S-ar putea să vă placă și
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- A A 11090Document4 paginiA A 11090Raúl Rosalino Pérez GómezÎncă nu există evaluări
- Carga SuspensionesDocument17 paginiCarga SuspensionesHeriberto ColqueÎncă nu există evaluări
- AA02193C STRG Pin Wear Checks and SizesDocument8 paginiAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteÎncă nu există evaluări
- LUBRICACIONDocument6 paginiLUBRICACIONOrlando LaraÎncă nu există evaluări
- Fa 980e-5 A5003-Up Ceaw009702-190-205Document16 paginiFa 980e-5 A5003-Up Ceaw009702-190-205EDSON JONATHAN SALINAS AYALAÎncă nu există evaluări
- AA02083G Approved GE LubesDocument4 paginiAA02083G Approved GE LubesSebastiao Duarte100% (1)
- WATER SPRINKLER - 713317-320-Service - Parts Manual - 019 PDFDocument1 paginăWATER SPRINKLER - 713317-320-Service - Parts Manual - 019 PDFKumganbayev NurbolatÎncă nu există evaluări
- Analisis de Motor de Traccion 730EDocument29 paginiAnalisis de Motor de Traccion 730ERimbertÎncă nu există evaluări
- 930e4 Cerrejon Retarding Grid Assembly 1 3 58F-06-01590 PDFDocument2 pagini930e4 Cerrejon Retarding Grid Assembly 1 3 58F-06-01590 PDFfernandojÎncă nu există evaluări
- Electrical Dump Truck 980E-4: Introduction of ProductsDocument6 paginiElectrical Dump Truck 980E-4: Introduction of Productssamsularief03100% (1)
- AA00046C Partes & Servicios SM930E-4Document9 paginiAA00046C Partes & Servicios SM930E-4Emmanuel Torres HerreraÎncă nu există evaluări
- Plano Hid. 797F PDFDocument32 paginiPlano Hid. 797F PDFJhona Cruz100% (1)
- Códigos Falla GE (Más Nuevo)Document15 paginiCódigos Falla GE (Más Nuevo)Rodrigo RamirezÎncă nu există evaluări
- Mining Truck Technology: Leadership Review: Trolley Assist Donald LindellDocument20 paginiMining Truck Technology: Leadership Review: Trolley Assist Donald LindellManuel Montenegro PérezÎncă nu există evaluări
- Operation & Maintenance Manual: Dump TruckDocument108 paginiOperation & Maintenance Manual: Dump TruckFútbol y másÎncă nu există evaluări
- Aa130019 PSNDocument4 paginiAa130019 PSNRaziel Postigo MezaÎncă nu există evaluări
- AA06051A Enlarge GDY Drain HolesDocument3 paginiAA06051A Enlarge GDY Drain HolesSebastiao DuarteÎncă nu există evaluări
- Truck Body and Canopy - RemoveDocument5 paginiTruck Body and Canopy - RemoveBelimar CostaÎncă nu există evaluări
- Manual Mnatencion 930E-2Document158 paginiManual Mnatencion 930E-2Luis TorresÎncă nu există evaluări
- Salesgram: Cat 797F Operating Cost Reductions - Phase 5 SummaryDocument7 paginiSalesgram: Cat 797F Operating Cost Reductions - Phase 5 SummaryEdgardo Roldan H-E PartsÎncă nu există evaluări
- Parts & Service News: Component Code Ref No. DateDocument9 paginiParts & Service News: Component Code Ref No. DateAntony Armando Huaylla QuispeÎncă nu există evaluări
- KG 850,650 LB: Maximum GVWDocument4 paginiKG 850,650 LB: Maximum GVWRohmanÎncă nu există evaluări
- KG 650,000 LB 172 T 190 U.S. Ton 1491 KW 2,000 HP: Maximum GVW Payload Gross HorsepowerDocument4 paginiKG 650,000 LB 172 T 190 U.S. Ton 1491 KW 2,000 HP: Maximum GVW Payload Gross HorsepowerJavierPariÎncă nu există evaluări
