S-ar putea să vă placă și
- Généralité Sur La MaintenanceDocument24 paginiGénéralité Sur La MaintenanceelyeszebdaÎncă nu există evaluări
- Chapitre IIDocument21 paginiChapitre IIAmel HbÎncă nu există evaluări
- MBFDocument12 paginiMBFJàMàl MejorÎncă nu există evaluări
- Chapitre 2 ELT2 - CopieDocument27 paginiChapitre 2 ELT2 - Copiesaadi.sekharaÎncă nu există evaluări
- Planification MaintenanceDocument4 paginiPlanification MaintenanceGreetings Hooman100% (1)
- Maintenance CorrectiveDocument7 paginiMaintenance Correctiveamina HasnaouiÎncă nu există evaluări
- Choix D'équipementDocument7 paginiChoix D'équipementMohamed Amine El HosainyÎncă nu există evaluări
- Exploitation PédagogiqueDocument6 paginiExploitation Pédagogiqueyoussef sahel100% (1)
- Elaboration D'un MaieDocument5 paginiElaboration D'un MaieMenkar ZakariaÎncă nu există evaluări
- Les Pièces de Rechanges Ou Pièces DétachéesDocument5 paginiLes Pièces de Rechanges Ou Pièces DétachéesOthmane qorelaine100% (1)
- MaintenanceDocument118 paginiMaintenancerouf john100% (2)
- Amdec TGMDocument8 paginiAmdec TGMTim Stelens SekaÎncă nu există evaluări
- Kertas Penerangan: (Information Sheet)Document11 paginiKertas Penerangan: (Information Sheet)nur atikahÎncă nu există evaluări
- MIE Chapitre 4Document29 paginiMIE Chapitre 4abderrahim hafiedÎncă nu există evaluări
- Elaboration D'un MaieDocument5 paginiElaboration D'un MaieMenkar ZakariaÎncă nu există evaluări
- Analyse Quantitative Des DefaillancesDocument8 paginiAnalyse Quantitative Des DefaillancesIlyas khadrouniÎncă nu există evaluări
- Chapitre-1-Introduction À La Maintenance, Enjeux Et StratégiesDocument12 paginiChapitre-1-Introduction À La Maintenance, Enjeux Et StratégiesHamrouni100% (1)
- L'impact de La Maintenance Sur La Gestion deDocument39 paginiL'impact de La Maintenance Sur La Gestion deRidani ToufikÎncă nu există evaluări
- ABCDocument9 paginiABCRalf WolwerineÎncă nu există evaluări
- Total Productive ManagementDocument46 paginiTotal Productive ManagementmcmaniacÎncă nu există evaluări
- 28 Copies TPM EsaDocument7 pagini28 Copies TPM EsaYassine ElhaddadyÎncă nu există evaluări
- Bilal BDocument8 paginiBilal BMohammed BenzaidiÎncă nu există evaluări
- Outil D'aide À La MceDocument10 paginiOutil D'aide À La MceTECHNOLOGIES MODERNES DU CAMEROUNÎncă nu există evaluări
- 215 - MBF - Cours PDFDocument3 pagini215 - MBF - Cours PDFhocineÎncă nu există evaluări
- Polycope Maintenance Partie 3Document16 paginiPolycope Maintenance Partie 3ichrak chihaouiÎncă nu există evaluări
- Logistique MaintenanceDocument5 paginiLogistique MaintenanceOumaima AmgharÎncă nu există evaluări
- Cours 1 Généralités de La Maintenance (Caractérisation Et Maintenance Des Moyens) (GPL-S1)Document6 paginiCours 1 Généralités de La Maintenance (Caractérisation Et Maintenance Des Moyens) (GPL-S1)Walid Jaf100% (1)
- MaintenanceDocument25 paginiMaintenanceDæ Mír100% (1)
- Mini Projet Amdec OutilDocument18 paginiMini Projet Amdec Outilmalek mhedhbi100% (1)
- La Maintenance Basee Sur La Fiabilite (MBF) - Un Outil Puissant Pour Optimiser Les Politiques de Maintenance Illustration Dans Un Complexe Moteurs-TracteursDocument6 paginiLa Maintenance Basee Sur La Fiabilite (MBF) - Un Outil Puissant Pour Optimiser Les Politiques de Maintenance Illustration Dans Un Complexe Moteurs-TracteursSalmaÎncă nu există evaluări
- AMDECDocument12 paginiAMDECAssale MouhcineÎncă nu există evaluări
- Chapitre 1 Notions de La Maintenance IndustrielleDocument7 paginiChapitre 1 Notions de La Maintenance Industrielleraquel baiaÎncă nu există evaluări
