S-ar putea să vă placă și
- Toyota Production SystemDocument32 paginiToyota Production SystemWali ul Islam100% (3)
- Trade With IitianDocument10 paginiTrade With IitianMohammadRaheman0% (1)
- Hoshin Kanri Strategic Planning Process ClinicDocument12 paginiHoshin Kanri Strategic Planning Process ClinicVidal Prudencio Albor AlborÎncă nu există evaluări
- MF F418 Lean Manufacturing: BITS PilaniDocument31 paginiMF F418 Lean Manufacturing: BITS PilaniAbhijeetÎncă nu există evaluări
- Beyond World ClassDocument26 paginiBeyond World ClassvidhishÎncă nu există evaluări
- The Construction of Nationality in Galician Rus enDocument61 paginiThe Construction of Nationality in Galician Rus enpsgdyrwnomail.infoÎncă nu există evaluări
- 7 Steps To World Class ManufacturingDocument15 pagini7 Steps To World Class Manufacturingmuneerpp100% (2)
- P3 BPP Summary Slides AwesomeDocument154 paginiP3 BPP Summary Slides AwesomeXubi Sab100% (1)
- Autoliv LeanDocument50 paginiAutoliv LeanRajasekaran Murugan100% (1)
- TPM NL 03-05-2010Document12 paginiTPM NL 03-05-2010Prathibha GowdaÎncă nu există evaluări
- The Main TopicDocument8 paginiThe Main Topichanamichipbc100% (1)
- Iphone 11 Imagine PDFDocument2 paginiIphone 11 Imagine PDFJonassy SumaïliÎncă nu există evaluări
- Leadership - Three OpEx Questions You Need To Know The Answers ToDocument26 paginiLeadership - Three OpEx Questions You Need To Know The Answers Tomilou88Încă nu există evaluări
- The Toyota Way 1Document32 paginiThe Toyota Way 1kumamech100% (4)
- On Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent ManufacturingDocument186 paginiOn Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent Manufacturingpradeep1987cool100% (1)
- M&M Case StudyDocument24 paginiM&M Case StudyPrasanthviswanathanÎncă nu există evaluări
- The World Class Manufacturing Programme at ChryslerDocument4 paginiThe World Class Manufacturing Programme at ChryslerNarasimharaghavanPuliyurKrishnaswamyÎncă nu există evaluări
- Toyota Production System LeanDocument96 paginiToyota Production System LeanVivek Mohan Workin100% (2)
- Welcome To This Presentation On Tata Steel's Journey Towards Business ExcellenceDocument30 paginiWelcome To This Presentation On Tata Steel's Journey Towards Business ExcellenceAnand DubeyÎncă nu există evaluări
- Presentation Manufacturing ExcellenceDocument22 paginiPresentation Manufacturing ExcellencejogenderÎncă nu există evaluări
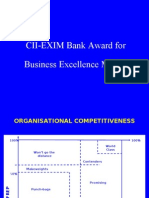
- CII-EXIM Bank Award For Business Excellence ModelDocument22 paginiCII-EXIM Bank Award For Business Excellence ModelprakdoraÎncă nu există evaluări
- RPG Case StudyDocument16 paginiRPG Case Studyravichand100100% (2)
- Labor Relations Final ExaminationDocument12 paginiLabor Relations Final ExaminationKathÎncă nu există evaluări
- Kanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryDe la EverandKanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryEvaluare: 5 din 5 stele5/5 (1)
- SCM Toyota Group10Document24 paginiSCM Toyota Group10ANKIT SHAH MBA IB 2018-20 (DEL)100% (1)
- LEAN STRATEGY: Why people in great companies cannot wait for MondaysDe la EverandLEAN STRATEGY: Why people in great companies cannot wait for MondaysÎncă nu există evaluări
- Masaaki ImaiDocument4 paginiMasaaki ImaiImran Khalid MarwatÎncă nu există evaluări
- Times of Change Offer The Biggest Opportunities!Document6 paginiTimes of Change Offer The Biggest Opportunities!Oscar OrtizÎncă nu există evaluări
- Lean Manufacturing: Competitiveness ProgrammeDocument10 paginiLean Manufacturing: Competitiveness ProgrammeDhaval SharmaÎncă nu există evaluări
- Quality Tools at MarutiDocument3 paginiQuality Tools at Marutinilesh_deo4481Încă nu există evaluări
