paginiTorque and Drag Calculations in Three-Dimensional PDFOsvaldo Pi S. NdongaÎncă nu există evaluări
- Buckling Analysis in Deviated Wells A Practical MethodDocument10 paginiBuckling Analysis in Deviated Wells A Practical Methodsabilco13Încă nu există evaluări
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsDe la EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsÎncă nu există evaluări
- Cost Model For Geothermal Wells: Carolyn KipsangDocument12 paginiCost Model For Geothermal Wells: Carolyn Kipsangdimastaha100% (1)
- Laser DrillingDocument19 paginiLaser Drillingmts1234100% (1)
- SPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataDocument11 paginiSPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataHassaanAhmedÎncă nu există evaluări
- SPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingDocument7 paginiSPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingmsmsoftÎncă nu există evaluări
- Mixer 4640Document58 paginiMixer 4640Augusto QuirozÎncă nu există evaluări
- Structural Culvert Design NigeriaDocument54 paginiStructural Culvert Design Nigeriasidiq7100% (2)
- Rig Sizing For Statoil ProjectDocument14 paginiRig Sizing For Statoil ProjectSamuel OkezieÎncă nu există evaluări
- S2 2015 336441 Chapter1Document15 paginiS2 2015 336441 Chapter1arispriyatmonoÎncă nu există evaluări
- SNEFERU - Architectural ReviewerDocument58 paginiSNEFERU - Architectural ReviewerPia Eleanor Santos100% (11)
- Master Thesis - Casing Wear in Multilateral Wells - Steven Ripman PDFDocument110 paginiMaster Thesis - Casing Wear in Multilateral Wells - Steven Ripman PDFBogdan StanciuÎncă nu există evaluări
- Mechanical Calculation Sheet Drafting Procedure PDFDocument50 paginiMechanical Calculation Sheet Drafting Procedure PDFlongnhar100% (10)
- Casing CentralisationDocument2 paginiCasing CentralisationYougchu LuanÎncă nu există evaluări
- Well CompletionDocument82 paginiWell CompletionFlorian Ananias ByarugabaÎncă nu există evaluări
- Wiper Trip Opertion ProcedureDocument3 paginiWiper Trip Opertion ProcedureAlexander KlmÎncă nu există evaluări
- Perforating Catalog: ISSUE 5 - March 2020Document218 paginiPerforating Catalog: ISSUE 5 - March 2020Aboozar Fathinejad100% (1)
- Tdas West Shell 091602Document15 paginiTdas West Shell 091602amin peyvandÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Kick Tolerance Calculations For Well Design and Drilling OperationsDocument2 paginiKick Tolerance Calculations For Well Design and Drilling Operationsi oÎncă nu există evaluări
- IADC/SPE 115283 Casing Drilling Technology As The Alternative of Drilling EfficiencyDocument10 paginiIADC/SPE 115283 Casing Drilling Technology As The Alternative of Drilling EfficiencyMicaela Flores Lanza100% (1)
- Spe 196232 MSDocument18 paginiSpe 196232 MShijoetigreÎncă nu există evaluări
- Slimhole Drilling Paper Revised June 2016 PDFDocument28 paginiSlimhole Drilling Paper Revised June 2016 PDFAbhinav GoyalÎncă nu există evaluări
- Spe 96810 MS PDocument10 paginiSpe 96810 MS PSlim.BÎncă nu există evaluări
- Spe 36761 MSDocument13 paginiSpe 36761 MSKarla CotesÎncă nu există evaluări
- Shallow Gas SummaryDocument4 paginiShallow Gas SummaryHerbertLansinkÎncă nu există evaluări
- Spe 151810 PaDocument12 paginiSpe 151810 Paswaala4realÎncă nu există evaluări
- 01-Section 02 Drilling Fluids Functions PDFDocument11 pagini01-Section 02 Drilling Fluids Functions PDFLazharÎncă nu există evaluări
- Brochure - NCS Multistage-Unlimited-Pin-point Fracturing - CompressedDocument8 paginiBrochure - NCS Multistage-Unlimited-Pin-point Fracturing - CompressedNightÎncă nu există evaluări
- PPE I PR 005Document11 paginiPPE I PR 005MahanderOadÎncă nu există evaluări
- Expandable Drill BitDocument6 paginiExpandable Drill BitJohnSmithÎncă nu există evaluări
- (J. A Short) Drilling A Source Book On Oil and Ga PDFDocument588 pagini(J. A Short) Drilling A Source Book On Oil and Ga PDFZana QadirÎncă nu există evaluări