- 07 - La Maintenance Basée Sur La Fiabilité (MBF)Document10 pagini07 - La Maintenance Basée Sur La Fiabilité (MBF)Chakdouf Mohamed Réda100% (2)
- Cours Maintenance+ENIMDocument99 paginiCours Maintenance+ENIMYassine Zahar100% (4)
- December 2021: Bachir KerbouaDocument66 paginiDecember 2021: Bachir Kerbouamohamed bouharrasÎncă nu există evaluări
- 11 - La TPM EsaDocument7 pagini11 - La TPM EsaYassine ElhaddadyÎncă nu există evaluări
- Cour Caractérisation Et Maintenance Des Moyens 2Document39 paginiCour Caractérisation Et Maintenance Des Moyens 2saciramzi555Încă nu există evaluări
- Elaboration D'un Maintenance: 2-Mission SocialeDocument5 paginiElaboration D'un Maintenance: 2-Mission SocialeMenkar ZakariaÎncă nu există evaluări
- Cour MaintenanceDocument16 paginiCour Maintenancemiss khanÎncă nu există evaluări
- Chap IiiDocument12 paginiChap Iiijbeli yosraÎncă nu există evaluări
- Cours de Maintenance Industrielle Cours 2018 - 2019Document13 paginiCours de Maintenance Industrielle Cours 2018 - 2019Amlch OnÎncă nu există evaluări
- Maintenance Des Moteurs Diesel PDFDocument71 paginiMaintenance Des Moteurs Diesel PDFDeghboudj Samir97% (60)
- Définition de La MaintenanceDocument29 paginiDéfinition de La MaintenanceZineb Naouaoui100% (1)
- 11 - TD Gestion de Maintenance - Ratios - EleveDocument8 pagini11 - TD Gestion de Maintenance - Ratios - EleveAhmad TidjaniÎncă nu există evaluări
- Amdec PDFDocument9 paginiAmdec PDFAnas Mohtadi100% (1)
- Performance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsDe la EverandPerformance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsÎncă nu există evaluări
- Maîtriser sa Consommation Électrique : Le Guide Complet pour un Audit EfficaceDe la EverandMaîtriser sa Consommation Électrique : Le Guide Complet pour un Audit EfficaceÎncă nu există evaluări
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounDe la EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounÎncă nu există evaluări
- Projets du Futur : Guide Complet des Méthodes de Conduite InnovantesDe la EverandProjets du Futur : Guide Complet des Méthodes de Conduite InnovantesÎncă nu există evaluări
- La théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximaleDe la EverandLa théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximaleÎncă nu există evaluări
- La Méthode 6 Sigma: Amélioration et gestion de la qualitéDe la EverandLa Méthode 6 Sigma: Amélioration et gestion de la qualitéÎncă nu există evaluări
- Developing Cost Estimates for Environmental Remediation ProjectsDe la EverandDeveloping Cost Estimates for Environmental Remediation ProjectsÎncă nu există evaluări
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseDe la EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseÎncă nu există evaluări
- La Situation mondiale de l’alimentation et de l’agriculture 2023: Pour une transformation des systèmes agroalimentaires: connaître le coût véritable des alimentsDe la EverandLa Situation mondiale de l’alimentation et de l’agriculture 2023: Pour une transformation des systèmes agroalimentaires: connaître le coût véritable des alimentsÎncă nu există evaluări
- Scrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!De la EverandScrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!Încă nu există evaluări
- La méthode Six Sigma: La culture de la perfectionDe la EverandLa méthode Six Sigma: La culture de la perfectionEvaluare: 4.5 din 5 stele4.5/5 (2)
- Maîtriser le Développement Full Stack : Du Front-End Éblouissant au Back-End RobusteDe la EverandMaîtriser le Développement Full Stack : Du Front-End Éblouissant au Back-End RobusteÎncă nu există evaluări
