S-ar putea să vă placă și
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsDe la EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsÎncă nu există evaluări
- Well Testing Project Management: Onshore and Offshore OperationsDe la EverandWell Testing Project Management: Onshore and Offshore OperationsÎncă nu există evaluări
- Phased Array Ulatrasonic IntroductionDocument31 paginiPhased Array Ulatrasonic Introductionerharsingh100% (1)
- Jayesh ResumeDocument3 paginiJayesh ResumeJayeshÎncă nu există evaluări
- Paut Vs RTDocument4 paginiPaut Vs RTinvilink87Încă nu există evaluări
- Industrial Inspection DivisionDocument24 paginiIndustrial Inspection Divisionjuliyanto88100% (1)
- Mani San Resume FEB2013Document5 paginiMani San Resume FEB2013Manivannan PurushothamanÎncă nu există evaluări
- ATTAR Hands On Intro To NDTDocument3 paginiATTAR Hands On Intro To NDTRony Prayitno Simeon0% (1)
- OkDocument14 paginiOkresp-ectÎncă nu există evaluări
- Curriculum Vitae: Kalpesh R. Chauhan (B.E in Instrumentation and Control)Document8 paginiCurriculum Vitae: Kalpesh R. Chauhan (B.E in Instrumentation and Control)Danish HÎncă nu există evaluări
- Kalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)Document7 paginiKalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)GomathyselviÎncă nu există evaluări
- Sample ResumeDocument6 paginiSample ResumesubhaÎncă nu există evaluări
- Thermal Power Plant Boiler Tube InspectionDocument17 paginiThermal Power Plant Boiler Tube InspectionGovindKrishnanÎncă nu există evaluări
- AC7114-4 Rev G AUDIT CRITERIA FOR NONDESTRUCTIVE TESTING FACILITY FILM RADIOGRAPHY SURVEYDocument21 paginiAC7114-4 Rev G AUDIT CRITERIA FOR NONDESTRUCTIVE TESTING FACILITY FILM RADIOGRAPHY SURVEYAnonymous gFcnQ4go100% (1)
- Phased Array in Lieu of RadiographyDocument4 paginiPhased Array in Lieu of RadiographyreiazhÎncă nu există evaluări
- CV-NDTL3 TPI-NavDocument22 paginiCV-NDTL3 TPI-NavShanmuga NavaneethanÎncă nu există evaluări
- CV Ndtl3 Tpi NavDocument22 paginiCV Ndtl3 Tpi NavAlok GoelÎncă nu există evaluări
- MacLean Phased-Array-MIC PAUT Brief 6 PDFDocument14 paginiMacLean Phased-Array-MIC PAUT Brief 6 PDFHector BeaujonÎncă nu există evaluări
- CVDocument5 paginiCVFenil ShingalaÎncă nu există evaluări
- Shahbaz Ahmad CVDocument8 paginiShahbaz Ahmad CVShahbaz AhmadÎncă nu există evaluări
- PROFILEDocument22 paginiPROFILEsushanto.mtbdÎncă nu există evaluări
- CV Aravind API InspectorDocument12 paginiCV Aravind API Inspectorநான் மகான் அல்லÎncă nu există evaluări
- Prop310715 Inspection of Corrosion Under Pipe SupportDocument4 paginiProp310715 Inspection of Corrosion Under Pipe SupportammagdyamaÎncă nu există evaluări
- Pump TutorialDocument9 paginiPump TutorialendyÎncă nu există evaluări
- Carried Out Magnetic Particle Inspection On Nozzle WeldsDocument9 paginiCarried Out Magnetic Particle Inspection On Nozzle WeldssheikbbaÎncă nu există evaluări
- Asset Integrity ManagementDocument31 paginiAsset Integrity ManagementParesh HaribhaktiÎncă nu există evaluări
- Georgy Abraham - Mech EnggDocument5 paginiGeorgy Abraham - Mech EngggeorgyÎncă nu există evaluări
- INT Company Profile .Document7 paginiINT Company Profile .Pitichai PakornrersiriÎncă nu există evaluări
- PR17981 P.roject Outline de Case RequirementsDocument4 paginiPR17981 P.roject Outline de Case RequirementsAmar HassanÎncă nu există evaluări
- OpenfileDocument3 paginiOpenfileSuhas SopeÎncă nu există evaluări