- Introduction of Japanese Good Management: EthiopianDocument46 paginiIntroduction of Japanese Good Management: Ethiopiansinte100% (1)
- Malcolum Baldridge BE Model - Training PresentationDocument81 paginiMalcolum Baldridge BE Model - Training Presentationprovidence bizÎncă nu există evaluări
- Tata Steel CultureDocument18 paginiTata Steel CulturePriyaBhargavaÎncă nu există evaluări
- Trident Campus Mba PresentationDocument36 paginiTrident Campus Mba PresentationArpita MukherjeeÎncă nu există evaluări
- Visit To Tata Motors, LucknowDocument27 paginiVisit To Tata Motors, Lucknowflash995934Încă nu există evaluări
- Barriers in TPM Implementation in Industries PDFDocument6 paginiBarriers in TPM Implementation in Industries PDFFran JimenezÎncă nu există evaluări
- PentaNICS ProfileDocument9 paginiPentaNICS ProfileKarthik PatilÎncă nu există evaluări
- MahindraDocument23 paginiMahindraPulkit GuptaÎncă nu există evaluări
- Bajaj AutoDocument30 paginiBajaj AutoJOYSON NOEL DSOUZAÎncă nu există evaluări
- Microeconomics Group ProjectDocument5 paginiMicroeconomics Group ProjectNeel NarsinghaniÎncă nu există evaluări
- Presented By:: Priyanka LawateDocument24 paginiPresented By:: Priyanka Lawatepriyankalawate100% (1)
- Lean-Implementation A25 MakrandDocument12 paginiLean-Implementation A25 MakrandKolekarMakrandMahadeoÎncă nu există evaluări
- Chapter 1. Introduction: 1.1. BackgroundDocument92 paginiChapter 1. Introduction: 1.1. BackgroundSanjay KmrÎncă nu există evaluări
- Sona GroupDocument56 paginiSona GroupbrindatammaÎncă nu există evaluări
- World Class Manufacturing, 16Document14 paginiWorld Class Manufacturing, 16Santhilal S Pillai100% (1)
- Dell Manufacturing PracticesDocument10 paginiDell Manufacturing PracticesShilpa UnnikrishnanÎncă nu există evaluări
- Toyota Way Kaizen Volume 1Document8 paginiToyota Way Kaizen Volume 1mohjiffryÎncă nu există evaluări
- KMS PresentationDocument26 paginiKMS PresentationMarius CerbuÎncă nu există evaluări
- P and G Revised - G2Document11 paginiP and G Revised - G2Sambit BehuraÎncă nu există evaluări
- Airvent FansDocument17 paginiAirvent FansPamela ValleÎncă nu există evaluări
- The Implementation of World Class Manufacturing Techniques in Egyptian Manufacturing Firms An Empirical StudyDocument16 paginiThe Implementation of World Class Manufacturing Techniques in Egyptian Manufacturing Firms An Empirical StudybojanbijÎncă nu există evaluări
- Challenge To World-Class ManufacturingDocument12 paginiChallenge To World-Class ManufacturingAnjouli AyalaÎncă nu există evaluări
- Empowering Managerial Excellence: A Knowledge Sharing Session Brought To You by V NarayananDocument25 paginiEmpowering Managerial Excellence: A Knowledge Sharing Session Brought To You by V NarayananSanjana RajshekarÎncă nu există evaluări
- Apollo Tyres PPT FinalDocument17 paginiApollo Tyres PPT FinalGeena Mary GeorgeÎncă nu există evaluări
- World Class ManufacturingDocument17 paginiWorld Class ManufacturingNitin PawarÎncă nu există evaluări
- Profiting Through Quality Improving 'Right First Time' PDFDocument40 paginiProfiting Through Quality Improving 'Right First Time' PDFVishal kumarÎncă nu există evaluări
- Just in Time and Total Quality Management - Synergistic Processes - An OverviewDocument19 paginiJust in Time and Total Quality Management - Synergistic Processes - An OverviewAmol ZarkarÎncă nu există evaluări
- Toyota Supply Chain ManagementDocument28 paginiToyota Supply Chain ManagementManoj KumarÎncă nu există evaluări
- SMED single minute exchange of die A Complete Guide - 2019 EditionDe la EverandSMED single minute exchange of die A Complete Guide - 2019 EditionÎncă nu există evaluări
- The Toyota Way - Management Principles and Fieldbook (EBOOK BUNDLE)De la EverandThe Toyota Way - Management Principles and Fieldbook (EBOOK BUNDLE)Încă nu există evaluări