- 03 HAL-2011 Steering Tools FDocument10 pagini03 HAL-2011 Steering Tools FMiftahul Riski NasutionÎncă nu există evaluări
- Banda East Well Montage 28sept08 A4 SizeDocument1 paginăBanda East Well Montage 28sept08 A4 SizeSyed IrtazaÎncă nu există evaluări
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocument10 paginiSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongÎncă nu există evaluări
- Tomax AST Tool User ManualDocument4 paginiTomax AST Tool User ManualChinyere NkereÎncă nu există evaluări
- Ieback EAL Ipple: Tieback Seal Nipple (TSN), Orifi Ce Float Collar (OFC) and An ExistingDocument3 paginiIeback EAL Ipple: Tieback Seal Nipple (TSN), Orifi Ce Float Collar (OFC) and An ExistingGhinet Teodor-ioanÎncă nu există evaluări
- Group 4 - Expandable TubularDocument20 paginiGroup 4 - Expandable TubularAzka Roby AntariÎncă nu există evaluări
- Cementing Solid Expendable TubularDocument2 paginiCementing Solid Expendable Tubularlone_PEÎncă nu există evaluări
- Maxfire Electronic Firing Systems: Conveyance and Triggering OptionsDocument7 paginiMaxfire Electronic Firing Systems: Conveyance and Triggering OptionsGabriel GonzalezÎncă nu există evaluări
- SPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencyDocument8 paginiSPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencymsmsoftÎncă nu există evaluări
- 7in 29ppf 13Cr-80 JFE BearDocument1 pagină7in 29ppf 13Cr-80 JFE BearYeit HauÎncă nu există evaluări
- Spe 103184 MSDocument7 paginiSpe 103184 MSRamanamurthy PalliÎncă nu există evaluări
- Air Flow Calculation of Reverse Circulation Drilling Technique With Air DTH Hammer PDFDocument6 paginiAir Flow Calculation of Reverse Circulation Drilling Technique With Air DTH Hammer PDFSathishKumar ArumugamÎncă nu există evaluări
- Cementing 1 PDFDocument30 paginiCementing 1 PDFShafeeq ChappuÎncă nu există evaluări
- Master Thesis - Jose Maria MoratallaDocument80 paginiMaster Thesis - Jose Maria MoratallaorlandoÎncă nu există evaluări
- Spe 135704 MS PDFDocument9 paginiSpe 135704 MS PDFKd FaÎncă nu există evaluări
- CompassDocument4 paginiCompassEnny RachelÎncă nu există evaluări
- Break Out and Laying Down BhaDocument3 paginiBreak Out and Laying Down BhakhurramÎncă nu există evaluări
- Dual Gradient DrillingDocument72 paginiDual Gradient DrillingJosue FishÎncă nu există evaluări
- Casing LeaksDocument8 paginiCasing LeaksJames "Chip" NorthrupÎncă nu există evaluări
- 5 - Bit Hydraulic OptimizationDocument31 pagini5 - Bit Hydraulic OptimizationFarouq EngÎncă nu există evaluări
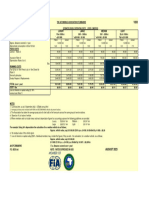
- Aaz Mileage Rates August 2023Document1 paginăAaz Mileage Rates August 2023Prince Mubaiwa100% (1)
- BS8660 Standard ShapesDocument3 paginiBS8660 Standard ShapesPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-2016-35 Eia of Geothermal Exploration in Tanzania. The Laws and Regulations, Eia Process and Preliminary Eia of Exploration Drilling in Ngozi Area, Sw-TanzaniaDocument20 paginiUnu-Gtp-2016-35 Eia of Geothermal Exploration in Tanzania. The Laws and Regulations, Eia Process and Preliminary Eia of Exploration Drilling in Ngozi Area, Sw-TanzaniaPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-01-10 Geothermal Borehole Investigations During and After DrillingDocument10 paginiUnu-Gtp-Sc-01-10 Geothermal Borehole Investigations During and After DrillingPrince MubaiwaÎncă nu există evaluări
- Zesa Enterprises (PVT) LTD: Attention: Hon Adv, Fortune ChasiDocument1 paginăZesa Enterprises (PVT) LTD: Attention: Hon Adv, Fortune ChasiPrince MubaiwaÎncă nu există evaluări
- ZIE Member Upgrade To Fellow (Sept 2020)Document1 paginăZIE Member Upgrade To Fellow (Sept 2020)Prince MubaiwaÎncă nu există evaluări
- UNU-GTP-40-B-9-Samuel-Nganga WELLBORE STABILITY ANALYSIS IN GEOTHERMAL WELL DRILLINGDocument7 paginiUNU-GTP-40-B-9-Samuel-Nganga WELLBORE STABILITY ANALYSIS IN GEOTHERMAL WELL DRILLINGPrince MubaiwaÎncă nu există evaluări
