S-ar putea să vă placă și
- Long Seam Weld EstimationDocument5 paginiLong Seam Weld EstimationalokbdasÎncă nu există evaluări
- Weld WeightDocument10 paginiWeld WeightDivyesh PatelÎncă nu există evaluări
- Long seam weld estimationDocument16 paginiLong seam weld estimationTiago FerreiraÎncă nu există evaluări
- OVERLAY WELD KG & RUN TIME ESTIMATIONDocument32 paginiOVERLAY WELD KG & RUN TIME ESTIMATIONDenial Basanovic100% (1)
- How To Calculate Filler Metal Consumption For Welding ProjectsDocument3 paginiHow To Calculate Filler Metal Consumption For Welding ProjectsEdgar Coavas PérezÎncă nu există evaluări
- Welding consumables and metal requirements for pipe jointsDocument6 paginiWelding consumables and metal requirements for pipe jointsNabihah NurulhudaÎncă nu există evaluări
- Weld Cost CalculationDocument15 paginiWeld Cost CalculationMustafa KaramürselÎncă nu există evaluări
- Weld CalculatorDocument6 paginiWeld Calculatorshahid khanÎncă nu există evaluări
- Butt welding deposit and wire calculations for CS vesselDocument2 paginiButt welding deposit and wire calculations for CS vesselAsebaho Badr100% (1)
- Weld Consumable CalculatorDocument7 paginiWeld Consumable CalculatoretienetergolinoÎncă nu există evaluări
- Electrode CalculatorDocument2 paginiElectrode CalculatorvpjagannaathÎncă nu există evaluări
- Welding Prcesses Estimation RecordDocument5 paginiWelding Prcesses Estimation RecorddineshshankarÎncă nu există evaluări
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 paginiHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminÎncă nu există evaluări
- Determining The Cost of WeldingDocument22 paginiDetermining The Cost of WeldingSanjay J NÎncă nu există evaluări
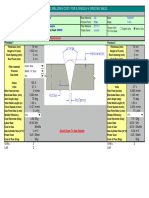
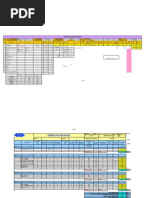
- Welding Cost Estimation For 12 Joints in 8 NPS Sch. 80Document1 paginăWelding Cost Estimation For 12 Joints in 8 NPS Sch. 80WeldPulse100% (2)
- Weld Cost CalculationDocument27 paginiWeld Cost Calculation-Abdul Khodir Van Java-100% (7)
- Cone DevelopmentDocument2 paginiCone DevelopmentpandiangvÎncă nu există evaluări
- Demo Weld Cost Calc XL (Recovered)Document9 paginiDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskeÎncă nu există evaluări
- Fabrication Time EstimationDocument2 paginiFabrication Time EstimationGlen Peter MirandaÎncă nu există evaluări
- Cone DevlpmentDocument8 paginiCone DevlpmentNasir RamzanÎncă nu există evaluări
- Weld Consumable Calculator ComDocument7 paginiWeld Consumable Calculator Comchetan85Încă nu există evaluări
- Electrode CalculationDocument2 paginiElectrode CalculationTejas PatelÎncă nu există evaluări
- Weld Deposite CalculationsDocument2 paginiWeld Deposite CalculationsMohammad ElhedabyÎncă nu există evaluări
- 07 Piping BOQDocument54 pagini07 Piping BOQHRK65Încă nu există evaluări
- Productivity and EcononyDocument69 paginiProductivity and EcononyVijayan MunuswamyÎncă nu există evaluări
- Calculation Trunion (By Maniacs)Document5 paginiCalculation Trunion (By Maniacs)SyahkullahÎncă nu există evaluări
- Weld Cost1Document25 paginiWeld Cost1Denis Hinojosa ZeballosÎncă nu există evaluări
- Weldment Strength Excel CalculationsDocument38 paginiWeldment Strength Excel CalculationsRAMSINGH CHAUHAN100% (4)
- QA vs QC vs INSPECTION: The Key DifferencesDocument138 paginiQA vs QC vs INSPECTION: The Key DifferencesMohd SharainiÎncă nu există evaluări
- Calculating weld deposit and electrode consumptionDocument7 paginiCalculating weld deposit and electrode consumptionAnas MaliyekkalÎncă nu există evaluări
- Cone Design Tool: Pressure Vessel Engineering LTDDocument1 paginăCone Design Tool: Pressure Vessel Engineering LTDrina2393Încă nu există evaluări
