S-ar putea să vă placă și
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsDe la EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzÎncă nu există evaluări
- Materials and Design: C. Taltavull, B. Torres, A.J. Lopez, P. Rodrigo, E. Otero, A. Atrens, J. RamsDocument11 paginiMaterials and Design: C. Taltavull, B. Torres, A.J. Lopez, P. Rodrigo, E. Otero, A. Atrens, J. RamsDr.V.K.Bupesh RajaÎncă nu există evaluări
- Structure Changes and Mechanical Properties of Laser Alloyed Magnesium Cast AlloysDocument6 paginiStructure Changes and Mechanical Properties of Laser Alloyed Magnesium Cast Alloyssoegengw_1Încă nu există evaluări
- Journal Bio CompatibilityDocument18 paginiJournal Bio Compatibility2013answer sheetÎncă nu există evaluări
- Optics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricDocument6 paginiOptics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricLakshmi NarayananÎncă nu există evaluări
- Randeep WEDM Mg-4ZnDocument12 paginiRandeep WEDM Mg-4ZnKamalJangra84Încă nu există evaluări
- Randeep WEDM Mg-4ZnDocument12 paginiRandeep WEDM Mg-4ZnKamalJangra84Încă nu există evaluări
- Li 2016Document49 paginiLi 2016tamil selvanÎncă nu există evaluări
- Microstructure and Corrosion Resistance of Laser Cladding and FrictionDocument7 paginiMicrostructure and Corrosion Resistance of Laser Cladding and FrictionYohanesÎncă nu există evaluări
- Corrosion Behavior of AZ31-WC Nano-Composites: Sudip Banerjee, Suswagata Poria, Goutam Sutradhar, Prasanta SahooDocument15 paginiCorrosion Behavior of AZ31-WC Nano-Composites: Sudip Banerjee, Suswagata Poria, Goutam Sutradhar, Prasanta SahooVarun DuttaÎncă nu există evaluări
- Influence of T4 Heat Treatment On Tribological Behavior of ZA27 Alloy Under Lubricated Sliding ConditionDocument10 paginiInfluence of T4 Heat Treatment On Tribological Behavior of ZA27 Alloy Under Lubricated Sliding Conditionjorge CarvalhoÎncă nu există evaluări
- Improving Corrosion Resistance of Magnesium Alloy For Aerospace ApplicationsDocument6 paginiImproving Corrosion Resistance of Magnesium Alloy For Aerospace ApplicationsTJPRC PublicationsÎncă nu există evaluări
- Effect of Annealing Temperature On Joints of Diffusion Bonded MgAl AlloysDocument8 paginiEffect of Annealing Temperature On Joints of Diffusion Bonded MgAl Alloyslee youri mikhaeliaÎncă nu există evaluări
- Applied Surface Science: Yanhua Zhao, Jie Sun, Jianfeng LiDocument9 paginiApplied Surface Science: Yanhua Zhao, Jie Sun, Jianfeng LiAnkushÎncă nu există evaluări
- Role of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewDocument12 paginiRole of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewTJPRC PublicationsÎncă nu există evaluări
- Mechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingDocument10 paginiMechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingrameshÎncă nu există evaluări
- Paper 1Document8 paginiPaper 1Neela MuraliÎncă nu există evaluări
- Acta Materialia: S. Pawar, T.J.A. Slater, T.L. Burnett, X. Zhou, G.M. Scamans, Z. Fan, G.E. Thompson, P.J. WithersDocument10 paginiActa Materialia: S. Pawar, T.J.A. Slater, T.L. Burnett, X. Zhou, G.M. Scamans, Z. Fan, G.E. Thompson, P.J. WithersSendy MaulanaÎncă nu există evaluări
- Electrochemical Response of Laser Surface Melted Inconel 617 AlloyDocument8 paginiElectrochemical Response of Laser Surface Melted Inconel 617 AlloysenthilÎncă nu există evaluări
- (2020) Mortazavian E. Et Al. Repair of Light Rail Track Trough Restoration of The Worn PartDocument18 pagini(2020) Mortazavian E. Et Al. Repair of Light Rail Track Trough Restoration of The Worn PartJuan Esteban López LondoñoÎncă nu există evaluări
- SynopsisDocument1 paginăSynopsis5DIP21ME06 JebasÎncă nu există evaluări
- Influences of Welding Processes On Microstructure, Hardness, and Tensile Properties of AZ31B Magnesium AlloyDocument11 paginiInfluences of Welding Processes On Microstructure, Hardness, and Tensile Properties of AZ31B Magnesium AlloysivashanmugamÎncă nu există evaluări
- PublicationsDocument55 paginiPublicationsFoisal Ahmed MirzaÎncă nu există evaluări
- 1 s2.0 S2352847822001484 MainDocument6 pagini1 s2.0 S2352847822001484 Mainzmaxprom5Încă nu există evaluări
