S-ar putea să vă placă și
- Tarea de Costos Semana 8Document6 paginiTarea de Costos Semana 8evelyn ibaceta88% (8)
- Proyecto Final SIGDocument17 paginiProyecto Final SIGevelyn ibaceta100% (8)
- Proyecto Final SIGDocument17 paginiProyecto Final SIGevelyn ibaceta100% (8)
- Tarea 8 - Investigación de Operaciones IaccDocument8 paginiTarea 8 - Investigación de Operaciones Iaccmilena86% (22)
- Tarea 1 Control Estadisticos de ProcesosDocument6 paginiTarea 1 Control Estadisticos de Procesosevelyn ibaceta100% (3)
- Pedro Tarea 2 Finanzas Estrategicas.Document14 paginiPedro Tarea 2 Finanzas Estrategicas.alejandro castro100% (4)
- Tarea 4Document4 paginiTarea 4evelyn ibaceta83% (12)
- Tarea 4Document4 paginiTarea 4evelyn ibaceta83% (12)
- Tarea Semana 5 Control EstadisticoDocument5 paginiTarea Semana 5 Control Estadisticoevelyn100% (3)
- Barbara Yañez Tarea5Document6 paginiBarbara Yañez Tarea5Bárbara Yañez CastroÎncă nu există evaluări
- David - Medina - Semana 9 .TerDocument12 paginiDavid - Medina - Semana 9 .Teragustin medina67% (6)
- Tarea Semana 2, Control Estadistico de ProcesosDocument14 paginiTarea Semana 2, Control Estadistico de ProcesosJavier lagos100% (5)
- Investigación de Operaciones - Tarea Semana 4 - Pablo - LinerosDocument3 paginiInvestigación de Operaciones - Tarea Semana 4 - Pablo - LinerosPablo Lineros De Viviana100% (1)
- Guillemo - Cereceda - Tarea 2Document12 paginiGuillemo - Cereceda - Tarea 2GmoCereceda100% (6)
- Tarea Semana 1 - Control Estadístico de ProcesosDocument9 paginiTarea Semana 1 - Control Estadístico de ProcesosAntonio Soto Avendaño100% (1)
- Tarea 8Document7 paginiTarea 8Paulina Rosas87% (15)
- Pedro - Arancibia - Proyecto FinalDocument15 paginiPedro - Arancibia - Proyecto FinalPedro Arancibia91% (11)
- Tarea 3 Adm. de Operaciones.Document5 paginiTarea 3 Adm. de Operaciones.alejandro castro57% (14)
- LuisRojas Tarea2Document11 paginiLuisRojas Tarea2Lester Aguilar Muñoz67% (6)
- Tarea Semana 6 Control EstadisticoDocument7 paginiTarea Semana 6 Control Estadisticoevelyn67% (9)
- Sergio - Mundaca - Semana 4 Finanzas EstrategicasDocument7 paginiSergio - Mundaca - Semana 4 Finanzas EstrategicasMichelle Fredes50% (2)
- ControlNº8 Nelson FernandezDocument5 paginiControlNº8 Nelson FernandezFernando Berrios Vargas100% (3)
- Tarea Semana 8 Control EstadisticoDocument5 paginiTarea Semana 8 Control Estadisticoevelyn80% (5)
- Valeria Cayul Tarea5Document3 paginiValeria Cayul Tarea5Valeria Cayul90% (10)
- Tarea 3 Adm - OperacionesDocument7 paginiTarea 3 Adm - Operacionesevelyn80% (5)
- Procesos de InvestigacionDocument9 paginiProcesos de InvestigacionDiego Orellana100% (2)
- Semana 7 Finanzas EstrategicasDocument4 paginiSemana 7 Finanzas EstrategicasLuis Hernan Apablaza Zamora100% (5)
- Gustavo Gutierrez Tarea 1Document7 paginiGustavo Gutierrez Tarea 1Gabriela Gutiérrez100% (2)
- Guillermo - Cereceda - Tarea 8Document6 paginiGuillermo - Cereceda - Tarea 8GmoCereceda86% (7)
- Alberto Espinoza F Administracion OperacionesDocument6 paginiAlberto Espinoza F Administracion OperacionesTotalproyecto SA100% (5)