- Rig Selection and Comparison of Top Drive and Rotary Table Drive Systems For Cost Effective Drilling Projects in Kenya UNU-GTP-2009-08Document20 paginiRig Selection and Comparison of Top Drive and Rotary Table Drive Systems For Cost Effective Drilling Projects in Kenya UNU-GTP-2009-08zouke2002Încă nu există evaluări
- UNU-GTP-SC-12-12 ADVANCED GEOTHERMAL DRILLING ImportantDocument5 paginiUNU-GTP-SC-12-12 ADVANCED GEOTHERMAL DRILLING ImportantPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-14-23 Geothermal Drilling Targets and Well SitingDocument16 paginiUnu-Gtp-Sc-14-23 Geothermal Drilling Targets and Well SitingPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-SC-12-12 ADVANCED GEOTHERMAL DRILLING ImportantDocument5 paginiUNU-GTP-SC-12-12 ADVANCED GEOTHERMAL DRILLING ImportantPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-12-21 Environmental Considerations For Geothermal Drilling in El SalvadorDocument7 paginiUnu-Gtp-Sc-12-21 Environmental Considerations For Geothermal Drilling in El SalvadorPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-SC-11-13 GEOTHERMAL WELL DRILLING Important PDFDocument23 paginiUNU-GTP-SC-11-13 GEOTHERMAL WELL DRILLING Important PDFPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-19-0206 Drilling in Menengai High Temperature Field - The Experience and LessonsDocument9 paginiUnu-Gtp-Sc-19-0206 Drilling in Menengai High Temperature Field - The Experience and LessonsPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-23-0604a Drilling in Menengai High Temperature Field - Drilling Equipment and Well DesignDocument11 paginiUnu-Gtp-Sc-23-0604a Drilling in Menengai High Temperature Field - Drilling Equipment and Well DesignPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-02-27 New Developments in Geothermal DrillingDocument8 paginiUnu-Gtp-Sc-02-27 New Developments in Geothermal DrillingPrince MubaiwaÎncă nu există evaluări
- Geothermal Borehole Investigations During and After DrillingDocument10 paginiGeothermal Borehole Investigations During and After DrillingBenedict Amandus HanantoÎncă nu există evaluări
- Unu-Gtp-2006-04 Civil Works in Geothermal Drill SitesDocument20 paginiUnu-Gtp-2006-04 Civil Works in Geothermal Drill SitesPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-23-0604a Drilling in Menengai High Temperature Field - Drilling Equipment and Well DesignDocument11 paginiUnu-Gtp-Sc-23-0604a Drilling in Menengai High Temperature Field - Drilling Equipment and Well DesignPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-2016-32 Petrica 2016 COMMON GEOTHERMAL WELL DESIGN, A CASE STUDY OF THE LOW-TEMPERATURE GEOTHERMAL RESERVOIR IN OTOPENI, ROMANIADocument24 paginiUNU-GTP-2016-32 Petrica 2016 COMMON GEOTHERMAL WELL DESIGN, A CASE STUDY OF THE LOW-TEMPERATURE GEOTHERMAL RESERVOIR IN OTOPENI, ROMANIAPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-14-23 Geothermal Drilling Targets and Well SitingDocument16 paginiUnu-Gtp-Sc-14-23 Geothermal Drilling Targets and Well SitingPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-02-27 New Developments in Geothermal DrillingDocument8 paginiUnu-Gtp-Sc-02-27 New Developments in Geothermal DrillingPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-2005-11 PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT FOR THE DEVELOPMENT OF TENDAHO GEOTHERMAL AREA, ETHIOPIA ImportantDocument26 paginiUNU-GTP-2005-11 PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT FOR THE DEVELOPMENT OF TENDAHO GEOTHERMAL AREA, ETHIOPIA ImportantPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-2005-11 PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT FOR THE DEVELOPMENT OF TENDAHO GEOTHERMAL AREA, ETHIOPIA ImportantDocument26 paginiUNU-GTP-2005-11 PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT FOR THE DEVELOPMENT OF TENDAHO GEOTHERMAL AREA, ETHIOPIA ImportantPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-2016-10 Environmental Considerations in Production Tests and Geothermal Well StimulationDocument34 paginiUnu-Gtp-2016-10 Environmental Considerations in Production Tests and Geothermal Well StimulationPrince MubaiwaÎncă nu există evaluări
