S-ar putea să vă placă și
- En 353 - 2Document5 paginiEn 353 - 2senthil kumarÎncă nu există evaluări
- 1 s2.0 S2212827116312987 MainDocument6 pagini1 s2.0 S2212827116312987 Mainnferreira_245024Încă nu există evaluări
- Laser Technik Journal - 2018 - Brunnecker - Welding of Radially Symmetrical Plastic PartsDocument3 paginiLaser Technik Journal - 2018 - Brunnecker - Welding of Radially Symmetrical Plastic PartsRavi RahulÎncă nu există evaluări
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 paginiFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanÎncă nu există evaluări
- WeldEye Value Impct of Welding+Management Software Over The Welding Value Chain White Paper PDFDocument12 paginiWeldEye Value Impct of Welding+Management Software Over The Welding Value Chain White Paper PDFPrakash RajÎncă nu există evaluări
- Reducing Production Costs in Cylindrical Gear Hobbing and ShapingDocument6 paginiReducing Production Costs in Cylindrical Gear Hobbing and ShapingKOMATSU SHOVELÎncă nu există evaluări
- Wire Arc Additive Manufacturing ReviewDocument11 paginiWire Arc Additive Manufacturing ReviewGuilherme SampaioÎncă nu există evaluări
- Dimensioning and Tolerancing of Coated Parts: Yuriy Kharlamov, Ali Adnan Mansoor Al-JawaheriDocument10 paginiDimensioning and Tolerancing of Coated Parts: Yuriy Kharlamov, Ali Adnan Mansoor Al-JawaheriDeepak DilwaleÎncă nu există evaluări
- Optimization of WAAM Deposition Patterns For T-Crossing Features PDFDocument6 paginiOptimization of WAAM Deposition Patterns For T-Crossing Features PDF吳豪爾Încă nu există evaluări
- 1 s2.0 S026635381732434X MainDocument19 pagini1 s2.0 S026635381732434X MainCristina VladutaÎncă nu există evaluări
- Simufact Welding PDFDocument8 paginiSimufact Welding PDFDele TedÎncă nu există evaluări
- Simufact - Welding 2015 E PrintDocument8 paginiSimufact - Welding 2015 E PrintJanatan ChoiÎncă nu există evaluări
- Dynamic Tolerance LiteratureDocument17 paginiDynamic Tolerance Literaturerajesh_rbpÎncă nu există evaluări
- Physical Sciences 1 BriefDocument5 paginiPhysical Sciences 1 Brieframu reddyÎncă nu există evaluări
- Energy and Resources Efficiency in The Metal Cutting Industry 2 PagesDocument2 paginiEnergy and Resources Efficiency in The Metal Cutting Industry 2 PagesAjinkya 3Încă nu există evaluări
- Welding Process Improvement in Pressure Vessel Fabrication Approach To DMAIC Methodology Case in Small and Medium Industries in IndonesiaDocument5 paginiWelding Process Improvement in Pressure Vessel Fabrication Approach To DMAIC Methodology Case in Small and Medium Industries in IndonesiaAbuhurairah MunshiÎncă nu există evaluări
- Metals 13 01762Document28 paginiMetals 13 01762rodolfolbatalhaÎncă nu există evaluări
- 1 s2.0 S2212827123000057 MainDocument6 pagini1 s2.0 S2212827123000057 MainMarlon Wesley Machado CunicoÎncă nu există evaluări
- Case Study-Automation in ManufacturingDocument14 paginiCase Study-Automation in ManufacturingRohitÎncă nu există evaluări
- Extending Fluid System ComponentDocument5 paginiExtending Fluid System Componenterwin dwi laksonoÎncă nu există evaluări
- Laser CladdingDocument8 paginiLaser CladdingOmar BarrionuevoÎncă nu există evaluări
