S-ar putea să vă placă și
- Python pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingDe la EverandPython pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingEvaluare: 5 din 5 stele5/5 (1)
- M05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCDocument42 paginiM05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCAdam Benyakoub100% (22)
- L' Appréciation des performances au travail: De l'individu à l'équipeDe la EverandL' Appréciation des performances au travail: De l'individu à l'équipeEvaluare: 5 din 5 stele5/5 (1)
- Traité d'économétrie financière: Modélisation financièreDe la EverandTraité d'économétrie financière: Modélisation financièreÎncă nu există evaluări
- MS - Elaborer Une Gamme de Montage Chifree TH-TPCDocument70 paginiMS - Elaborer Une Gamme de Montage Chifree TH-TPCAhmed Jebari100% (1)
- Installation de ChantierDocument71 paginiInstallation de ChantierAbderrazzaq Abderrazzaq93% (14)
- Profession : designer d’intérieur - 2e édition: Manuel de pratique professionnelleDe la EverandProfession : designer d’intérieur - 2e édition: Manuel de pratique professionnelleÎncă nu există evaluări
- M17 - Réaliser Des Ouvrages Simples en Charpente MétalliqueDocument91 paginiM17 - Réaliser Des Ouvrages Simples en Charpente MétalliqueSeth Lyhalim100% (2)
- Reparation Et Protection Des Ouvrages en Beton Nit 231 2007 - CSTC - BeDocument66 paginiReparation Et Protection Des Ouvrages en Beton Nit 231 2007 - CSTC - Befetni100% (1)
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62De la EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Încă nu există evaluări
- M11 - Technologie en Chaudronnerie Et en Tuyauterie - WWW - OFPPT.01.MA PDFDocument153 paginiM11 - Technologie en Chaudronnerie Et en Tuyauterie - WWW - OFPPT.01.MA PDFAdnen Guedria100% (1)
- Module n20 Conduite Et Mise Au Point Des Chambres Froides TFCC Ofppt PDFDocument23 paginiModule n20 Conduite Et Mise Au Point Des Chambres Froides TFCC Ofppt PDFAnonymous hQ6z6OBwÎncă nu există evaluări
- Réalisation de L' Installation de Chantier BTP-TSCTDocument72 paginiRéalisation de L' Installation de Chantier BTP-TSCTFunny ChildrenÎncă nu există evaluări
- M3 - Analyse de Fabrication Et Gammes D'usinageDocument138 paginiM3 - Analyse de Fabrication Et Gammes D'usinageTaha ZianeÎncă nu există evaluări
- Guide D'utilisation Du Deviseur - Taillages Des PignonsDocument189 paginiGuide D'utilisation Du Deviseur - Taillages Des PignonsHicham Kartit100% (1)
- Réglage Et Lancement D'uneDocument116 paginiRéglage Et Lancement D'unentayoub50% (2)
- M9 - Conception Et Dessin D'outillage de Production Version 1Document115 paginiM9 - Conception Et Dessin D'outillage de Production Version 1Walid Benazi0% (1)
- M15 - Soudage À L'étainDocument62 paginiM15 - Soudage À L'étainCoolmanÎncă nu există evaluări
- M23 - Transmissions Mécaniques GE-ESA PDFDocument8 paginiM23 - Transmissions Mécaniques GE-ESA PDFMohammed Amine Kened50% (2)
- BA 1. Bases de CalculsDocument52 paginiBA 1. Bases de CalculsouattarakatiaÎncă nu există evaluări
- M13 - Usinage Sur Machines-Outils GE-ESADocument141 paginiM13 - Usinage Sur Machines-Outils GE-ESAMohammed Amine KenedÎncă nu există evaluări
- Cour+Module08 Maîtriser+les+règles+de+dessin+chaudronnrDocument91 paginiCour+Module08 Maîtriser+les+règles+de+dessin+chaudronnrbenayedbouraouiÎncă nu există evaluări
- Dtu43 3Document155 paginiDtu43 3mdbeukelÎncă nu există evaluări
- Module Installation de Chantier TSGO TAD 1Document54 paginiModule Installation de Chantier TSGO TAD 1hassan karroum100% (1)