- O&m 930e Afe48-A Afe-48-N DG711 PDFDocument158 paginiO&m 930e Afe48-A Afe-48-N DG711 PDFdarioÎncă nu există evaluări
- 930E 5 AESS921 00 EV2 v1 Specification-SheetDocument20 pagini930E 5 AESS921 00 EV2 v1 Specification-SheetFernando López HonoresÎncă nu există evaluări
- 01 GEK - 91673 AC OHV - IntroductionDocument2 pagini01 GEK - 91673 AC OHV - IntroductionNicole Smith100% (1)
- Manual de Armado 830E1 A-C PDFDocument400 paginiManual de Armado 830E1 A-C PDFCarlos Rolando Lopez Chavez0% (1)
- GEK - 91741 Dynamic Retarding AssemblyDocument10 paginiGEK - 91741 Dynamic Retarding AssemblyKJDNKJZEFÎncă nu există evaluări
- AA02128 (730E and 83OE Cracks in Drive Tube)Document2 paginiAA02128 (730E and 83OE Cracks in Drive Tube)Claudio Guin GodoyÎncă nu există evaluări
- OHV PedigreeDocument20 paginiOHV PedigreeMariorosales MendezÎncă nu există evaluări
- 730E (AC) Spec Sheet PDFDocument16 pagini730E (AC) Spec Sheet PDFsoufiane OkÎncă nu există evaluări
- 530M-1/4 Parts and Service News - Kac Product: PT United Tractors TBK Service DivisionDocument24 pagini530M-1/4 Parts and Service News - Kac Product: PT United Tractors TBK Service DivisionLodyÎncă nu există evaluări
- Haulmax HaulTruck 11.21.13 FINALDocument2 paginiHaulmax HaulTruck 11.21.13 FINALjogremaurÎncă nu există evaluări
- Weld Repair Procedure For The Rear Axle A-Frame On 776 & 777 Off-Highway Trucks (0679, 3260, 3268)Document25 paginiWeld Repair Procedure For The Rear Axle A-Frame On 776 & 777 Off-Highway Trucks (0679, 3260, 3268)Israel MirandaÎncă nu există evaluări
- AA02032 (830E Frame Repair For Cracking)Document3 paginiAA02032 (830E Frame Repair For Cracking)Claudio Guin GodoyÎncă nu există evaluări
- The Mining Truck T 282 BDocument14 paginiThe Mining Truck T 282 BVian MadridistaÎncă nu există evaluări
- MT4400 Central Service SystemDocument5 paginiMT4400 Central Service SystemJohn GrayÎncă nu există evaluări
- Series II Wheel LoaderDocument24 paginiSeries II Wheel LoaderCARLA EMANOELE LABIAPARI NASCIMENTOÎncă nu există evaluări
- Descripcion de Mobile Equipment (AAQ AUG19)Document3 paginiDescripcion de Mobile Equipment (AAQ AUG19)andre taypeÎncă nu există evaluări
- DG743 PDFDocument977 paginiDG743 PDFtechnical trainer 011cÎncă nu există evaluări
- 930 EnewDocument92 pagini930 EnewRoberto Carrasco100% (3)
- Camion Electrico CatDocument30 paginiCamion Electrico CatYamid ArtetaÎncă nu există evaluări
- 793D Off-Highway Truck FDB00001-UP MACHINE POWERED BY 3516B EngineSEBP3976 - 13Document23 pagini793D Off-Highway Truck FDB00001-UP MACHINE POWERED BY 3516B EngineSEBP3976 - 13carlosÎncă nu există evaluări
- CAT SG 793 - Tire - OptionsDocument4 paginiCAT SG 793 - Tire - OptionsRicky Martin MartinÎncă nu există evaluări
- Kr-En052q Eh3500Document15 paginiKr-En052q Eh3500yong laxÎncă nu există evaluări
- Parts & Service News: Component Code Ref No. DateDocument3 paginiParts & Service News: Component Code Ref No. DateLodyÎncă nu există evaluări
