S-ar putea să vă placă și
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDocument1 paginăAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajÎncă nu există evaluări
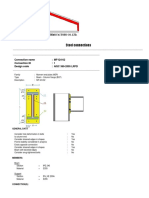
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocument12 paginiSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalÎncă nu există evaluări
- AWS Weld Symbol BasicsDocument3 paginiAWS Weld Symbol Basicschairul anwarÎncă nu există evaluări
- Shear Wave PDFDocument6 paginiShear Wave PDFcutefrenzyÎncă nu există evaluări
- AWS Catalog 2017 Winter SpringDocument52 paginiAWS Catalog 2017 Winter SpringPilar Medrano MenaÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument9 paginiNew Microsoft Office Word DocumentKhalid PerwezÎncă nu există evaluări
- MTC Er70s 2Document1 paginăMTC Er70s 2Mirza BaigÎncă nu există evaluări
- 3.3.3-Fillet Weld Design 9th Mar 21Document40 pagini3.3.3-Fillet Weld Design 9th Mar 21Vivek kmÎncă nu există evaluări
- EW 512 6 Nondestructive TestingDocument37 paginiEW 512 6 Nondestructive TestingHarun HodžićÎncă nu există evaluări
- How To Read Welding GaugesDocument8 paginiHow To Read Welding GaugeshemnÎncă nu există evaluări
- 0455e - Welding Inspector Visual Acuity Record PDFDocument1 pagină0455e - Welding Inspector Visual Acuity Record PDFAbu HanifaÎncă nu există evaluări
- Basic Review CardDocument6 paginiBasic Review CardSheena LeavittÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Specifications For Plates: Chemical Composition Mechanical PropertiesDocument7 paginiSpecifications For Plates: Chemical Composition Mechanical Propertiesprajakt_pieÎncă nu există evaluări
- Metrology Lab w2014Document15 paginiMetrology Lab w2014ObaidÎncă nu există evaluări
- Visual InspectionDocument4 paginiVisual InspectiondomsonengÎncă nu există evaluări
- Template BUTTDocument1 paginăTemplate BUTTDylan TriggÎncă nu există evaluări
- Comparison ASTM A 3388 & ISO 11496Document1 paginăComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyÎncă nu există evaluări
- Skeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDocument66 paginiSkeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDenver TanhuanÎncă nu există evaluări
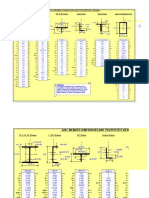
- AISC Properties MM GPP 2017Document87 paginiAISC Properties MM GPP 2017Pablo García PeñaÎncă nu există evaluări
- Welding - Joint - Symbols ISO 2553Document32 paginiWelding - Joint - Symbols ISO 2553Silvio ZappinoÎncă nu există evaluări
- Part 1 (Final 2022-11-21)Document28 paginiPart 1 (Final 2022-11-21)saraÎncă nu există evaluări
- Introduction To Non-Destructive TestingDocument34 paginiIntroduction To Non-Destructive Testingegy pure100% (1)
- X-Ray: Radiographic Film SystemsDocument56 paginiX-Ray: Radiographic Film Systemswilliam cordero valverdeÎncă nu există evaluări
- 625 CRO - SAW Study - Final Report PDFDocument21 pagini625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaÎncă nu există evaluări
- ISO 3834purchasedocumentDocument8 paginiISO 3834purchasedocumenthector-salomonÎncă nu există evaluări
- Weld SummaryDocument85 paginiWeld SummarywalitedisonÎncă nu există evaluări
- Indt QCP RT HJ 05NDocument14 paginiIndt QCP RT HJ 05NAsad Bin Ala QatariÎncă nu există evaluări
- Ultrasonic Testing Austenitic Stainless SteelDocument31 paginiUltrasonic Testing Austenitic Stainless SteelElias Kapa100% (1)
- RT Standards NotesDocument4 paginiRT Standards NotesprabhuÎncă nu există evaluări
- Selenium 75Document0 paginiSelenium 75vrapciudorianÎncă nu există evaluări
- Measuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInDocument5 paginiMeasuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInnkvonÎncă nu există evaluări