- Integrity NDT Power Plant Presentation PDFDocument24 paginiIntegrity NDT Power Plant Presentation PDFgorkembaytenÎncă nu există evaluări
- 10 Years in Training. 1998 2008Document7 pagini10 Years in Training. 1998 2008Shakti GaneshanÎncă nu există evaluări
- RTRP Piping Systems - DohaDocument7 paginiRTRP Piping Systems - DohaRaziKhanÎncă nu există evaluări
- LRGW TR SL 08eDocument5 paginiLRGW TR SL 08eCamilo Godoy VÎncă nu există evaluări
- QC Inspector ResumeDocument6 paginiQC Inspector ResumeEngr Primus Chinonye100% (1)
- Phonon Diagnostics TechnologyDocument34 paginiPhonon Diagnostics Technologyrotero_pujol100% (14)
- Introduction To Phased Array Ultrasonic Technology Applications 16-20Document5 paginiIntroduction To Phased Array Ultrasonic Technology Applications 16-20Kevin HuangÎncă nu există evaluări
- Phased Array PresentationDocument39 paginiPhased Array Presentationravi100% (2)
- Junaid CV 16-04-2022Document6 paginiJunaid CV 16-04-2022prabhat2000.kÎncă nu există evaluări
- JIMAH East PAUT Procedure Rev 0 14062017 PDFDocument62 paginiJIMAH East PAUT Procedure Rev 0 14062017 PDFRiccoÎncă nu există evaluări
- JIMAH East PAUT Procedure - Rev.0 - 14062017 PDFDocument62 paginiJIMAH East PAUT Procedure - Rev.0 - 14062017 PDFRoslan Ali100% (2)
- Heat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsDocument2 paginiHeat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsdileepÎncă nu există evaluări
- Dinesh PCN MultiDocument5 paginiDinesh PCN Multiqatar kingÎncă nu există evaluări
- DNV-RTR Specialist Certification PDFDocument6 paginiDNV-RTR Specialist Certification PDFshafeeqm3086Încă nu există evaluări
- Time of Flight Diffraction (Tofd) & Pulse Echo (Pe) Ultrasonic Inspection of LPG SpheresDocument22 paginiTime of Flight Diffraction (Tofd) & Pulse Echo (Pe) Ultrasonic Inspection of LPG SpheresCarlos Martins100% (2)
- Tenveer Hussain CV 29124Document7 paginiTenveer Hussain CV 29124Tanveerhussain Q.AÎncă nu există evaluări
- Resume For The Position of Qa-Qc Welding Inspector or Qa-Qc Mechanical EngineerDocument4 paginiResume For The Position of Qa-Qc Welding Inspector or Qa-Qc Mechanical EngineerBucek Buddy100% (1)
- PA & ToFD In-Lieu of RTDocument14 paginiPA & ToFD In-Lieu of RTsnndhkÎncă nu există evaluări
- Lead Mechanical EngineerDocument5 paginiLead Mechanical EngineervcharlesÎncă nu există evaluări
- Aravindhan PT CV CSWIP TrainerDocument4 paginiAravindhan PT CV CSWIP TrainerGanesan RamamoorthyÎncă nu există evaluări
- Ultrasonic Testing of Pipeline Girth WeldsDocument4 paginiUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarÎncă nu există evaluări
- Palani Resume Update 10 May 2018Document5 paginiPalani Resume Update 10 May 2018GomathyselviÎncă nu există evaluări
- PAUT - Phased Array and ToFD - V - Radiography PDFDocument14 paginiPAUT - Phased Array and ToFD - V - Radiography PDFdarouichÎncă nu există evaluări
- Phased Array and ToFD - V - Radiography PDFDocument14 paginiPhased Array and ToFD - V - Radiography PDFdarouich100% (1)
- NDT Information PamphletDocument5 paginiNDT Information PamphletDalvirMallÎncă nu există evaluări
- Witness Testing of API 610 Centrifugal Pumps and API 611 Steam TurbinesDocument9 paginiWitness Testing of API 610 Centrifugal Pumps and API 611 Steam Turbinessiva242245Încă nu există evaluări
- Is My Machine OK?: A Field Guide to Assessing Process MachineryDe la EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryÎncă nu există evaluări