- Optics and Laser Technology: Full Length ArticleDocument14 paginiOptics and Laser Technology: Full Length Articleraviteja tankalaÎncă nu există evaluări
- Ijetae 0519 04Document6 paginiIjetae 0519 04sinav grsÎncă nu există evaluări
- Corrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonDocument8 paginiCorrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonLakshmi NarayananÎncă nu există evaluări
- Microstructure and Properties of Plasma Remelted AZ91D Magnesium AlloyDocument6 paginiMicrostructure and Properties of Plasma Remelted AZ91D Magnesium Alloyפּואַ פּוגאַÎncă nu există evaluări
- Li 2020Document19 paginiLi 2020sharesansar99Încă nu există evaluări
- Laser Surface Treatment - An Overview - ScienceDirect TopicsDocument28 paginiLaser Surface Treatment - An Overview - ScienceDirect TopicsP.sravan KumarÎncă nu există evaluări
- Tribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniDocument8 paginiTribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniTugay ArıçÎncă nu există evaluări
- Liu2019 Article InfluenceOfCoolingWaterTemperaDocument13 paginiLiu2019 Article InfluenceOfCoolingWaterTemperaImdad JalaliÎncă nu există evaluări
- Near-Eutectic ZN-MG Alloys Interrelations of Solidification Thermal Parameters Microstructure Length Scale and Tensile Corrosion PropertiesDocument17 paginiNear-Eutectic ZN-MG Alloys Interrelations of Solidification Thermal Parameters Microstructure Length Scale and Tensile Corrosion PropertiesFelipe De LimaÎncă nu există evaluări
- Analysis of Response Variables in Ecm of Aluminium Metal Matrix Composite (Al, Sic) Using Doe and Gra MethodDocument8 paginiAnalysis of Response Variables in Ecm of Aluminium Metal Matrix Composite (Al, Sic) Using Doe and Gra MethodSandeep KumarÎncă nu există evaluări
- Review Article: A Review On Melt-Pool Characteristics in Laser Welding of MetalsDocument19 paginiReview Article: A Review On Melt-Pool Characteristics in Laser Welding of Metalskamal touilebÎncă nu există evaluări
- Tribological Behavior of Electrocodeposited Nano Composites On Magnesium Alloys Using Direct and Pulse Current - A ReviewDocument1 paginăTribological Behavior of Electrocodeposited Nano Composites On Magnesium Alloys Using Direct and Pulse Current - A ReviewpeterÎncă nu există evaluări
- Materials and Design: R. Walter, M. Bobby KannanDocument5 paginiMaterials and Design: R. Walter, M. Bobby KannanAamir FarooqÎncă nu există evaluări
- Metals: Characterization of An Extruded Mg-Dy-Nd Alloy During Stress Corrosion With C-Ring TestsDocument16 paginiMetals: Characterization of An Extruded Mg-Dy-Nd Alloy During Stress Corrosion With C-Ring TestsJoão Gustavo da SilvaÎncă nu există evaluări
- Materials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaDocument11 paginiMaterials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaShivansh MishraÎncă nu există evaluări
- Materials Science & Engineering ADocument10 paginiMaterials Science & Engineering AC_rovereÎncă nu există evaluări
- 1 s2.0 S1044580322004053 MainDocument16 pagini1 s2.0 S1044580322004053 MainSree SabariÎncă nu există evaluări
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 paginiEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272Încă nu există evaluări
- s00170 023 11348 7Document22 paginis00170 023 11348 7OumaymaÎncă nu există evaluări
- The Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessDocument11 paginiThe Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessAmber WilliamsÎncă nu există evaluări
- Additive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoDocument12 paginiAdditive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoLê Văn ThảoÎncă nu există evaluări
- Laser WeldingDocument12 paginiLaser WeldingtrilokmangaloreÎncă nu există evaluări
- Microstructure Characteristics and Corrosion ResistanceDocument11 paginiMicrostructure Characteristics and Corrosion ResistanceDilipSinghÎncă nu există evaluări
- Development of High Performance (Mechanical and Wear Properties) of AA 6061-Hybrid Nano Composites Via Liquid Metallurgy RouteDocument8 paginiDevelopment of High Performance (Mechanical and Wear Properties) of AA 6061-Hybrid Nano Composites Via Liquid Metallurgy RouteMonis AbdulmananÎncă nu există evaluări