- La Méthode MoSCoW: Gérer les priorités et les exigencesDe la EverandLa Méthode MoSCoW: Gérer les priorités et les exigencesÎncă nu există evaluări
- Frein de Manœuvre (Axe de Roue) - PoseDocument4 paginiFrein de Manœuvre (Axe de Roue) - PoseelyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Manœuvre) - DémontageDocument7 paginiSoupape de Commande D - Air (Frein de Manœuvre) - DémontageelyeszebdaÎncă nu există evaluări
- R Rvoir Pneumatique - D Se Et PoseDocument4 paginiR Rvoir Pneumatique - D Se Et PoseelyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Stationnement) - PoseDocument6 paginiSoupape de Commande D - Air (Frein de Stationnement) - PoseelyeszebdaÎncă nu există evaluări
- Pressure Switch (Low Brake Air) 1Document1 paginăPressure Switch (Low Brake Air) 1elyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Service) - PoseDocument5 paginiSoupape de Commande D - Air (Frein de Service) - PoseelyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Stationnement) - DéposeDocument5 paginiSoupape de Commande D - Air (Frein de Stationnement) - DéposeelyeszebdaÎncă nu există evaluări
- Frein de Stationnement - MontageDocument3 paginiFrein de Stationnement - Montageelyeszebda100% (1)
- Check Valve (Air Tank) 1Document1 paginăCheck Valve (Air Tank) 1elyeszebdaÎncă nu există evaluări
- Frein de Stationnement - DémontageDocument5 paginiFrein de Stationnement - DémontageelyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Manœuvre) - MontageDocument7 paginiSoupape de Commande D - Air (Frein de Manœuvre) - MontageelyeszebdaÎncă nu există evaluări
- Soupape de Commande D - Air (Frein de Service) - DéposeDocument6 paginiSoupape de Commande D - Air (Frein de Service) - DéposeelyeszebdaÎncă nu există evaluări
- Frein de Manœuvre (Axe de Roue) - DéposeDocument4 paginiFrein de Manœuvre (Axe de Roue) - DéposeelyeszebdaÎncă nu există evaluări
- Parking Brake ControlDocument1 paginăParking Brake ControlelyeszebdaÎncă nu există evaluări
- Frein de Stationnement - DéposeDocument4 paginiFrein de Stationnement - DéposeelyeszebdaÎncă nu există evaluări
- Check Valve (Parking Brake Release)Document1 paginăCheck Valve (Parking Brake Release)elyeszebdaÎncă nu există evaluări
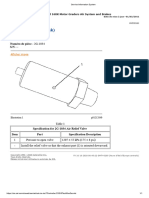
- Relief Valve (Air Tank)Document1 paginăRelief Valve (Air Tank)elyeszebdaÎncă nu există evaluări
- Pressure Switch (Brake Air) (Parking Brake) 1Document1 paginăPressure Switch (Brake Air) (Parking Brake) 1elyeszebdaÎncă nu există evaluări
- Frein de Manœuvre (Axe de Roue) - DémontageDocument8 paginiFrein de Manœuvre (Axe de Roue) - DémontageelyeszebdaÎncă nu există evaluări
- Relief Valve (Air Tank)Document1 paginăRelief Valve (Air Tank)elyeszebdaÎncă nu există evaluări
- Check Valve (Parking Brake Release)Document1 paginăCheck Valve (Parking Brake Release)elyeszebdaÎncă nu există evaluări
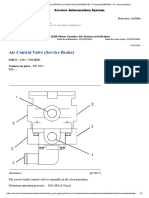
- Air Control Valve (Service Brake)Document2 paginiAir Control Valve (Service Brake)elyeszebdaÎncă nu există evaluări
- Pressure Switch (Brake Air) (Parking Brake) 1Document1 paginăPressure Switch (Brake Air) (Parking Brake) 1elyeszebdaÎncă nu există evaluări
- Pressure Switch (Brake Air) (Stop Lamp)Document1 paginăPressure Switch (Brake Air) (Stop Lamp)elyeszebdaÎncă nu există evaluări
- Pressure Switch (Low Brake Air) 1Document1 paginăPressure Switch (Low Brake Air) 1elyeszebdaÎncă nu există evaluări
- Service Brake ControlDocument4 paginiService Brake ControlelyeszebdaÎncă nu există evaluări
- Frein de Stationnement - AssemblageDocument5 paginiFrein de Stationnement - AssemblageelyeszebdaÎncă nu există evaluări