- Pedro Arancibia Semana4Document6 paginiPedro Arancibia Semana4Pedro Arancibia100% (3)
- Valeria - Cayul - Tarea7 Control Estadistico de ProcesosDocument3 paginiValeria - Cayul - Tarea7 Control Estadistico de ProcesosValeria Cayul100% (11)
- Foro FE S8Document5 paginiForo FE S8Michael martinez0% (1)
- Claudio Apablaza Tarea5Document5 paginiClaudio Apablaza Tarea5Claudio Apablaza100% (6)
- Tarea 6Document5 paginiTarea 6evelyn ibacetaÎncă nu există evaluări
- Tarea 6Document6 paginiTarea 6evelyn ibaceta100% (1)
- Tarea 6Document5 paginiTarea 6evelyn ibacetaÎncă nu există evaluări
- Tarea 7Document4 paginiTarea 7evelyn ibacetaÎncă nu există evaluări
- Proyecto FinalDocument13 paginiProyecto Finalevelyn ibaceta100% (1)
- Memoria de Liquidacion EconomicaDocument20 paginiMemoria de Liquidacion EconomicaJhosep Stalin Flores Prado100% (2)
- MaricelSobarzo Tarea4Document7 paginiMaricelSobarzo Tarea4MaricelSobarzoÎncă nu există evaluări
- Tarea Semana 3. Control Estadistico de ProcesosDocument9 paginiTarea Semana 3. Control Estadistico de ProcesosJavier lagosÎncă nu există evaluări
- Tarea 4 Control EstadisticoDocument4 paginiTarea 4 Control Estadisticoevelyn100% (1)
- Semana 6 Carlos CabreraDocument6 paginiSemana 6 Carlos CabreraJUAN ANDRES CORTEZ100% (3)
- Alexis Baeza Tarea S62020Document6 paginiAlexis Baeza Tarea S62020Alexis Artys Bulla100% (2)
- Tarea 8 Administración de OperacionesDocument6 paginiTarea 8 Administración de OperacionesOskar Carvajal Perez100% (2)
- Tarea Semana 8 Adm. de OperacionesDocument6 paginiTarea Semana 8 Adm. de Operacionesevelyn0% (3)
- Tarea Semana 5 Adm - OperacionesDocument5 paginiTarea Semana 5 Adm - Operacionesevelyn100% (4)
- Tarea S2Document6 paginiTarea S2andres100% (2)
- Tarea 6Document6 paginiTarea 6ingrid oyarzo garces100% (5)
- Tarea Semana 1. Calidad Total y Mejoramiento Continuo. Camila AlvarezDocument9 paginiTarea Semana 1. Calidad Total y Mejoramiento Continuo. Camila Alvareznicolas100% (3)
- Tarea Semana 3 Control Estadístico de ProcesosDocument5 paginiTarea Semana 3 Control Estadístico de ProcesosAntonio Soto Avendaño100% (3)
- Andres Barrrantes Tarea 4Document7 paginiAndres Barrrantes Tarea 4Andres Barrantes100% (1)
- Asignación Clase 1Document4 paginiAsignación Clase 1DANIELA ESTAYÎncă nu există evaluări
- Tarea Semana 7 Control EstadisticoDocument5 paginiTarea Semana 7 Control Estadisticoevelyn100% (1)
- Barbara Yañez Tarea8Document6 paginiBarbara Yañez Tarea8Bárbara Yañez Castro100% (2)
- Manuel Molina Tarea Semana 4 Administracion de OperacionesDocument7 paginiManuel Molina Tarea Semana 4 Administracion de OperacionesFernando Berrios VargasÎncă nu există evaluări
- Ivan Calizario Control1Document5 paginiIvan Calizario Control1kler100% (1)
- Semana 2 Carlos CabreraDocument4 paginiSemana 2 Carlos Cabrerajuan cortez arredondo100% (1)
- Tarea Semana 7 David Gonzales Investigacion OPDocument4 paginiTarea Semana 7 David Gonzales Investigacion OPIgnacio Carrizo91% (22)