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesDe la EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesEvaluare: 4 din 5 stele4/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDe la EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisEvaluare: 4 din 5 stele4/5 (2)
- Canadian Red AleDocument1 paginăCanadian Red AleDan ClarkeÎncă nu există evaluări
- Instruction Sheets Shimano Quick Fix Baitcasting ReelsDocument2 paginiInstruction Sheets Shimano Quick Fix Baitcasting ReelsDan ClarkeÎncă nu există evaluări
- 113 EDDY CURRENT INSPECTION OF TWISTED TUBE HEAT EXCHANGERS AND FIELD TEST RESULTS - TimothyRushDocument25 pagini113 EDDY CURRENT INSPECTION OF TWISTED TUBE HEAT EXCHANGERS AND FIELD TEST RESULTS - TimothyRushDan ClarkeÎncă nu există evaluări
- Insp CalculationDocument20 paginiInsp CalculationAbu Huraira100% (2)
- Butter ChickenDocument1 paginăButter ChickenDan ClarkeÎncă nu există evaluări
- S-Mart Gasket TypesDocument8 paginiS-Mart Gasket TypesdjvhÎncă nu există evaluări
- Pipe Schedule ImperialDocument1 paginăPipe Schedule ImperialDan ClarkeÎncă nu există evaluări
- 43 Risk Assessment of Onshore Tanks - Christopher PerezDocument15 pagini43 Risk Assessment of Onshore Tanks - Christopher PerezDan ClarkeÎncă nu există evaluări
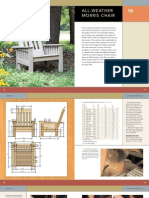
- All-Weather Morris Chair PlansDocument7 paginiAll-Weather Morris Chair PlansrelbuhmÎncă nu există evaluări
- ASTM A194 NutsDocument13 paginiASTM A194 NutsDan ClarkeÎncă nu există evaluări
- 24 Synergy For Success The Unit Inspector and The Turnaround Organization - Dana BahamDocument12 pagini24 Synergy For Success The Unit Inspector and The Turnaround Organization - Dana BahamDan ClarkeÎncă nu există evaluări
- Greyloc InstructionsDocument16 paginiGreyloc InstructionsDan ClarkeÎncă nu există evaluări
- Blueberry Cream AleDocument1 paginăBlueberry Cream AleDan ClarkeÎncă nu există evaluări
- Homelite Condenser TesterDocument3 paginiHomelite Condenser TesterDan ClarkeÎncă nu există evaluări
- Basic CabinetmakingDocument40 paginiBasic Cabinetmakingmartym100% (1)
- Instruction Sheets Shimano Quick Fix Baitcasting ReelsDocument2 paginiInstruction Sheets Shimano Quick Fix Baitcasting ReelsDan ClarkeÎncă nu există evaluări
- Coating FailuresDocument17 paginiCoating FailuresDan ClarkeÎncă nu există evaluări
- Product Name: Product Code:: Page 1 of 10Document10 paginiProduct Name: Product Code:: Page 1 of 10Dan ClarkeÎncă nu există evaluări
- Y-1 Yoke Kit ManualDocument14 paginiY-1 Yoke Kit ManualDan ClarkeÎncă nu există evaluări
- DA Tank OperationDocument48 paginiDA Tank OperationDan ClarkeÎncă nu există evaluări
- 5928cabin PDFDocument4 pagini5928cabin PDFDan ClarkeÎncă nu există evaluări
- Tecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDocument78 paginiTecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDan Clarke75% (4)
- Reclining Lounge ChairDocument5 paginiReclining Lounge ChairDan ClarkeÎncă nu există evaluări
- Homelite Chain Saw Repair Manual Covers 42 Different ModelsDocument2 paginiHomelite Chain Saw Repair Manual Covers 42 Different ModelsDan ClarkeÎncă nu există evaluări
- 570 Sample Questions Rev 061815Document2 pagini570 Sample Questions Rev 061815Amal KaÎncă nu există evaluări
- Pipe Schedule ImperialDocument1 paginăPipe Schedule ImperialDan ClarkeÎncă nu există evaluări
- Greyloc InstructionsDocument16 paginiGreyloc InstructionsDan ClarkeÎncă nu există evaluări
- Rogart Mountain Map and Legend One PagerDocument1 paginăRogart Mountain Map and Legend One PagerDan ClarkeÎncă nu există evaluări