- Frein de Manœuvre (Axe de Roue) - MontageDocument9 paginiFrein de Manœuvre (Axe de Roue) - MontageelyeszebdaÎncă nu există evaluări
- Pressure Switch (Brake Air) (Stop Lamp)Document1 paginăPressure Switch (Brake Air) (Stop Lamp)elyeszebdaÎncă nu există evaluări
- Air Control Valve (Service Brake) 1Document2 paginiAir Control Valve (Service Brake) 1elyeszebdaÎncă nu există evaluări
- Amdec CoursDocument8 paginiAmdec CoursO Z100% (2)
- PFE de Fiabilisation de PompeDocument43 paginiPFE de Fiabilisation de PompejaberÎncă nu există evaluări
- Cours de Maintenance L2 PEADocument87 paginiCours de Maintenance L2 PEADjouweinannodji Yves100% (1)
- Amdec PDFDocument182 paginiAmdec PDFMoez AlouiÎncă nu există evaluări
- Amdec: 1) Présentation de L'AmdecDocument2 paginiAmdec: 1) Présentation de L'AmdecFreezer 976Încă nu există evaluări
- Thse Rachid NOUREDDINE2008Document109 paginiThse Rachid NOUREDDINE2008King BarcarolleÎncă nu există evaluări
- Rapportdestagemoukam 190604130022 PDFDocument107 paginiRapportdestagemoukam 190604130022 PDFFousseyni TRAOREÎncă nu există evaluări
- Qualité Des Produits IndustrielDocument40 paginiQualité Des Produits IndustrielAnas MaouhoubÎncă nu există evaluări
- Technicien MethodesDocument2 paginiTechnicien Methodesmohammed sadek benchafaaÎncă nu există evaluări
- 14-73 - Giseh 2010 - AMDEC+Document24 pagini14-73 - Giseh 2010 - AMDEC+hhÎncă nu există evaluări
- Rapport de Stage Outhman 1Document38 paginiRapport de Stage Outhman 1Abdelmajid ID Mouh100% (2)
- 42155210-Se4010 APRDocument11 pagini42155210-Se4010 APRNawel BouazizÎncă nu există evaluări
- AmdecDocument1 paginăAmdeckhalida1Încă nu există evaluări
- 18 ESTACA CatalogueF Process PDFDocument17 pagini18 ESTACA CatalogueF Process PDFMed SaidÎncă nu există evaluări
- La Maintenance PréventiveDocument5 paginiLa Maintenance Préventivemjlassi536Încă nu există evaluări
- PFEfuji 1Document30 paginiPFEfuji 1Anissa LamraniÎncă nu există evaluări
- Etude Et Maintenance Dun Systeme Solaire PhotovoltaïqueDocument59 paginiEtude Et Maintenance Dun Systeme Solaire Photovoltaïquemaki100% (1)
- Présentation MaintenanceDocument53 paginiPrésentation MaintenanceSalmaÎncă nu există evaluări
- Présentation PFE AMDEC FMEADocument36 paginiPrésentation PFE AMDEC FMEAMSK1989100% (1)
- AmdecDocument21 paginiAmdecAnonymous 9qKdViDP4Încă nu există evaluări
- Analyse Des RisquesDocument31 paginiAnalyse Des RisquesSalma BenouaaliÎncă nu există evaluări
- Methode 8DDocument5 paginiMethode 8DAmine Brahmi100% (1)
- Cours 1 - AMDECDocument15 paginiCours 1 - AMDECmarouane abdelmoumenÎncă nu există evaluări
- Elaboration D'un Plan de Maintenance - AmdecDocument53 paginiElaboration D'un Plan de Maintenance - AmdecAmina RehhaliÎncă nu există evaluări
- Amdec A VoirDocument48 paginiAmdec A VoirMichel EdiÎncă nu există evaluări
- Etude de Sureté de Fonctionnement Sur Un Réseau de Distribution Électrique r56.HTMLDocument1 paginăEtude de Sureté de Fonctionnement Sur Un Réseau de Distribution Électrique r56.HTMLSerge RINAUDOÎncă nu există evaluări
- Analyse Des Modes de Défaillances, de Leurs Effets Et de Leur CriticitéDocument8 paginiAnalyse Des Modes de Défaillances, de Leurs Effets Et de Leur Criticitéمحمد قديشيÎncă nu există evaluări
- RapportDocument25 paginiRapportDraw MagicÎncă nu există evaluări
- Rapport de Stage JACOB DELAFONDocument110 paginiRapport de Stage JACOB DELAFONMoncef LazaarÎncă nu există evaluări
- Evaluation Des Risques Projet Par Une Approche AHP WPMDocument10 paginiEvaluation Des Risques Projet Par Une Approche AHP WPMIhsan AfriadÎncă nu există evaluări