- The Everyday Pocket Handbook For Arc Welding Steel: A SeriesDocument34 paginiThe Everyday Pocket Handbook For Arc Welding Steel: A SeriesSamir Morales CadilloÎncă nu există evaluări
- Are You Really Ready To Take A CWI SeminarDocument3 paginiAre You Really Ready To Take A CWI SeminarJerryÎncă nu există evaluări
- Engineering Drawing Notes BDocument50 paginiEngineering Drawing Notes BsrchougulaÎncă nu există evaluări
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocument10 paginiProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaÎncă nu există evaluări
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Document17 paginiFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiÎncă nu există evaluări
- UT Outline Training LV IIIDocument4 paginiUT Outline Training LV IIITrung Tinh HoÎncă nu există evaluări
- Twi Hardness TestingDocument8 paginiTwi Hardness TestingchungndtÎncă nu există evaluări
- 344.2 Visual Examination: Para. 344.7Document1 pagină344.2 Visual Examination: Para. 344.7NDTInstructorÎncă nu există evaluări
- PA Probe Catalog en 201308Document24 paginiPA Probe Catalog en 201308Alvaro Alexis Mendoza PradaÎncă nu există evaluări
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 paginiNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVÎncă nu există evaluări
- Resistance Welding WpsDocument1 paginăResistance Welding WpsQwertyÎncă nu există evaluări
- HT TM Us 08 11 Hydratight Tensionmax Brochure Us 0Document12 paginiHT TM Us 08 11 Hydratight Tensionmax Brochure Us 0tarun1976Încă nu există evaluări
- SSIS Visual Examination Report FormatDocument1 paginăSSIS Visual Examination Report FormatSalman KhanÎncă nu există evaluări
- Updated Asnt-Ndt Level - II in RT Ut MT PTDocument4 paginiUpdated Asnt-Ndt Level - II in RT Ut MT PTJason RogersÎncă nu există evaluări
- NDT Magnetic Particle (Home Study) PDFDocument411 paginiNDT Magnetic Particle (Home Study) PDFdonciriusÎncă nu există evaluări
- Flaw Manufacturing TechnologyDocument31 paginiFlaw Manufacturing Technologyツ ツÎncă nu există evaluări
- Spec Sheet - Handler 187Document4 paginiSpec Sheet - Handler 187Hobart Welding ProductsÎncă nu există evaluări
- MHN-PPLQ-WPS-STR-50B R0 PDFDocument2 paginiMHN-PPLQ-WPS-STR-50B R0 PDFsurya1960Încă nu există evaluări
- CWB Weld Specialist Branding GuideDocument5 paginiCWB Weld Specialist Branding GuideBala SingamÎncă nu există evaluări
- Standard Test Method For Radioscopic Examination of WeldmentsDocument5 paginiStandard Test Method For Radioscopic Examination of WeldmentsWagner Renato AraújoÎncă nu există evaluări
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989De la EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookÎncă nu există evaluări
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 paginiB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamÎncă nu există evaluări
- WPS TemplateDocument1 paginăWPS TemplateMatt De Hoog100% (1)
- B2.1 B2.1M 2014 AMD1 Stud Welding WPS PQR or WQR FormDocument1 paginăB2.1 B2.1M 2014 AMD1 Stud Welding WPS PQR or WQR FormtuanÎncă nu există evaluări
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 paginiWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- F4-WPS PQR Stud WeldingDocument1 paginăF4-WPS PQR Stud WeldingBernardo LeorÎncă nu există evaluări
- Form N3 PDFDocument1 paginăForm N3 PDFTavo RojasÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 3Document12 paginiEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 3RezaÎncă nu există evaluări
- Attachment 2 Certification OF Qualification: Engineering Standards Manual OST220-03-01-ESMDocument1 paginăAttachment 2 Certification OF Qualification: Engineering Standards Manual OST220-03-01-ESMRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 2Document11 paginiEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 2RezaÎncă nu există evaluări