- Kac 860e-1k PDFDocument16 paginiKac 860e-1k PDFdpomahÎncă nu există evaluări
- AA10049F GTA BRG Test ProcedureDocument45 paginiAA10049F GTA BRG Test ProcedureHECTORÎncă nu există evaluări
- EX5600Document28 paginiEX5600tehnoÎncă nu există evaluări
- 630e Sales Brochure Aess563-01 (2001) PDFDocument4 pagini630e Sales Brochure Aess563-01 (2001) PDFfernando chinchazoÎncă nu există evaluări
- Special Instruction 797fDocument600 paginiSpecial Instruction 797fLuisÎncă nu există evaluări
- Modificacion Arnes Sensor Temp Motores Eh4000ac2Document12 paginiModificacion Arnes Sensor Temp Motores Eh4000ac2willy torresÎncă nu există evaluări
- GEK - 91689 (2) GabineteDocument64 paginiGEK - 91689 (2) Gabinetemauricio suarezÎncă nu există evaluări
- SEBF9166 Repair Strut SupportDocument32 paginiSEBF9166 Repair Strut SupportPaul Angulo CabanillasÎncă nu există evaluări
- Camiones GrandesDocument3 paginiCamiones GrandesJesus AbadÎncă nu există evaluări
- Komatsu Haul Trucks Rev2 InstallationDocument30 paginiKomatsu Haul Trucks Rev2 InstallationHugo Victor Huayanca ValverdeÎncă nu există evaluări
- AA04034 - Sellos Ruedas MotricesDocument2 paginiAA04034 - Sellos Ruedas MotricesJose A. Basanta H.Încă nu există evaluări
- NE04 014revbDocument23 paginiNE04 014revbMarlene Yuriserll Ruiz MuñozÎncă nu există evaluări
- Steel Fuel Supply Tube Installation InstructionsDocument8 paginiSteel Fuel Supply Tube Installation InstructionsSean DuncanÎncă nu există evaluări
- REHS1841-06 General Welding Procedure (16-04-2012)Document20 paginiREHS1841-06 General Welding Procedure (16-04-2012)Andree Ayma NuñezÎncă nu există evaluări
- Gouging Procedure: 作 成 - - Drawing No. 審 査 - - 承 認 - - NameDocument5 paginiGouging Procedure: 作 成 - - Drawing No. 審 査 - - 承 認 - - NameAndree Ayma NuñezÎncă nu există evaluări
- Plano de Blindaje 24MDocument2 paginiPlano de Blindaje 24MAndree Ayma NuñezÎncă nu există evaluări
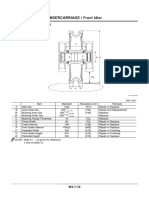
- UNDERCARRIAGE / Front Idler: Maintenance StandardDocument1 paginăUNDERCARRIAGE / Front Idler: Maintenance StandardAndree Ayma NuñezÎncă nu există evaluări
- Custom Configuration Liners 793HPDocument1 paginăCustom Configuration Liners 793HPAndree Ayma NuñezÎncă nu există evaluări
- Battle of Gonzalez Student WorksheetDocument2 paginiBattle of Gonzalez Student WorksheetXavierÎncă nu există evaluări
- Disinformation in Tigray: Manufacturing Consent For A Secessionist War (Summarized Report)Document20 paginiDisinformation in Tigray: Manufacturing Consent For A Secessionist War (Summarized Report)New Africa Institute80% (5)
- Name CardsDocument3 paginiName CardsdivineÎncă nu există evaluări
- Adelie 14 PDFDocument10 paginiAdelie 14 PDFMi24_Hind100% (2)
- Vietnams Intervention in Cambodia in International Law by Gary Klintworth Canberra Australian Government Publishing Service 1989 XV 193 PPDocument2 paginiVietnams Intervention in Cambodia in International Law by Gary Klintworth Canberra Australian Government Publishing Service 1989 XV 193 PPmai phương phạm đàoÎncă nu există evaluări