- Module 12 Marocetude - Com Regles de Dessin en Chaudronnerie Et en Tuyauterie CM TSBECMDocument87 paginiModule 12 Marocetude - Com Regles de Dessin en Chaudronnerie Et en Tuyauterie CM TSBECMouadih100% (3)
- Cours Electromecanique Transmissions MecaniquesDocument6 paginiCours Electromecanique Transmissions MecaniquesMendieta RayanÎncă nu există evaluări
- Module Installation de Chantier TSGO TAD 1Document54 paginiModule Installation de Chantier TSGO TAD 1hassan karroum100% (1)
- Module 23 Organisation de La Sécurité de Chantier-BTP-TCCTPDocument73 paginiModule 23 Organisation de La Sécurité de Chantier-BTP-TCCTPBadr Asri60% (5)
- Fraisage 2Document102 paginiFraisage 2mouhamed_hachem100% (5)
- Survivre à son projet de recherche: Introduction à la méthodologie en gestionDe la EverandSurvivre à son projet de recherche: Introduction à la méthodologie en gestionÎncă nu există evaluări
- Usinage Complexe-FM-TFMDocument189 paginiUsinage Complexe-FM-TFMRadhouen NcibiÎncă nu există evaluări
- Pfe Snop Tanger - Laureat EmiDocument123 paginiPfe Snop Tanger - Laureat EmiMouad MelloukiÎncă nu există evaluări
- M01 - Métier Et Formation en Construction MétalliqueDocument22 paginiM01 - Métier Et Formation en Construction MétalliqueSalima100% (2)
- Recherche psychosociale: Pour harmoniser recherche et pratique. 2e éditionDe la EverandRecherche psychosociale: Pour harmoniser recherche et pratique. 2e éditionÎncă nu există evaluări
- Tabela de Bitolas GERDAUDocument3 paginiTabela de Bitolas GERDAUlucasbalsemaoÎncă nu există evaluări
- StandardsDocument84 paginiStandardsHumaid Shaikh0% (1)
- Tsbecm M07Document11 paginiTsbecm M07Regueragui EssabbarÎncă nu există evaluări
- Module 14 Preparation de Fabrication Et Assemblage Delements de Charpente Et Tuyauterie TCMDocument136 paginiModule 14 Preparation de Fabrication Et Assemblage Delements de Charpente Et Tuyauterie TCMAbdessamad OuarrakÎncă nu există evaluări
- M7 - Réglage Et Lancement D'une Production de Série 15h 1er AnnéeDocument116 paginiM7 - Réglage Et Lancement D'une Production de Série 15h 1er AnnéeMOHAM BELHOUDAÎncă nu există evaluări
- m6 - Conduite D'une Production de SerieDocument101 paginim6 - Conduite D'une Production de Seriereda mayÎncă nu există evaluări
- Qualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEDocument101 paginiQualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEELMustaphaELMoukhtariÎncă nu există evaluări
- ESA Marocetude - Com Usinage Sur Machines-Outils GE-ESADocument70 paginiESA Marocetude - Com Usinage Sur Machines-Outils GE-ESAattoumii100% (1)
- Opcm - M03Document238 paginiOpcm - M03yousseftahhiri194Încă nu există evaluări
- M08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESADocument8 paginiM08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAHîChàmBàQàsÎncă nu există evaluări
- Cours Electromecanique Usinage Machines OutilsDocument139 paginiCours Electromecanique Usinage Machines Outilsminaweb dzÎncă nu există evaluări
- EEI - 23 - (WWW - Diploma.ma)Document138 paginiEEI - 23 - (WWW - Diploma.ma)ياسين معادÎncă nu există evaluări
- M09 Marocetude - Com Conception Et Dessin D Outillages de Production Version 1-FM-TSMFMDocument120 paginiM09 Marocetude - Com Conception Et Dessin D Outillages de Production Version 1-FM-TSMFMAli AzougaghÎncă nu există evaluări
- Tsbecm M19Document91 paginiTsbecm M19Jaouad IDBOUBKERÎncă nu există evaluări