- Engineering Manual OST220-03-01-EM Chapter 1 - General Section 110 - LEM Writer's GuideDocument6 paginiEngineering Manual OST220-03-01-EM Chapter 1 - General Section 110 - LEM Writer's GuideRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 1Document12 paginiEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 1RezaÎncă nu există evaluări
- Request For Partial ExemptionDocument1 paginăRequest For Partial ExemptionRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 paginăEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaÎncă nu există evaluări
- Ch1 - Att 1chart R2Document1 paginăCh1 - Att 1chart R2RezaÎncă nu există evaluări
- Aws Welding Procedure Qualification RecordDocument1 paginăAws Welding Procedure Qualification RecordRezaÎncă nu există evaluări
- Attachment 1 EYE Test Certification: Engineering Standards Manual OST220-03-01-ESMDocument1 paginăAttachment 1 EYE Test Certification: Engineering Standards Manual OST220-03-01-ESMRezaÎncă nu există evaluări
- Fume HoodsDocument18 paginiFume HoodsRezaÎncă nu există evaluări
- Refrigerant PipingDocument5 paginiRefrigerant PipingRezaÎncă nu există evaluări
- Welder Certification: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 paginăWelder Certification: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsDocument2 paginiEngineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsRezaÎncă nu există evaluări
- Storm Drainage PipingDocument3 paginiStorm Drainage PipingRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 paginăEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaÎncă nu există evaluări
- 1 12 Att.1 R0 PDFDocument1 pagină1 12 Att.1 R0 PDFRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 paginăEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaÎncă nu există evaluări
- Glovebox GlovesDocument18 paginiGlovebox GlovesRezaÎncă nu există evaluări
- Glovebox FabricationDocument44 paginiGlovebox FabricationRezaÎncă nu există evaluări
- Natural Gas PipingDocument3 paginiNatural Gas PipingRezaÎncă nu există evaluări
- Ch6 - 310 - PFD - P&ID - R0 PDFDocument10 paginiCh6 - 310 - PFD - P&ID - R0 PDFRezaÎncă nu există evaluări
- Test Information: Pressure Test Record (SAMPLE - Edit To Suit But Capture All Data Required For ASME B31 Compliance)Document1 paginăTest Information: Pressure Test Record (SAMPLE - Edit To Suit But Capture All Data Required For ASME B31 Compliance)RezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: Chapter 6, Mechanical Section D10+E10 EquipmentDocument7 paginiEngineering Standards Manual OST220-03-01-ESM: Chapter 6, Mechanical Section D10+E10 EquipmentRezaÎncă nu există evaluări
- The Most Effective Digital Marketing Strategies PDFDocument5 paginiThe Most Effective Digital Marketing Strategies PDFRezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: 6-Mechanical Section D10-30PFD - PFD and P&ID DiagramsDocument7 paginiEngineering Standards Manual OST220-03-01-ESM: 6-Mechanical Section D10-30PFD - PFD and P&ID DiagramsRezaÎncă nu există evaluări
- Material and Equipment Standard: IPS-M-TP-305Document8 paginiMaterial and Equipment Standard: IPS-M-TP-305RezaÎncă nu există evaluări
- Engineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsDocument4 paginiEngineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsRezaÎncă nu există evaluări
- The Most Effective Digital Marketing StrategiesDocument5 paginiThe Most Effective Digital Marketing StrategiesRezaÎncă nu există evaluări
- Seismic Airgun BlastingDocument3 paginiSeismic Airgun BlastingRezaÎncă nu există evaluări
- Agribusiness GlosaryDocument6 paginiAgribusiness GlosaryJosé RamirezÎncă nu există evaluări