- Effect of Rare Earth Elements and Their Oxides On Tribo-Mechanical Performance of Laser Claddings: A ReviewDocument16 paginiEffect of Rare Earth Elements and Their Oxides On Tribo-Mechanical Performance of Laser Claddings: A ReviewPauloDyerÎncă nu există evaluări
- Catherine 2021 IOP Conf. Ser. Mater. Sci. Eng. 1062 012054Document7 paginiCatherine 2021 IOP Conf. Ser. Mater. Sci. Eng. 1062 012054khaled matougÎncă nu există evaluări
- Shah 2019Document8 paginiShah 2019Suman BabuÎncă nu există evaluări
- Review Corrosion Behavior of Friction Stir Welded Magnesium AlloysDocument6 paginiReview Corrosion Behavior of Friction Stir Welded Magnesium AlloysSAYON DEYÎncă nu există evaluări
- Enhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingDocument9 paginiEnhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingSharan KumarÎncă nu există evaluări
- Effect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingDocument11 paginiEffect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingAlex PizzattoÎncă nu există evaluări
- Effect of Laser Beam Welding Parameters On MicrostDocument10 paginiEffect of Laser Beam Welding Parameters On MicrostSalih HASÎncă nu există evaluări
- Characterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationDocument6 paginiCharacterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationKavitha SÎncă nu există evaluări
- 10 1016@j Msea 2020 139211Document10 pagini10 1016@j Msea 2020 139211manoj kumar GÎncă nu există evaluări
- Ni (Al2o3) AZ91E-Mechanical Properties-Sameerkumar2017Document13 paginiNi (Al2o3) AZ91E-Mechanical Properties-Sameerkumar2017Deva RajÎncă nu există evaluări
- A Literature Review On CO Laser WeldingDocument7 paginiA Literature Review On CO Laser Weldingkamal touilebÎncă nu există evaluări
- Study On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding LayerDocument11 paginiStudy On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding Layerzixin chenÎncă nu există evaluări
- Electrochimica ActaDocument8 paginiElectrochimica ActaLakshmi NarayananÎncă nu există evaluări
- Vacuum: Rapid CommunicationDocument3 paginiVacuum: Rapid CommunicationLakshmi NarayananÎncă nu există evaluări
- Corrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonDocument10 paginiCorrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonLakshmi NarayananÎncă nu există evaluări
- Corrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonDocument8 paginiCorrosion Science: W.C. Neil, M. Forsyth, P.C. Howlett, C.R. Hutchinson, B.R.W. HintonLakshmi NarayananÎncă nu există evaluări
- 1 s2.0 S0010938X08003405 MainDocument11 pagini1 s2.0 S0010938X08003405 MainEmilia MerinoÎncă nu există evaluări
- Corrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossDocument14 paginiCorrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossLakshmi NarayananÎncă nu există evaluări
- Function-Based Competitive Product Design Analysis: Executive SummaryDocument6 paginiFunction-Based Competitive Product Design Analysis: Executive SummaryLakshmi NarayananÎncă nu există evaluări
- TeardownDocument12 paginiTeardownLakshmi NarayananÎncă nu există evaluări
- Product Teardown PDFDocument40 paginiProduct Teardown PDFChristoÎncă nu există evaluări
- Product Teardown ": Part of A Benchmarking ProcessDocument7 paginiProduct Teardown ": Part of A Benchmarking ProcessLakshmi NarayananÎncă nu există evaluări
- 51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFDocument8 pagini51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFLakshmi NarayananÎncă nu există evaluări
- 51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFDocument8 pagini51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFLakshmi NarayananÎncă nu există evaluări
- 51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFDocument8 pagini51 STUDY ON EFFECT OF WELD - by Sai Santhosh PDFLakshmi NarayananÎncă nu există evaluări
- 2 - Diffusion WeldingDocument22 pagini2 - Diffusion WeldingLakshmi NarayananÎncă nu există evaluări
- 2 CastingDocument16 pagini2 Castinggubeguru100% (11)