- Ofppt: Resume TheoriqueDocument93 paginiOfppt: Resume TheoriqueAbdessamad OuarrakÎncă nu există evaluări
- Mod - 05 - TFCC - Utilisation de L'outillage Et Equipement MécaniqueDocument114 paginiMod - 05 - TFCC - Utilisation de L'outillage Et Equipement MécaniqueStoph VlogÎncă nu există evaluări
- M07 Travaux de métal-FM-BDocument117 paginiM07 Travaux de métal-FM-BBouallegue MounirÎncă nu există evaluări
- FT FormationDocument4 paginiFT FormationMenad SalahÎncă nu există evaluări
- M9 - Conception Et Dessin D'outillages de Production Version 3Document61 paginiM9 - Conception Et Dessin D'outillages de Production Version 3Taha ZianeÎncă nu există evaluări
- M03 - Analyse de Circuits À C.C. GE-EEIDocument173 paginiM03 - Analyse de Circuits À C.C. GE-EEIYoussef SadikÎncă nu există evaluări
- M23 - Transmissions Mécaniques GE-ESADocument8 paginiM23 - Transmissions Mécaniques GE-ESAAbdou KarimÎncă nu există evaluări
- M09 - Installation de Cables Et de CanalisationsDocument94 paginiM09 - Installation de Cables Et de Canalisationshypnose77Încă nu există evaluări
- TFM Marocetude - Com M15 Resistance Des materiaux-FM-TFMDocument67 paginiTFM Marocetude - Com M15 Resistance Des materiaux-FM-TFMdiaoÎncă nu există evaluări
- M02-Fabrication de Pièce D'usinage Simpl en Fraisage FM-MFMDocument103 paginiM02-Fabrication de Pièce D'usinage Simpl en Fraisage FM-MFMTaha ZianeÎncă nu există evaluări
- M31 - Projet de Synthèse en Équipe FM-TFMDocument86 paginiM31 - Projet de Synthèse en Équipe FM-TFMBouallegue MounirÎncă nu există evaluări
- M13 - Usinage Sur Machines-Outils GE-ESADocument141 paginiM13 - Usinage Sur Machines-Outils GE-ESAzebra00Încă nu există evaluări
- Sed Et Awk Le Guide Pratique Pour Les Debutants Sous LinuxDe la EverandSed Et Awk Le Guide Pratique Pour Les Debutants Sous LinuxÎncă nu există evaluări
- Évaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesDe la EverandÉvaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesÎncă nu există evaluări
- Sia Partners Formule Standard & USP: Guide pratique des calculs Solvabilité IIDe la EverandSia Partners Formule Standard & USP: Guide pratique des calculs Solvabilité IIÎncă nu există evaluări
- Chaines de Cotes CoursDocument4 paginiChaines de Cotes CourskiuriganÎncă nu există evaluări
- Eval SDF Ienac S 2009 10 Kaaniche PDFDocument146 paginiEval SDF Ienac S 2009 10 Kaaniche PDFSam DikoÎncă nu există evaluări
- Inj BENFARHI AMORDocument119 paginiInj BENFARHI AMORSam DikoÎncă nu există evaluări
- Prepa Exam - CorrigeDocument1 paginăPrepa Exam - CorrigeSam DikoÎncă nu există evaluări
- 01 Entaille RainureDocument1 pagină01 Entaille RainureAnonymous xcUHinkpÎncă nu există evaluări
- Prepa Exam - Corrige PDFDocument1 paginăPrepa Exam - Corrige PDFSam DikoÎncă nu există evaluări
- c04 Bras PinceDocument1 paginăc04 Bras PinceahmedfarahidiÎncă nu există evaluări
- Exo Supplem DessinDocument6 paginiExo Supplem DessinSam DikoÎncă nu există evaluări
- 02 Taquet PDFDocument1 pagină02 Taquet PDFSam DikoÎncă nu există evaluări
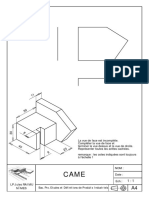
- 04 Came PDFDocument1 pagină04 Came PDFSam DikoÎncă nu există evaluări
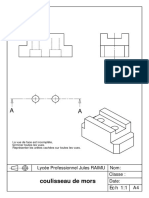
- c02 Coulisseau2 PDFDocument1 paginăc02 Coulisseau2 PDFSam DikoÎncă nu există evaluări
- 05 Equerre PDFDocument1 pagină05 Equerre PDFSam DikoÎncă nu există evaluări
- c04 Bras PinceDocument1 paginăc04 Bras PinceahmedfarahidiÎncă nu există evaluări
- 14 Porte OutilDocument1 pagină14 Porte OutilSam DikoÎncă nu există evaluări