- Online steel calculation tool covers carbon equivalents, phase transformationsDocument1 paginăOnline steel calculation tool covers carbon equivalents, phase transformationshaharameshÎncă nu există evaluări
- Weld Metal CalculationDocument1 paginăWeld Metal CalculationKiukStaksÎncă nu există evaluări
- Wall thickness and inside diameter chartDocument8 paginiWall thickness and inside diameter chartphoneme79Încă nu există evaluări
- Demo Weld Cost Calc XLDocument10 paginiDemo Weld Cost Calc XLKhalid Ahmod ShibleeÎncă nu există evaluări
- Electrode CalculationDocument2 paginiElectrode CalculationKenshin HimuraÎncă nu există evaluări
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocument1 paginăFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNÎncă nu există evaluări
- Determining The Cost of WeldingDocument7 paginiDetermining The Cost of WeldingSriram VjÎncă nu există evaluări
- Welding CalculatorDocument10 paginiWelding Calculatorneel0% (2)
- Nozzle Weld DepositDocument4 paginiNozzle Weld DepositmikeylesÎncă nu există evaluări
- Weld CostsDocument2 paginiWeld CostsJina Chandran100% (1)
- Weld Cost Calc XL1.3.2mmDocument3 paginiWeld Cost Calc XL1.3.2mmAdrian DavidÎncă nu există evaluări
- VESSELDocument350 paginiVESSELRavindra S. JivaniÎncă nu există evaluări
- Nozzle Load Transmittal: From: CALC. No: Temperature: TO: Line No: Pressure: Barg Date: 19-Dec-18 CDocument1 paginăNozzle Load Transmittal: From: CALC. No: Temperature: TO: Line No: Pressure: Barg Date: 19-Dec-18 CMudassar InamdarÎncă nu există evaluări
- Documents - Tips - Pressure Vessel Design Calc Asme VIII Div 1Document35 paginiDocuments - Tips - Pressure Vessel Design Calc Asme VIII Div 1bainÎncă nu există evaluări
- Determine Shell ThicknessDocument53 paginiDetermine Shell ThicknessRajul MuraliÎncă nu există evaluări
- Weld Metal CalculationDocument20 paginiWeld Metal CalculationJegan Thiyagarajan100% (1)
- PIPE Sizes and Sch. TABLEDocument1 paginăPIPE Sizes and Sch. TABLEs.vijayaraghavanÎncă nu există evaluări
- Detail Dimensi Material GRPDocument5 paginiDetail Dimensi Material GRPdwi noviana nugrohoÎncă nu există evaluări
- CalBOM - Formed ConicalDocument5 paginiCalBOM - Formed ConicalRey FiedacanÎncă nu există evaluări
- 725-24-600-12 Cylinder DetailsDocument2 pagini725-24-600-12 Cylinder DetailsramabhplÎncă nu există evaluări
- Cost Calculation Program For Productivity in WeldingDocument20 paginiCost Calculation Program For Productivity in WeldingiyigunÎncă nu există evaluări
- Weld StressDocument9 paginiWeld StressArvindÎncă nu există evaluări
- Pipe Wall Thickness Standards GuideDocument1 paginăPipe Wall Thickness Standards GuideUmair AwanÎncă nu există evaluări
- Weld WeightDocument6 paginiWeld WeightDesaiÎncă nu există evaluări
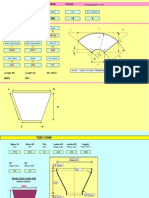
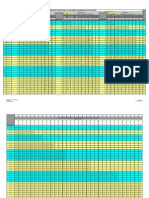
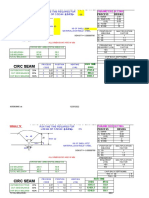
- Circ Seam: Long Seam/ Circ Seam Weld KG & Run Time EstimationDocument10 paginiCirc Seam: Long Seam/ Circ Seam Weld KG & Run Time EstimationpelotoÎncă nu există evaluări
- Welding CalculationDocument5 paginiWelding CalculationBWQÎncă nu există evaluări
- Welding CalculationDocument5 paginiWelding CalculationMohamad FadelÎncă nu există evaluări
- Circ Seam: Run Time Time Required For L/Seam or C/Seam (LS/CS) CsDocument5 paginiCirc Seam: Run Time Time Required For L/Seam or C/Seam (LS/CS) CsMina RemonÎncă nu există evaluări
- Weld Weight 1Document2 paginiWeld Weight 1francisco zepedaÎncă nu există evaluări
- Steel Domes Design GuideDocument14 paginiSteel Domes Design GuideHgagselim SelimÎncă nu există evaluări
- Parametric 3d Wind Loading On Hemispheric Dome StructuresDocument7 paginiParametric 3d Wind Loading On Hemispheric Dome StructuresHgagselim SelimÎncă nu există evaluări