- Felipe - Jorquera Tarea4Document6 paginiFelipe - Jorquera Tarea4Felipe Jorquera100% (2)
- Control Semana 4, Control Estadistico de ProcesosDocument9 paginiControl Semana 4, Control Estadistico de ProcesosJavier lagos100% (1)
- Tarea Semana 3.Document7 paginiTarea Semana 3.yas83% (6)
- Alberto Espinozaf Tarea 1Document7 paginiAlberto Espinozaf Tarea 1Totalproyecto SA100% (2)
- Tarea Semana 2, Adm - OperacionesDocument6 paginiTarea Semana 2, Adm - Operacionesevelyn ibaceta83% (6)
- Macarena Cancino Tarea5Document8 paginiMacarena Cancino Tarea5Macarena CancinoÎncă nu există evaluări
- Pedro - Arancibia - Semana 5Document9 paginiPedro - Arancibia - Semana 5Pedro ArancibiaÎncă nu există evaluări
- Jorge - Sanhueza - Tarea S2Document11 paginiJorge - Sanhueza - Tarea S2Jorge Sanhueza MargottaÎncă nu există evaluări
- Tarea Semana 2 FinanzasDocument10 paginiTarea Semana 2 Finanzasmatias vargas apablazaÎncă nu există evaluări
- CEP Semana2Document9 paginiCEP Semana2Pablo UrraÎncă nu există evaluări
- Tarea 3Document10 paginiTarea 3evelyn ibaceta86% (7)
- Tarea 7Document4 paginiTarea 7evelyn ibaceta100% (1)
- Tarea 2Document8 paginiTarea 2evelyn ibacetaÎncă nu există evaluări
- Tarea 1 Formulacion y Evaluacion de ProyectosDocument6 paginiTarea 1 Formulacion y Evaluacion de Proyectosevelyn ibacetaÎncă nu există evaluări
- Tarea 8Document8 paginiTarea 8evelyn ibacetaÎncă nu există evaluări
- Tarea Semana 6 Calidad TotalDocument5 paginiTarea Semana 6 Calidad Totalevelyn ibacetaÎncă nu există evaluări
- Tarea Semana 2 Calidad Total - AsdDocument7 paginiTarea Semana 2 Calidad Total - Asdevelyn ibaceta100% (5)
- Tarea 1 Innovacion y EmprendimientoDocument4 paginiTarea 1 Innovacion y Emprendimientoevelyn ibacetaÎncă nu există evaluări
- Tarea Semana 6 INNOVACION Y EMPRENDIMIENTODocument5 paginiTarea Semana 6 INNOVACION Y EMPRENDIMIENTOevelyn ibacetaÎncă nu există evaluări
- Tarea 6Document6 paginiTarea 6evelyn ibacetaÎncă nu există evaluări
- Proyecto FinalDocument8 paginiProyecto Finalevelyn ibaceta100% (1)
- Tarea 8Document5 paginiTarea 8evelyn ibacetaÎncă nu există evaluări
- Tarea 7Document6 paginiTarea 7evelyn ibacetaÎncă nu există evaluări
- Tarea 5Document11 paginiTarea 5evelyn ibacetaÎncă nu există evaluări
- Tarea 6Document5 paginiTarea 6evelyn ibacetaÎncă nu există evaluări
- Ramirez Florencia EnsayofinalDocument15 paginiRamirez Florencia EnsayofinalfloramirezgoÎncă nu există evaluări
- TAREA. Semana 3. MacroDocument7 paginiTAREA. Semana 3. MacroJessica RodriguezÎncă nu există evaluări
- GFPI-F-019 - Formato - Guia - de - Aprendizaje Excel BásicoDocument8 paginiGFPI-F-019 - Formato - Guia - de - Aprendizaje Excel BásicoDary ChiquiÎncă nu există evaluări
- Mandatario Del AutomotorDocument29 paginiMandatario Del AutomotorEmïliano Sanchez100% (1)
- Plan Anual TrabajoDocument22 paginiPlan Anual TrabajoRosario amparo talavera girondaÎncă nu există evaluări
- 24-Procedimiento de Investigación y Registro de Accidentes e Incidentes - ALICORPDocument11 pagini24-Procedimiento de Investigación y Registro de Accidentes e Incidentes - ALICORPJosuke RiveraÎncă nu există evaluări