- 8 - Electroslag WeldingDocument12 pagini8 - Electroslag WeldingLakshmi NarayananÎncă nu există evaluări
- NUSME - Core Modules 20190621 PDFDocument4 paginiNUSME - Core Modules 20190621 PDFLakshmi NarayananÎncă nu există evaluări
- 5 - Friction WeldingDocument30 pagini5 - Friction WeldingLakshmi NarayananÎncă nu există evaluări
- 2 CastingDocument16 pagini2 Castinggubeguru100% (11)
- Notes - Acids Bases and SaltsDocument2 paginiNotes - Acids Bases and SaltsantonyÎncă nu există evaluări
- 1 Chemistry Module Chapter 1 Introduction To ChemistryDocument20 pagini1 Chemistry Module Chapter 1 Introduction To ChemistryBj OcsenaÎncă nu există evaluări
- Laporan Praktikum TAPLDocument30 paginiLaporan Praktikum TAPLIndira PradnyaswariÎncă nu există evaluări
- ch18 PDFDocument45 paginich18 PDFHafidz RafiqiÎncă nu există evaluări
- Workshop Manual AIR CONDITIONEDDocument53 paginiWorkshop Manual AIR CONDITIONEDJosé Juárez100% (1)
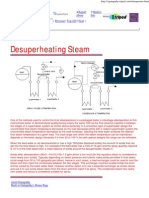
- Desuperheating Steam: The Web TripodDocument1 paginăDesuperheating Steam: The Web Tripodhappale2002Încă nu există evaluări
- CALORPLAST Immersion Type Polymer Heat ExchangerDocument4 paginiCALORPLAST Immersion Type Polymer Heat ExchangersukamtoÎncă nu există evaluări
- Solutions Notetaking GuideDocument9 paginiSolutions Notetaking GuideJejeÎncă nu există evaluări
- Introduction To Solutions WS Part I - VocabularyDocument2 paginiIntroduction To Solutions WS Part I - VocabularyCatherine JeaneÎncă nu există evaluări
- Ralph Menikoff - Detonation Waves in PBX 9501Document20 paginiRalph Menikoff - Detonation Waves in PBX 9501FraosmÎncă nu există evaluări
- Badshah Et Al 2022Document6 paginiBadshah Et Al 2022Tomislav StošićÎncă nu există evaluări
- Structure of Atoms and IonsDocument34 paginiStructure of Atoms and IonsChristineÎncă nu există evaluări
- Chapter13 - Acids and BasesDocument44 paginiChapter13 - Acids and BasesXiaohan TangÎncă nu există evaluări
- CEB2072 Chemical Engineering Lab 2: Experiment Group Group MembersDocument36 paginiCEB2072 Chemical Engineering Lab 2: Experiment Group Group MembersGrace ChowÎncă nu există evaluări
- DPP - 1 - Mole Concept and Redox Reactions - StudentDocument6 paginiDPP - 1 - Mole Concept and Redox Reactions - StudentAngan DeyÎncă nu există evaluări
- TSM Ceramic PDFDocument7 paginiTSM Ceramic PDFMichael MedinaÎncă nu există evaluări
- Lava Lamp Experiment: NAME: Trisha Joanne S. Galang DATE: November 16, 2021Document2 paginiLava Lamp Experiment: NAME: Trisha Joanne S. Galang DATE: November 16, 2021Cyrus De LeonÎncă nu există evaluări
- Kimberly Montanez Assignment1 1 (A, B) 1 4 EngDocument2 paginiKimberly Montanez Assignment1 1 (A, B) 1 4 EngkimberlyÎncă nu există evaluări
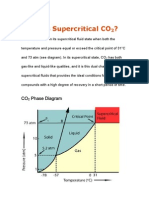
- What Is Super Critical CO2Document42 paginiWhat Is Super Critical CO2kesaco100% (2)
- Bioinspired Water Enhanced Mechanical Gradient Nanocomposite Films That Mimic The Architecture and Properties of The Squid BeakDocument8 paginiBioinspired Water Enhanced Mechanical Gradient Nanocomposite Films That Mimic The Architecture and Properties of The Squid Beakbas123Încă nu există evaluări
- Photo-Oxidation of Polypropylene-Graft-Maleic Anhydride - Clay NanocompositesDocument10 paginiPhoto-Oxidation of Polypropylene-Graft-Maleic Anhydride - Clay NanocompositesDaniel GomesÎncă nu există evaluări
- HeavyOil WorksheetDocument320 paginiHeavyOil Worksheetrodrigo100% (1)
- Synthesis of Acetylsalicylic Acid (Aspirin)Document7 paginiSynthesis of Acetylsalicylic Acid (Aspirin)Nor Ashikin IsmailÎncă nu există evaluări
- Xii Physics NotesDocument170 paginiXii Physics Notesiamyasirali68Încă nu există evaluări
- THC SigmaDocument2 paginiTHC SigmaPinoteDiegoÎncă nu există evaluări
- Mechanism in Advance Organic ChemistryDocument104 paginiMechanism in Advance Organic ChemistryArshad AliÎncă nu există evaluări
- Syllabus PCB PDFDocument5 paginiSyllabus PCB PDFSujay HvÎncă nu există evaluări
- Transport Phenomena: Contents of Heat TransferDocument85 paginiTransport Phenomena: Contents of Heat TransferalbeiroÎncă nu există evaluări
- Chapter 5 - Chemical BondingDocument6 paginiChapter 5 - Chemical BondingSudhan NairÎncă nu există evaluări