- 06 Tackling Competency - Nick MarxDocument32 pagini06 Tackling Competency - Nick MarxDan ClarkeÎncă nu există evaluări
- Secure QualityDocument15 paginiSecure QualityAnonymous e2wolbeFsÎncă nu există evaluări
- ILSAS Training Calendar 2015Document82 paginiILSAS Training Calendar 2015MrKapitalistÎncă nu există evaluări
- FC Catalogue 100112 LowDocument452 paginiFC Catalogue 100112 LowEduardo OyarzunÎncă nu există evaluări
- ASTM E1417-2013-Standard Practice For Liquid Penetrant TestingDocument11 paginiASTM E1417-2013-Standard Practice For Liquid Penetrant Testinggaboac88100% (1)
- NDT Nondestructive TestingDocument5 paginiNDT Nondestructive TestingdidittoroÎncă nu există evaluări
- 2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDocument20 pagini2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDagoberto AguilarÎncă nu există evaluări
- Repair Station Manual Evaluation ChecklistDocument11 paginiRepair Station Manual Evaluation ChecklistXavier IntriagoÎncă nu există evaluări
- Non Destructive Testing UT PT and MT ReportDocument18 paginiNon Destructive Testing UT PT and MT ReportLowKey HumanÎncă nu există evaluări
- Itp For ValvesDocument2 paginiItp For ValvesSuraj ShettyÎncă nu există evaluări
- NR 216 - 2005Document236 paginiNR 216 - 2005Marcos Verissimo Juca de PaulaÎncă nu există evaluări
- PMT QM Mep 004Document25 paginiPMT QM Mep 004AMIT SHAHÎncă nu există evaluări
- PT - Level 2 - S - 002 - Revised by RVMDocument4 paginiPT - Level 2 - S - 002 - Revised by RVMkingstonÎncă nu există evaluări
- Equipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionDocument37 paginiEquipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionNayibet Quintero DíazÎncă nu există evaluări
- Vector Corrosion TechnologiesDocument81 paginiVector Corrosion TechnologiesAnonymous 1BdR0EQgbuÎncă nu există evaluări
- Hydrotest Pressure Procedure - 2023Document15 paginiHydrotest Pressure Procedure - 2023Amit HasanÎncă nu există evaluări
- 175 022503Document2 pagini175 022503Abu Anas M.SalaheldinÎncă nu există evaluări
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 paginiPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceWily Marin LopezÎncă nu există evaluări
- Vipin Krishnan CVDocument3 paginiVipin Krishnan CVAnonymous AdofXEYAgEÎncă nu există evaluări
- Nes 745Document38 paginiNes 745salman Gtr100% (1)
- BA ExamDocument7 paginiBA Examalouis0% (1)
- Astm E748 2016Document11 paginiAstm E748 2016Manoj VishwakarmaÎncă nu există evaluări
- David S Resume 2Document2 paginiDavid S Resume 2Angela GonzalezÎncă nu există evaluări
- Our Core Activity / Scope & Services Are : Dear Respected ClientDocument2 paginiOur Core Activity / Scope & Services Are : Dear Respected ClientPriyanka JÎncă nu există evaluări
- 1 s2.0 S2352146521004361 MainDocument8 pagini1 s2.0 S2352146521004361 MainanupamskariaÎncă nu există evaluări
- Shear Wave PDFDocument6 paginiShear Wave PDFcutefrenzyÎncă nu există evaluări
- NDT Ultrasonic TestingDocument3 paginiNDT Ultrasonic TestingSpace UnionÎncă nu există evaluări
- Vol 1 5.0 GTC-TLPLMDocument23 paginiVol 1 5.0 GTC-TLPLMshashi_2384Încă nu există evaluări
- ASME BPVC - II.A-2017 SA-182/SA-182M: TABLE 3 Tensile and Hardness RequirementsDocument2 paginiASME BPVC - II.A-2017 SA-182/SA-182M: TABLE 3 Tensile and Hardness RequirementsrajeshÎncă nu există evaluări
- E1209Document6 paginiE1209Jose Gregorio Aponte Perez100% (3)
- Saep 1146Document8 paginiSaep 1146Ronanki RaviÎncă nu există evaluări