- Painting Petroleum Refineries: W.E. Stanford (Original Chapter) SSPC Staff (2002 Revision)Document7 paginiPainting Petroleum Refineries: W.E. Stanford (Original Chapter) SSPC Staff (2002 Revision)Ngô Trung NghĩaÎncă nu există evaluări
- Quality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingDocument13 paginiQuality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingRoberto Toccaceli BlasiÎncă nu există evaluări
- Current Trends in Welding Processes and Materials: Improve in EffectivenessDocument12 paginiCurrent Trends in Welding Processes and Materials: Improve in EffectivenessRoberto Antonio PerezÎncă nu există evaluări
- Electrochemical DeburringDocument8 paginiElectrochemical DeburringraulÎncă nu există evaluări
- Extending Fluid System Component PDFDocument5 paginiExtending Fluid System Component PDFprodusentalitambang sareatoÎncă nu există evaluări
- Friedrich 2013Document8 paginiFriedrich 2013Matheus CabezasÎncă nu există evaluări
- A Perfect Bond Formed in Seconds: Plant and Processing Equipment I Automated BondingDocument4 paginiA Perfect Bond Formed in Seconds: Plant and Processing Equipment I Automated BondingFilipe RibeiroÎncă nu există evaluări
- Laser-Aided Repair of Ni-Based Superalloy Using Directed Metal DepositionDocument6 paginiLaser-Aided Repair of Ni-Based Superalloy Using Directed Metal DepositionRUBENS DE ANDRADE SANTOSÎncă nu există evaluări
- Skill-Based Dynamic Task Allocation in Human-Robot-CooperationDocument9 paginiSkill-Based Dynamic Task Allocation in Human-Robot-CooperationDokajanÎncă nu există evaluări
- Feature Article Additives in Formula 1 Technology of The FutureDocument3 paginiFeature Article Additives in Formula 1 Technology of The Futuremilad afshariÎncă nu există evaluări
- Surface Technology For Automotive EngineeringDocument20 paginiSurface Technology For Automotive Engineeringakshay1349Încă nu există evaluări
- 04 1120 PoenningerDocument6 pagini04 1120 PoenningerChristian HollaenderÎncă nu există evaluări
- Tie in OperationDocument20 paginiTie in OperationChijioke ObiÎncă nu există evaluări
- Lan 1162 enDocument2 paginiLan 1162 enmumtaz120559Încă nu există evaluări
- IET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andDocument11 paginiIET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andMuhammad Aoun Muhammad AounÎncă nu există evaluări
- Automated Tie-In - New Tie-In Technology For Pipeline ConstructionDocument20 paginiAutomated Tie-In - New Tie-In Technology For Pipeline Constructionأنس القرقنيÎncă nu există evaluări
- FulltextDocument2 paginiFulltextVieyzah_Haviza_7983Încă nu există evaluări
- Forming Process Integrated Induction Brazing: J. Avemann, R. Willy, G. Zhao, P. GrocheDocument6 paginiForming Process Integrated Induction Brazing: J. Avemann, R. Willy, G. Zhao, P. GrocheElaine JohnsonÎncă nu există evaluări
- Welding Cost Optimization with GMAWDocument6 paginiWelding Cost Optimization with GMAWratneshkumar2004Încă nu există evaluări
- Printed Circuit Board Assembly Test Process and Design For TestabilityDocument6 paginiPrinted Circuit Board Assembly Test Process and Design For Testabilitymar taÎncă nu există evaluări
- AM Methods and Modelling Critical ReviewDocument17 paginiAM Methods and Modelling Critical ReviewClint TcÎncă nu există evaluări