- Principles of Management ImportanceDocument2 paginiPrinciples of Management ImportanceT S Kumar KumarÎncă nu există evaluări
- A Himalayan Challenge PDFDocument39 paginiA Himalayan Challenge PDFAdheesh TelangÎncă nu există evaluări
- Performance Appraisal Form: Part 1 Personal ParticularsDocument3 paginiPerformance Appraisal Form: Part 1 Personal ParticularsYoan LetsoinÎncă nu există evaluări
- Patrol Central Infrastructure Best Practices GuideDocument104 paginiPatrol Central Infrastructure Best Practices GuideVINAYÎncă nu există evaluări
- Print - MAU JN (MAU) - AHMEDABAD JN (ADI) - 2828328577Document1 paginăPrint - MAU JN (MAU) - AHMEDABAD JN (ADI) - 2828328577TATKAL TICKET SOFTWAREÎncă nu există evaluări
- CDT 13003Document4 paginiCDT 13003Alf HdezÎncă nu există evaluări
- Homework 1 SolutionDocument5 paginiHomework 1 SolutionMrinmoy SahaÎncă nu există evaluări
- Crg650 Annual Report Analysis - FinalDocument9 paginiCrg650 Annual Report Analysis - FinalShazniedÎncă nu există evaluări
- Tata Motors Anual Report 2016Document288 paginiTata Motors Anual Report 2016DwarikaÎncă nu există evaluări
- Pumper March 2011 IssueDocument108 paginiPumper March 2011 IssuePumper MagazineÎncă nu există evaluări
- Oracle Database Appliance Bare Metal Restore StepsDocument7 paginiOracle Database Appliance Bare Metal Restore StepsKarthika TatiparthiÎncă nu există evaluări
- Carmen Liwanag, Petitioner, vs. The Hon. Court of Appeals and The People of The Philippines, Represented by The Solicitor General, RespondentsDocument9 paginiCarmen Liwanag, Petitioner, vs. The Hon. Court of Appeals and The People of The Philippines, Represented by The Solicitor General, RespondentsmonchievaleraÎncă nu există evaluări
- John Paulding MuseumDocument4 paginiJohn Paulding Museumapi-316020003Încă nu există evaluări
- PEMA Practical Observations - Rail Mounted Crane InterfacesDocument26 paginiPEMA Practical Observations - Rail Mounted Crane InterfacesShaiju Narayanan100% (1)
- Oslo Guide PDFDocument10 paginiOslo Guide PDFDevan BhallaÎncă nu există evaluări
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 paginiSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadÎncă nu există evaluări
- Engine Start Button E46 MANUALDocument6 paginiEngine Start Button E46 MANUALBilly GeorgiouÎncă nu există evaluări
- MAN 6266 - Interview Assignment PDFDocument2 paginiMAN 6266 - Interview Assignment PDFjoseÎncă nu există evaluări
- Sample Business Report FormatDocument1 paginăSample Business Report FormatmironkoprevÎncă nu există evaluări
- Unit 5 - Week 4: Assignment 4Document4 paginiUnit 5 - Week 4: Assignment 4RITESH NANDANÎncă nu există evaluări
- Bou CatddDocument2 paginiBou CatddDJÎncă nu există evaluări
- 52594bos42131 Inter Corporate LawsDocument12 pagini52594bos42131 Inter Corporate LawsHapi PrinceÎncă nu există evaluări
- Screenshot 2024-03-12 at 5.28.33 PMDocument8 paginiScreenshot 2024-03-12 at 5.28.33 PMchiraggajjar242Încă nu există evaluări
- Rishabh Malhotra - Offer LetterDocument4 paginiRishabh Malhotra - Offer LetterrishabhÎncă nu există evaluări
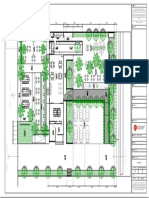
- Layout CitarasaDocument1 paginăLayout CitarasaMuchammad Ugi SyahroniÎncă nu există evaluări
- Tc-2060 Instruction Manual v0.09Document93 paginiTc-2060 Instruction Manual v0.09Herry SusiloÎncă nu există evaluări
- 264 752 Bohlender Graebener Neo8s Spec SheetDocument3 pagini264 752 Bohlender Graebener Neo8s Spec SheetCarlÎncă nu există evaluări
- HNS Level 4 Basic COC QueationDocument17 paginiHNS Level 4 Basic COC QueationMohammed Jemal90% (10)
- James Hardie Eaves and Soffits Installation ManualDocument32 paginiJames Hardie Eaves and Soffits Installation ManualBoraÎncă nu există evaluări