- Lessons Learned From The Toyota WayDocument44 paginiLessons Learned From The Toyota WayAmit S ParikÎncă nu există evaluări
- Jas PDFDocument34 paginiJas PDFJasenriÎncă nu există evaluări
- In Dance, Floorwork Refers To Movements Performed On The Floor. Floorwork Is Used Extensively in Modern DanceDocument12 paginiIn Dance, Floorwork Refers To Movements Performed On The Floor. Floorwork Is Used Extensively in Modern DanceLj KimÎncă nu există evaluări
- Eugene Cheng - Fulfilling The Duty of Full and Frank Disclosure in The Arrest of ShipsDocument26 paginiEugene Cheng - Fulfilling The Duty of Full and Frank Disclosure in The Arrest of ShipsVũ LýÎncă nu există evaluări
- 23 06 2015 DCFTDocument1 pagină23 06 2015 DCFTMukesh KeserkerÎncă nu există evaluări
- Dog Bite 5-2cDocument16 paginiDog Bite 5-2cadonijah stonlincolnÎncă nu există evaluări
- Angara V. Electoral Commission G.R. NO. L-45081. JULY 15, 1936 Laurel, JDocument7 paginiAngara V. Electoral Commission G.R. NO. L-45081. JULY 15, 1936 Laurel, JOppa KyuÎncă nu există evaluări
- Cases:-: Mohori Bibee V/s Dharmodas GhoseDocument20 paginiCases:-: Mohori Bibee V/s Dharmodas GhoseNikhil KhandveÎncă nu există evaluări
- Criminal Law (Writing Sample)Document2 paginiCriminal Law (Writing Sample)Mahak ShinghalÎncă nu există evaluări
- Financial and Management Accounting Sample Exam Questions: MBA ProgrammeDocument16 paginiFinancial and Management Accounting Sample Exam Questions: MBA ProgrammeFidoÎncă nu există evaluări
- MD - IMO - 269 - EU of ACS2 Sys. Cont.Document1 paginăMD - IMO - 269 - EU of ACS2 Sys. Cont.remakermaritime.cgpÎncă nu există evaluări
- Chapter 4 Lesson 1 Global CulturesDocument22 paginiChapter 4 Lesson 1 Global CulturesChristian PeltierÎncă nu există evaluări
- Classification of Malnutrition in ChildrenDocument2 paginiClassification of Malnutrition in ChildrenJai Jai MaharashtraÎncă nu există evaluări
- OPEN For Business Magazine June/July 2017Document24 paginiOPEN For Business Magazine June/July 2017Eugene Area Chamber of Commerce CommunicationsÎncă nu există evaluări
- RSPC Practice EditorialDocument1 paginăRSPC Practice EditorialJames KamfoliÎncă nu există evaluări
- Project Proposal - Tanya BhatnagarDocument9 paginiProject Proposal - Tanya BhatnagarTanya BhatnagarÎncă nu există evaluări
- 4 Socioeconomic Impact AnalysisDocument13 pagini4 Socioeconomic Impact AnalysisAnabel Marinda TulihÎncă nu există evaluări
- Food Court ProposalDocument3 paginiFood Court ProposalJoey CerenoÎncă nu există evaluări
- The Role of A Citizen in Upholding Sovereignty, UnityDocument2 paginiThe Role of A Citizen in Upholding Sovereignty, Unityaditya .dÎncă nu există evaluări
- Winning The LotteryDocument3 paginiWinning The Lotterysantosh mizarÎncă nu există evaluări
- English SpeachDocument3 paginiEnglish Speachppdb mtsdalwaÎncă nu există evaluări
- Workweek Plan Grade 6 Third Quarter Week 2Document15 paginiWorkweek Plan Grade 6 Third Quarter Week 2Lenna Paguio100% (1)
- Republic V Tanyag-San JoseDocument14 paginiRepublic V Tanyag-San Joseyannie11Încă nu există evaluări
- 1) Morales Vs Court of Appeals (d2017)Document2 pagini1) Morales Vs Court of Appeals (d2017)Pau SaulÎncă nu există evaluări
- DGS 05 0f 2019 - Single Use PlasticDocument2 paginiDGS 05 0f 2019 - Single Use PlasticRajnish KumarÎncă nu există evaluări
- Certified List of Candidates For Congressional and Local Positions For The May 13, 2013 2013 National, Local and Armm ElectionsDocument2 paginiCertified List of Candidates For Congressional and Local Positions For The May 13, 2013 2013 National, Local and Armm ElectionsSunStar Philippine NewsÎncă nu există evaluări
- Eim1 07 WorksheetDocument1 paginăEim1 07 WorksheetSolange CarrilloÎncă nu există evaluări