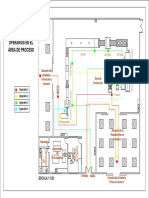
- 2.plano de La Distribución de OperariosDocument1 pagină2.plano de La Distribución de OperariosMaria Renee Quintanilla VidalÎncă nu există evaluări
- Informe Teoria de SistemasDocument2 paginiInforme Teoria de Sistemasalejandro reyesÎncă nu există evaluări
- Licenciatura en Derecho: Relaciones Colectivas de Trabajo y Seguridad SocialDocument30 paginiLicenciatura en Derecho: Relaciones Colectivas de Trabajo y Seguridad SocialSofía LópezÎncă nu există evaluări
- Semana 6 - EtnografíaDocument40 paginiSemana 6 - EtnografíaKarma DrawssÎncă nu există evaluări
- Rof 2022Document118 paginiRof 2022David ZeladaÎncă nu există evaluări
- Simulador de Paracaidismo ... Producto1Document15 paginiSimulador de Paracaidismo ... Producto1Bismar FrancesÎncă nu există evaluări
- Actividad 3 - Abc Del InversionistaDocument7 paginiActividad 3 - Abc Del InversionistaValeria Cutiva gutierrezÎncă nu există evaluări
- Guía 1544850242 Envio Nac 0.250 KG Consignación (CCS) (Ruta:959)Document1 paginăGuía 1544850242 Envio Nac 0.250 KG Consignación (CCS) (Ruta:959)Jonathan BricenoÎncă nu există evaluări
- NCLDocument3 paginiNCLlilolasterÎncă nu există evaluări
- Cocinas OcultasDocument2 paginiCocinas Ocultascarlos gaitanÎncă nu există evaluări
- Pacial Politica Economica y SocialDocument19 paginiPacial Politica Economica y SocialSantisimo ColÎncă nu există evaluări
- Herramientas de TallerDocument29 paginiHerramientas de TallerLimbert ToledoÎncă nu există evaluări
- Organizar El Estado de La Situación Financiera y El Estado de ResultadosDocument4 paginiOrganizar El Estado de La Situación Financiera y El Estado de ResultadosMiguel Yesit Perez AnayaÎncă nu există evaluări
- Audi Contable1 161204184932 PDFDocument66 paginiAudi Contable1 161204184932 PDFyudit100% (1)
- SESION4Document9 paginiSESION4tavoÎncă nu există evaluări
- Coba Biolife: ConceptosDocument1 paginăCoba Biolife: ConceptosCONSUMO BASICOÎncă nu există evaluări
- Actividad 3 Unidad 1 Reporte de Investigación.Document22 paginiActividad 3 Unidad 1 Reporte de Investigación.William CoyoltÎncă nu există evaluări
- Documentos Actualizacion Web San Bernardino 2023Document11 paginiDocumentos Actualizacion Web San Bernardino 2023Cesar Augusto Peña MoraÎncă nu există evaluări
- Implementacion Del Sistema de Gestión AmbientalDocument16 paginiImplementacion Del Sistema de Gestión Ambientaloscar corazonÎncă nu există evaluări
- Hilados y Tejidos Andina S ADocument9 paginiHilados y Tejidos Andina S ASelenis Paola BELTRAN MADRIGALÎncă nu există evaluări
- Taller de EmprendedoresDocument17 paginiTaller de EmprendedoresVENESIA ANILU COCOM HERRERAÎncă nu există evaluări
- Taller - 18 - A - Tipos - de - Informe - NIAs 2018Document6 paginiTaller - 18 - A - Tipos - de - Informe - NIAs 2018MANUALES0326Încă nu există evaluări
- Estado de Cuenta - Tarjeta Visa2 OroDocument2 paginiEstado de Cuenta - Tarjeta Visa2 OrochatygtÎncă nu există evaluări