- 19317508Document38 pagini19317508qaadilÎncă nu există evaluări
- 2exer Dessin PDFDocument8 pagini2exer Dessin PDFOthman RaisÎncă nu există evaluări
- c04 Bras PinceDocument1 paginăc04 Bras PinceahmedfarahidiÎncă nu există evaluări
- 14 Porte OutilDocument1 pagină14 Porte OutilSam DikoÎncă nu există evaluări
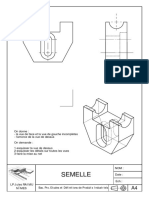
- 13 SemelleDocument1 pagină13 SemelleAnonymous xcUHinkpÎncă nu există evaluări
- 04 Came PDFDocument1 pagină04 Came PDFSam DikoÎncă nu există evaluări
- c01 Coulisseau1 PDFDocument1 paginăc01 Coulisseau1 PDFSam DikoÎncă nu există evaluări
- 31 GR7+1 PDFDocument2 pagini31 GR7+1 PDFSam DikoÎncă nu există evaluări
- 03 3LogSeq PDFDocument1 pagină03 3LogSeq PDFSam DikoÎncă nu există evaluări
- 03 1mem Elec PDFDocument1 pagină03 1mem Elec PDFSam DikoÎncă nu există evaluări
- 01 LogcombDocument3 pagini01 LogcombSam DikoÎncă nu există evaluări
- 01 Logcomb PDFDocument3 pagini01 Logcomb PDFSam DikoÎncă nu există evaluări
- Fiche Aciers de Charpente MétalliqueDocument3 paginiFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- 2021 02 24 Liste Traitements Electropoli-MinDocument1 pagină2021 02 24 Liste Traitements Electropoli-Minpedro66Încă nu există evaluări
- Bts Eec Sujet U42 2021 22 JanvierDocument19 paginiBts Eec Sujet U42 2021 22 JanviernftyahikoÎncă nu există evaluări
- 18 DésoxydationDocument3 pagini18 DésoxydationPierre MackenzieÎncă nu există evaluări
- Révision de La Division 1 de L Édition 2010 Du CODAPDocument47 paginiRévision de La Division 1 de L Édition 2010 Du CODAPRabah BrikaÎncă nu există evaluări
- Electrochimie de Corrosion (Raffinage)Document62 paginiElectrochimie de Corrosion (Raffinage)Mima TopÎncă nu există evaluări
- Soudage Sous Flux Solide PDFDocument21 paginiSoudage Sous Flux Solide PDFAbdala Aziz HASSAN100% (1)
- Z1-1L 02702 - L - FDocument32 paginiZ1-1L 02702 - L - FkamlÎncă nu există evaluări
- EN 1090 Presentation 1 Cle7aad13 PDFDocument14 paginiEN 1090 Presentation 1 Cle7aad13 PDFriadÎncă nu există evaluări
- Pompe Alcatel 2021C1Document48 paginiPompe Alcatel 2021C1patchris36Încă nu există evaluări
- 2017 WALTER Fraises À ChanfreinerDocument15 pagini2017 WALTER Fraises À ChanfreinerDPO PRÎncă nu există evaluări
- Afin de Protéger Le Soudeur Et Éviter QuDocument3 paginiAfin de Protéger Le Soudeur Et Éviter QubarhoumsrasraÎncă nu există evaluări
- Les Assemblage SoudésDocument6 paginiLes Assemblage SoudésKali AbdennourÎncă nu există evaluări
- Activité 3 - ACV - PLOT - Borne EscamotableDocument3 paginiActivité 3 - ACV - PLOT - Borne EscamotabletheoÎncă nu există evaluări
- Pres ProprieteCryo JPTDocument27 paginiPres ProprieteCryo JPTAbdelhakim DorbaneÎncă nu există evaluări
- De ScoursDocument276 paginiDe ScoursFakeÎncă nu există evaluări
- Rupture FragileDocument5 paginiRupture FragilejaninÎncă nu există evaluări
- SANHA CatalogueDocument296 paginiSANHA CataloguebioineÎncă nu există evaluări
- Goujon Titan Avis Technique 30.09-615Document25 paginiGoujon Titan Avis Technique 30.09-615Sophea PhanÎncă nu există evaluări
- Ch6 DAO GC Plan D ArmatureDocument53 paginiCh6 DAO GC Plan D ArmatureNowe AhmadeÎncă nu există evaluări
- CPT 3574 v2Document38 paginiCPT 3574 v2maneranÎncă nu există evaluări
- Comprendre Le Soudage À L'arcDocument6 paginiComprendre Le Soudage À L'arcsoficlefdnÎncă nu există evaluări
- Haircol 59 SDocument14 paginiHaircol 59 SMarco TrigueiroÎncă nu există evaluări
- IntroductionDocument5 paginiIntroductionIlyes BenhaceneÎncă nu există evaluări