- UNU-GTP-SC-14-22 Thorhallsson 2012 Geothermal Drilling Cost and Drilling EffectivenessDocument10 paginiUNU-GTP-SC-14-22 Thorhallsson 2012 Geothermal Drilling Cost and Drilling EffectivenessPrince MubaiwaÎncă nu există evaluări
- Unu-Gtp-Sc-19-0108a Environmental Baseline Studies For Geothermal DevelopmentsDocument6 paginiUnu-Gtp-Sc-19-0108a Environmental Baseline Studies For Geothermal DevelopmentsPrince MubaiwaÎncă nu există evaluări
- Dongshin Hydraulics Co., LTD.: Head OfficeDocument24 paginiDongshin Hydraulics Co., LTD.: Head OfficePabloCesarParraSalazarÎncă nu există evaluări
- Vigo Elec Wiring DiagramDocument18 paginiVigo Elec Wiring DiagramVinh PhạmÎncă nu există evaluări
- Mechanical ReliabilityDocument3 paginiMechanical ReliabilityAndre MarsÎncă nu există evaluări
- Gelbart Course Notes Part 1Document24 paginiGelbart Course Notes Part 1Maciek K.Încă nu există evaluări
- Bibby CouplingsDocument25 paginiBibby CouplingsKemoy JohnsonÎncă nu există evaluări
- Surface Tension PDFDocument7 paginiSurface Tension PDFNsBhasinÎncă nu există evaluări
- ICEF2009-14054: Slide Bearing Types For Combustion Engines Designed For Upcoming Emission RegulationsDocument9 paginiICEF2009-14054: Slide Bearing Types For Combustion Engines Designed For Upcoming Emission RegulationsFLangÎncă nu există evaluări
- Swagelok Tubing Data MS-01-107Document12 paginiSwagelok Tubing Data MS-01-107kicsnerÎncă nu există evaluări
- Technical Data of The Fan: RZR 13-1250: To Motor: Siemens-IE3 1LE1003-1DB43-4AB4/IE3Document3 paginiTechnical Data of The Fan: RZR 13-1250: To Motor: Siemens-IE3 1LE1003-1DB43-4AB4/IE3mahmadwasiÎncă nu există evaluări
- Pipecoater-Iii/900: Internal Pipecoater For Pipe ID 300 MM To 900 MM (12" - 36")Document2 paginiPipecoater-Iii/900: Internal Pipecoater For Pipe ID 300 MM To 900 MM (12" - 36")BepdjÎncă nu există evaluări
- Application Note .: Measuring Torsional Operational Deflection Shapes of Rotating ShaftsDocument8 paginiApplication Note .: Measuring Torsional Operational Deflection Shapes of Rotating Shaftsjhon vargasÎncă nu există evaluări
- Ultrasonic Cleaner S-700 - HM, 230VDocument2 paginiUltrasonic Cleaner S-700 - HM, 230VSlava KopytovÎncă nu există evaluări
- Fisher Industrial RegulatorsDocument24 paginiFisher Industrial RegulatorsMugywara luÎncă nu există evaluări
- 50BYBL ManualDocument24 pagini50BYBL ManualNguyễn HùngÎncă nu există evaluări
- Sciencedirect: Design & Development of Special Automobile Interior Testing MachineDocument9 paginiSciencedirect: Design & Development of Special Automobile Interior Testing MachineMuthu KumarÎncă nu există evaluări
- Heisler Graphics PDFDocument3 paginiHeisler Graphics PDFPedro Augusto Soares100% (1)
- PVT Experiment IndividualDocument36 paginiPVT Experiment IndividualnursyakirahrahimÎncă nu există evaluări
- AiraDocument1 paginăAiraVivek KapadiaÎncă nu există evaluări
- CE 3141 Structural Theory Lecture 1 2023Document27 paginiCE 3141 Structural Theory Lecture 1 2023Cyan SethÎncă nu există evaluări
- How Can Ablative Cooling in A Solid Propellant Rocket Engine Be Accurately Modelled in Order To Optimise PerformanceDocument15 paginiHow Can Ablative Cooling in A Solid Propellant Rocket Engine Be Accurately Modelled in Order To Optimise PerformanceIJRASETPublicationsÎncă nu există evaluări
- 004 VSL Datasheets US-ADocument22 pagini004 VSL Datasheets US-Akmabd100% (1)
- Badger Family: Self Rotary Swivels User ManualDocument36 paginiBadger Family: Self Rotary Swivels User ManualAdministración HerramenteríaÎncă nu există evaluări