- Bible Covenants PDFDocument14 paginiBible Covenants PDFLove one anotherÎncă nu există evaluări
- 30 Dec 2015Document12 pagini30 Dec 2015RajeshscribdÎncă nu există evaluări
- WWI Trench Warfare SimulationDocument12 paginiWWI Trench Warfare SimulationTyler Kuster100% (2)
- TURN AROUND TIME 1st QUATER 2023.Document2 paginiTURN AROUND TIME 1st QUATER 2023.Richard SsenyondoÎncă nu există evaluări
- AfrMiGsV2 p217 218Document2 paginiAfrMiGsV2 p217 218Sérgio SantanaÎncă nu există evaluări
- VISTA VERDE - T2 - VinaDocument6 paginiVISTA VERDE - T2 - VinaHữu Thiên NguyenÎncă nu există evaluări
- Kitabul Hajj by Mufti Jashimuddin RahmaniDocument95 paginiKitabul Hajj by Mufti Jashimuddin RahmaniBanda CalcecianÎncă nu există evaluări
- Text - Input 200530 215405Document60 paginiText - Input 200530 215405hnhvhÎncă nu există evaluări
- IndonesiaDocument30 paginiIndonesiajeje chouÎncă nu există evaluări
- Discuss The Tragic Experiences of The Filipinos in The Hands of The Spaniards As Mentioned in The DocumentDocument2 paginiDiscuss The Tragic Experiences of The Filipinos in The Hands of The Spaniards As Mentioned in The DocumentMarian Grace BalladaresÎncă nu există evaluări
- Usman RADocument23 paginiUsman RAMuhammudÎncă nu există evaluări
- AtB'177 - Rhodes +battle For Koblenz '17 PDFDocument56 paginiAtB'177 - Rhodes +battle For Koblenz '17 PDFgenÎncă nu există evaluări
- Fundamental Rights of The StateDocument43 paginiFundamental Rights of The StateAinna Rose NaldaÎncă nu există evaluări
- Mahouka Koukou No Rettousei Vol. 31 - FutureDocument182 paginiMahouka Koukou No Rettousei Vol. 31 - FutureOfelia BordadoraÎncă nu există evaluări
- Torquato Tasso - Summary of Jerusalem DeliveredDocument7 paginiTorquato Tasso - Summary of Jerusalem DeliveredMicaPrepelicaÎncă nu există evaluări
- Week 7 - RizalDocument47 paginiWeek 7 - RizalJaredÎncă nu există evaluări
- 38 PDFDocument365 pagini38 PDFعالم القراءةÎncă nu există evaluări
- Hannibal Directive - Israeli Procedure Reignites Old DebateDocument4 paginiHannibal Directive - Israeli Procedure Reignites Old DebateAnthony ForwoodÎncă nu există evaluări
- Book 4 - Wolves and Dragons of The Blood - Michael J. CropoDocument2.935 paginiBook 4 - Wolves and Dragons of The Blood - Michael J. CropoCarlos Herrera0% (1)
- Balcanica: Institute For Balkan StudiesDocument27 paginiBalcanica: Institute For Balkan StudiesGajevic SlavenÎncă nu există evaluări
- Dokumen Keselamatan Pengawakan Minimum No:: Minimum Safe Manning DocumentDocument2 paginiDokumen Keselamatan Pengawakan Minimum No:: Minimum Safe Manning DocumentAlfilia KhoirunnisaÎncă nu există evaluări
- Lightning Link Plans (For The AR-15 Rifle)Document8 paginiLightning Link Plans (For The AR-15 Rifle)anthony100% (1)
- Riddick Dark AthenaDocument160 paginiRiddick Dark AthenaGuzman Serrano PerezÎncă nu există evaluări
- Luzon HospitalsDocument4 paginiLuzon HospitalsHazelÎncă nu există evaluări
- Rapid Capabilities Office - Air Force - Fact Sheet DisplayDocument3 paginiRapid Capabilities Office - Air Force - Fact Sheet Display信息Încă nu există evaluări