- P&S 2005 - Seal Life Cycle CostingDocument2 paginiP&S 2005 - Seal Life Cycle CostingBrandonÎncă nu există evaluări
- Bolted Joints in Composite Aircraft StructuresDocument4 paginiBolted Joints in Composite Aircraft StructuresZiggy Gregory100% (2)
- U1 05 Advanced Manufacturing MethodsDocument7 paginiU1 05 Advanced Manufacturing MethodsDeysi J. Barrera MariscalÎncă nu există evaluări
- Improvisations in Investment Casting Process Using Economical AutomationDocument5 paginiImprovisations in Investment Casting Process Using Economical AutomationPavitra ShahÎncă nu există evaluări
- Multi-characteristic optimization of wax patterns using grey–fuzzy logicDocument11 paginiMulti-characteristic optimization of wax patterns using grey–fuzzy logicjanakÎncă nu există evaluări
- Ultrasonic welding technology for automotive componentsDocument16 paginiUltrasonic welding technology for automotive componentsNam Cao HuỳnhÎncă nu există evaluări
- A Knowledge Based Feed-Back Control System For PreDocument10 paginiA Knowledge Based Feed-Back Control System For PreJohnÎncă nu există evaluări
- 1 s2.0 S2214785321061964 MainDocument8 pagini1 s2.0 S2214785321061964 MainDr.K.Dilip kumarÎncă nu există evaluări
- On Line Design & Engineering LTD., EnglandDocument2 paginiOn Line Design & Engineering LTD., EnglandMELVIN MAGBANUAÎncă nu există evaluări
- Different Assembly Processes in Electronic ManufacturingDocument4 paginiDifferent Assembly Processes in Electronic ManufacturingMORRIS ANUNDAÎncă nu există evaluări
- Additive Manufacturing Using Selective Electron Beam MeltingDocument8 paginiAdditive Manufacturing Using Selective Electron Beam MeltingHiki ChannelÎncă nu există evaluări
- Improving The Quotation Process With Product Configuration: Computers in Industry September 2006Document16 paginiImproving The Quotation Process With Product Configuration: Computers in Industry September 2006Perencanaan Sumber DayaÎncă nu există evaluări
- Belt GrinderDocument17 paginiBelt GrinderFelipe IgnazioÎncă nu există evaluări
- Guidance Note Site Welding No. 7.01: ScopeDocument6 paginiGuidance Note Site Welding No. 7.01: ScopeKarthik NÎncă nu există evaluări
- 4 Analysis of Equipment Maintenance Operation and Repair in A Construction IndustryDocument6 pagini4 Analysis of Equipment Maintenance Operation and Repair in A Construction IndustryTesfaiÎncă nu există evaluări
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationDe la EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationÎncă nu există evaluări
- Mapro Katalog Hidravlicnih Tesnil PDFDocument57 paginiMapro Katalog Hidravlicnih Tesnil PDFvejnik07Încă nu există evaluări
- SpeedyBlock ENG WEBDocument66 paginiSpeedyBlock ENG WEBdivjak70Încă nu există evaluări
- NTN Bearing Corp Roller Bearing SpecsDocument3 paginiNTN Bearing Corp Roller Bearing Specsdivjak70Încă nu există evaluări
- EKA-Focor LPN: Installation InstructionDocument1 paginăEKA-Focor LPN: Installation Instructiondivjak70Încă nu există evaluări
- Basic Principles of Air Springs: General DiscussionDocument4 paginiBasic Principles of Air Springs: General Discussion颜靖恺Încă nu există evaluări
- Mill Duty Lifters: For BTH-1 Service Classes 3 or 4 - Heavy or Severe ServiceDocument24 paginiMill Duty Lifters: For BTH-1 Service Classes 3 or 4 - Heavy or Severe Servicedivjak70Încă nu există evaluări