- Design For Pressure VesselDocument18 paginiDesign For Pressure VesselktejankarÎncă nu există evaluări
- Estimation of TanksDocument1 paginăEstimation of TanksHgagselim SelimÎncă nu există evaluări
- Wind Pressure Distribution On Domical Roofs: Astha Verma, Ashok K. AhujaDocument3 paginiWind Pressure Distribution On Domical Roofs: Astha Verma, Ashok K. AhujaerpublicationÎncă nu există evaluări
- Air Vessel (Final Sent To AI) - 1Document38 paginiAir Vessel (Final Sent To AI) - 1hgagselim2012Încă nu există evaluări
- Seismic Design of Spherical Liquid Storage Tanks (COMPDYN 2011Document19 paginiSeismic Design of Spherical Liquid Storage Tanks (COMPDYN 2011paaryÎncă nu există evaluări
- Api 610Document11 paginiApi 610prakasharmyÎncă nu există evaluări
- BunkerDocument7 paginiBunkerSrinivasan GanesanÎncă nu există evaluări
- Annals 2006 2 32 PDFDocument6 paginiAnnals 2006 2 32 PDFOctaviano Maria OscarÎncă nu există evaluări
- m3 CalculationDocument45 paginim3 CalculationHgagselim Selim100% (1)
- Custom Incentives: Tank Insulation CalculatorDocument4 paginiCustom Incentives: Tank Insulation CalculatorManikandan MÎncă nu există evaluări
- Roof Air Rising of An Ammonia Storage Tank at KPICDocument12 paginiRoof Air Rising of An Ammonia Storage Tank at KPICHgagselim Selim100% (1)
- Calculation API 650Document78 paginiCalculation API 650jamil93% (14)
- Doklad Dome KUT 2014 enDocument7 paginiDoklad Dome KUT 2014 enHgagselim SelimÎncă nu există evaluări
- Static & Fatigue Analysis of Pressure Vessel: Project ReportDocument38 paginiStatic & Fatigue Analysis of Pressure Vessel: Project ReportHgagselim SelimÎncă nu există evaluări
- Domes Eurosteel2011Document7 paginiDomes Eurosteel2011aquilesanchezÎncă nu există evaluări
- Purge With NitrogenDocument5 paginiPurge With Nitrogendeion29100% (1)
- Dome Roof Calc.Document3 paginiDome Roof Calc.Hgagselim SelimÎncă nu există evaluări
- Domes Eurosteel2011Document7 paginiDomes Eurosteel2011aquilesanchezÎncă nu există evaluări
- Autodesk Robot Structural Analysis Professional 2010 - Training Manual (Metric Version)Document178 paginiAutodesk Robot Structural Analysis Professional 2010 - Training Manual (Metric Version)ericfgÎncă nu există evaluări
- Head Section of Process Equipment DesignerDocument5 paginiHead Section of Process Equipment DesignerHgagselim SelimÎncă nu există evaluări
- Domes Eurosteel2011Document7 paginiDomes Eurosteel2011aquilesanchezÎncă nu există evaluări
- Static & Fatigue Analysis of Pressure Vessel: Project ReportDocument38 paginiStatic & Fatigue Analysis of Pressure Vessel: Project ReportHgagselim SelimÎncă nu există evaluări
- Self - Supporting Dome Roof On Tank With V 70 000 M Capacity. New Approaches To DesignDocument6 paginiSelf - Supporting Dome Roof On Tank With V 70 000 M Capacity. New Approaches To DesignReda ArifÎncă nu există evaluări
- A Biogas Decision Support System ToolDocument9 paginiA Biogas Decision Support System ToolHgagselim SelimÎncă nu există evaluări
- Aluminum Geodesic Dome Roof Design Phases 1 PDFDocument10 paginiAluminum Geodesic Dome Roof Design Phases 1 PDFZahra Nser AldeinÎncă nu există evaluări
- Qw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationDocument7 paginiQw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationHgagselim SelimÎncă nu există evaluări
- 96-QC20-J-415 - DESIGN CALCULATION OF STEEL TANK FOR GHAZYAL-REV (D) .pdf02Document35 pagini96-QC20-J-415 - DESIGN CALCULATION OF STEEL TANK FOR GHAZYAL-REV (D) .pdf02Hgagselim Selim100% (2)
- Single Col - Tank-2013Document35 paginiSingle Col - Tank-2013Hgagselim SelimÎncă nu există evaluări
- Furnace Tubes, Centrifugally CastDocument10 paginiFurnace Tubes, Centrifugally CastAleem QureshiÎncă nu există evaluări