- Analysis of Frames and MachinesDocument84 paginiAnalysis of Frames and MachineskakaÎncă nu există evaluări
- Mapro Katalog Hidravlicnih Tesnil PDFDocument57 paginiMapro Katalog Hidravlicnih Tesnil PDFvejnik07Încă nu există evaluări
- Analysis of Frames and MachinesDocument84 paginiAnalysis of Frames and MachineskakaÎncă nu există evaluări
- Vishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479Document4 paginiVishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479divjak70Încă nu există evaluări
- 14 2013 Pliers Wrenches Locking Ebook PDFDocument20 pagini14 2013 Pliers Wrenches Locking Ebook PDFdivjak70Încă nu există evaluări
- EKA-Focor LP N: Tehni Ni ListDocument1 paginăEKA-Focor LP N: Tehni Ni Listdivjak70Încă nu există evaluări
- Lifting Devices Catalog 2015Document36 paginiLifting Devices Catalog 2015divjak70Încă nu există evaluări
- Vishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479Document4 paginiVishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479divjak70Încă nu există evaluări
- Design, Analysis and Optimization of an Orange Peel GrappleDocument99 paginiDesign, Analysis and Optimization of an Orange Peel Grappledivjak70Încă nu există evaluări
- Lifting Devices Catalog 2015Document36 paginiLifting Devices Catalog 2015divjak70Încă nu există evaluări
- Cojinetes Lisos 4413Document56 paginiCojinetes Lisos 4413Roberto OrtegaÎncă nu există evaluări
- Preglednica SKF Drsni Ležaji AngDocument2 paginiPreglednica SKF Drsni Ležaji Angdivjak70Încă nu există evaluări
- Preglednica SKF Drsni Ležaji AngDocument2 paginiPreglednica SKF Drsni Ležaji Angdivjak70Încă nu există evaluări
- Roth Welding PDFDocument22 paginiRoth Welding PDFdivjak70Încă nu există evaluări
- Erdman Ma PDFDocument32 paginiErdman Ma PDFSwamynaidu ChandakaÎncă nu există evaluări
- SKF Vlaknasti Drsni Ležaji AngDocument8 paginiSKF Vlaknasti Drsni Ležaji Angdivjak70Încă nu există evaluări
- Plastic Welding Using Kamweld S Durable WeldersDocument33 paginiPlastic Welding Using Kamweld S Durable WeldersMarusan PetpookaewÎncă nu există evaluări
- C-RS-RT Ed01-2017 Rev00 US 140917Document58 paginiC-RS-RT Ed01-2017 Rev00 US 140917primaÎncă nu există evaluări
- Katalog 2016 EN1 Web PDFDocument577 paginiKatalog 2016 EN1 Web PDFdivjak70Încă nu există evaluări
- Modeling Forces of Log GrapplesDocument9 paginiModeling Forces of Log Grapplesdivjak70Încă nu există evaluări
- Analysis of Frames and MachinesDocument84 paginiAnalysis of Frames and MachineskakaÎncă nu există evaluări
- Lifting Devices Catalog 2015Document36 paginiLifting Devices Catalog 2015divjak70Încă nu există evaluări
- Lifting Tongs: Solving Material Handling ProblemsDocument4 paginiLifting Tongs: Solving Material Handling Problemsmohsen123100% (1)
- Escort Limited Champion F 11 Brand Name - FarmtracDocument12 paginiEscort Limited Champion F 11 Brand Name - Farmtrachugo fernandezÎncă nu există evaluări
- Answers To EOC Questions: Cambridge International AS Level PhysicsDocument2 paginiAnswers To EOC Questions: Cambridge International AS Level PhysicsSambandha SilwalÎncă nu există evaluări