- BS en 22553 1995Document59 paginiBS en 22553 1995sourav bohrayÎncă nu există evaluări
- Grade 8 Week 1 CARPENTRY Q2Document7 paginiGrade 8 Week 1 CARPENTRY Q2Israel Marquez50% (2)
- FittingDocument2 paginiFittingKhairul FitryÎncă nu există evaluări
- Electric Induction Furnace Definition and Working PrincipleDocument16 paginiElectric Induction Furnace Definition and Working PrincipleMURSELIM ALIÎncă nu există evaluări
- Boehler Welding QLine OverviewDocument4 paginiBoehler Welding QLine OverviewcarlosÎncă nu există evaluări
- Basic Interview Questions on Metal Cutting TechniquesDocument8 paginiBasic Interview Questions on Metal Cutting TechniquesVivek BajpaiÎncă nu există evaluări
- SAP Siemens-NXCad-LeadgenDocument22 paginiSAP Siemens-NXCad-LeadgenDeep sharmaÎncă nu există evaluări
- Kra Eipl Qa 2020Document36 paginiKra Eipl Qa 2020venkata rami reddyÎncă nu există evaluări
- PTC21070602301S-LD01 IEC60598-2-1 Test ReportDocument41 paginiPTC21070602301S-LD01 IEC60598-2-1 Test Reportpdyba13Încă nu există evaluări
- As 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsDocument6 paginiAs 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsSAI Global - APACÎncă nu există evaluări
- South32 Operator Hauler JobDocument1 paginăSouth32 Operator Hauler JobKagisho Dorcas DrinkwaterÎncă nu există evaluări
- PetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Document9 paginiPetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Gonzalo TelleríaÎncă nu există evaluări
- Plate Heat Exchanger Gaskets WEBSITEDocument2 paginiPlate Heat Exchanger Gaskets WEBSITESHAKEEL ISMAIL LAMBAYÎncă nu există evaluări
- Techniques Tips For Polishing PDFDocument6 paginiTechniques Tips For Polishing PDFrobin parmarÎncă nu există evaluări
- Saudi Aramco Inspection ChecklistDocument8 paginiSaudi Aramco Inspection Checklistnisha_khan0% (1)
- Weld Restoration of Disk - Example of Elliott Repair TechnologyDocument49 paginiWeld Restoration of Disk - Example of Elliott Repair TechnologyMachineryengÎncă nu există evaluări
- Ferrous Metal P-Numbers and SpecificationsDocument3 paginiFerrous Metal P-Numbers and SpecificationsSolikhul Haris0% (1)
- Connection of Roof Battens To Timber Rafters in Light Weight Metal Roof Sheet ConstructionDocument3 paginiConnection of Roof Battens To Timber Rafters in Light Weight Metal Roof Sheet ConstructionAnthony LeilyÎncă nu există evaluări
- Painting Specification & Procedure GuideDocument2 paginiPainting Specification & Procedure Guidesabir hussainÎncă nu există evaluări
- IEEE STD C57.12.29-2005Document31 paginiIEEE STD C57.12.29-2005abdou samiÎncă nu există evaluări
- PO - FROM - 01 04 13to30 04 17Document667 paginiPO - FROM - 01 04 13to30 04 17Edgar KlerksÎncă nu există evaluări
- TDS T 24 Grid Sus UpdatedDocument4 paginiTDS T 24 Grid Sus UpdatedSHEERAZ AHMAD (SHEERAZ A. BUTT)Încă nu există evaluări
- Petronas Technical Standards: GratingsDocument18 paginiPetronas Technical Standards: GratingsFirdausi Fauzi100% (1)
- Grinding Technology GMO 0252Document88 paginiGrinding Technology GMO 0252hudarusliÎncă nu există evaluări
- Cathodicprotection System For Fleet MooringDocument66 paginiCathodicprotection System For Fleet MooringAlberto FozÎncă nu există evaluări
- 7-Welded ConnectionsDocument54 pagini7-Welded ConnectionsetemÎncă nu există evaluări
- 11.igtr Aurangabad MCCCT CurriculamDocument19 pagini11.igtr Aurangabad MCCCT CurriculamMSME Technology CentreÎncă nu există evaluări
- Techniques of Value Analysis and Engineering by Lawrence D MilesDocument383 paginiTechniques of Value Analysis and Engineering by Lawrence D MilesGeorge Mathew86% (37)
- Project Report On Chemical IndustryDocument117 paginiProject Report On Chemical IndustryPragati Hegde100% (1)