- Vertical turbine, axial, and mixed flow pumps guideDocument10 paginiVertical turbine, axial, and mixed flow pumps guideKitikhun VichanarksornsitÎncă nu există evaluări
- BP Heating ManualDocument44 paginiBP Heating ManualpasabeyÎncă nu există evaluări
- SPC Platina 125 Disc (2018 12 28)Document70 paginiSPC Platina 125 Disc (2018 12 28)Willy Mansilla A100% (1)
- DK2000 EngDocument15 paginiDK2000 EngRajan MullappillyÎncă nu există evaluări
- A40hpv08completemanual PDFDocument215 paginiA40hpv08completemanual PDFEbin RiazÎncă nu există evaluări
- Appendix CDocument3 paginiAppendix CMagin Idelfonso TorreblancaÎncă nu există evaluări
- 1950 Kaman Servoflap US2695674Document23 pagini1950 Kaman Servoflap US2695674jorge paezÎncă nu există evaluări
- Chapter 3. Part 2Document49 paginiChapter 3. Part 2yohannes lemiÎncă nu există evaluări
- Rolled Alloy ElectrodesDocument12 paginiRolled Alloy ElectrodesradenmuhaiminÎncă nu există evaluări
- DESIGN CRITERIA AND LOADING PARAMETERSDocument6 paginiDESIGN CRITERIA AND LOADING PARAMETERSVhorn TiuÎncă nu există evaluări
- MC 10172225 0001Document9 paginiMC 10172225 0001Abdelmoumen BenharzallahÎncă nu există evaluări
- Relativity QuestionsDocument4 paginiRelativity QuestionsChristoph KirchÎncă nu există evaluări
- Cek Item SapDocument30 paginiCek Item Sapiduy emailsÎncă nu există evaluări
- PFEIFER Tension Rod System: Data Sheet CollectionDocument16 paginiPFEIFER Tension Rod System: Data Sheet Collectioncerbu_bass_cdcÎncă nu există evaluări
- Hydraulic Puller Operating InstructionsDocument5 paginiHydraulic Puller Operating InstructionsMasterrÎncă nu există evaluări
- Speedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualDocument84 paginiSpeedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualKeron Trotz100% (1)
- Armstrong Stainless Steel Thermostatic Air VentsDocument1 paginăArmstrong Stainless Steel Thermostatic Air VentsRakhmad sugih hartonoÎncă nu există evaluări
- 5500 Centrifuge Hydraulic Backdrive Operations ManualDocument138 pagini5500 Centrifuge Hydraulic Backdrive Operations ManualTaher Yusuf0% (1)
- 2008 BevanphdDocument194 pagini2008 Bevanphdrajm100% (1)
- Kurt Pamvouxoglou KDE11 20SS Service - Manual PDFDocument111 paginiKurt Pamvouxoglou KDE11 20SS Service - Manual PDFرحمة هداية اللهÎncă nu există evaluări
- BWP Catalogo de Partes FrenosDocument508 paginiBWP Catalogo de Partes FrenosLuis HernándezÎncă nu există evaluări
- B8 PPT Composites MT14 20nov14Document86 paginiB8 PPT Composites MT14 20nov14Rasagya MishraÎncă nu există evaluări
- Cummins QSB6.7 168 KW (225 HP) at 2,200 RPM 160 KW (215 HP) at 2,200 RPM 17,800 KG 3.3 M 180 KN 2,948 MMDocument2 paginiCummins QSB6.7 168 KW (225 HP) at 2,200 RPM 160 KW (215 HP) at 2,200 RPM 17,800 KG 3.3 M 180 KN 2,948 MMIwanÎncă nu există evaluări
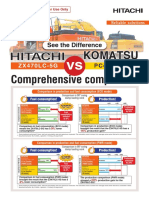
- ZX470-5G Vs Komatsu PC400-8Document3 paginiZX470-5G Vs Komatsu PC400-8Sohibul AminÎncă nu există evaluări
- CV Rod Manuel TayaoDocument4 paginiCV Rod Manuel TayaojaymarÎncă nu există evaluări
- IDS 350PE Flyer D392004983 MKT 001Document2 paginiIDS 350PE Flyer D392004983 MKT 001Juan Mata100% (1)
- Iso 3965 - 1990-02Document6 paginiIso 3965 - 1990-02gkhnÎncă nu există evaluări
- Manual de Overhaul Io-520Document133 paginiManual de Overhaul Io-520Alfredo Ergueta CorilaÎncă nu există evaluări