S-ar putea să vă placă și
- Problemas de RefrigeracionDocument37 paginiProblemas de RefrigeracionJeffersonÎncă nu există evaluări
- DEBER3Document2 paginiDEBER3JeffersonÎncă nu există evaluări
- Tablas de RefrigeraciónDocument20 paginiTablas de RefrigeraciónJeffersonÎncă nu există evaluări
- Formatoficha TurbinaDocument10 paginiFormatoficha TurbinaJeffersonÎncă nu există evaluări
- Plan de Mantenimiento para Un Pozo PetroleroDocument15 paginiPlan de Mantenimiento para Un Pozo PetroleroJeffersonÎncă nu există evaluări
- Problemas de RefrigeracionDocument37 paginiProblemas de RefrigeracionJeffersonÎncă nu există evaluări
- Medicion de CorrosionDocument8 paginiMedicion de CorrosionJefferson100% (1)
- Los Accidentes y CostosDocument25 paginiLos Accidentes y CostosJeffersonÎncă nu există evaluări
- Practica1 A - MDocument4 paginiPractica1 A - MJeffersonÎncă nu există evaluări
- LAB TRONICA - P6 - Medina, InsuastiDocument6 paginiLAB TRONICA - P6 - Medina, InsuastiJeffersonÎncă nu există evaluări
- DIAPOSITIVAS1 - 2BIM - SEGURIDAD - INDUSTRIAL - MEC8J3 - GR1 SeñaletDocument32 paginiDIAPOSITIVAS1 - 2BIM - SEGURIDAD - INDUSTRIAL - MEC8J3 - GR1 SeñaletJeffersonÎncă nu există evaluări
- Practica 4Document3 paginiPractica 4JeffersonÎncă nu există evaluări
- Te QueremosDocument1 paginăTe QueremosRoy Flores CastilloÎncă nu există evaluări
- Infografía Historia Clínica GA3-230101280-AA1-EV02Document5 paginiInfografía Historia Clínica GA3-230101280-AA1-EV02gloria pizarroÎncă nu există evaluări
- Teclado Pacom 1062 16Document5 paginiTeclado Pacom 1062 16daniel garces davilaÎncă nu există evaluări
- Actividad Cap 3 PDFDocument10 paginiActividad Cap 3 PDFalaitz2905Încă nu există evaluări
- Guia 18 Evaluar Acciones y Resultados Del EventoDocument16 paginiGuia 18 Evaluar Acciones y Resultados Del EventoJorge CalleÎncă nu există evaluări
- DJI RC User Manual v1.0 ESDocument20 paginiDJI RC User Manual v1.0 EScapostyperÎncă nu există evaluări
- RENDIMIENTOSDocument20 paginiRENDIMIENTOSEsteban Alonso HernandezÎncă nu există evaluări
- Ética en El Manejo de La Información 1Document4 paginiÉtica en El Manejo de La Información 1Maria camila escalante perezÎncă nu există evaluări
- Dulces MomentosDocument10 paginiDulces MomentosAléx Bravo100% (1)
- Constante de Prisma - MMDocument3 paginiConstante de Prisma - MMgimbert60% (5)
- INF. TÉC. DT. N°22138PRS221006ALR - Prueba de RugosidadDocument3 paginiINF. TÉC. DT. N°22138PRS221006ALR - Prueba de RugosidadCalidad CymsaÎncă nu există evaluări
- 29 Diciembre de 2004: Provincia de Río Negro Consejo Provincial de EducaciónDocument11 pagini29 Diciembre de 2004: Provincia de Río Negro Consejo Provincial de Educacióngvs mynÎncă nu există evaluări
- Catalogo de Valvulas Bendix PDFDocument81 paginiCatalogo de Valvulas Bendix PDFJuan Carlos Fuentes80% (5)
- 3.1 Plan de Acción 3er Grado Primer CicloDocument6 pagini3.1 Plan de Acción 3er Grado Primer CicloMadai Instituto Técnico profesional CristianoÎncă nu există evaluări
- Microcurriculo CONTAB PRESUP PUBLICODocument6 paginiMicrocurriculo CONTAB PRESUP PUBLICORichard LopezÎncă nu există evaluări
- Catalogo de Partes Tt250 AdventourDocument7 paginiCatalogo de Partes Tt250 AdventourJuancho VargasÎncă nu există evaluări
- Guia Iniciacion FPV AdvdronDocument44 paginiGuia Iniciacion FPV AdvdronGabrielc28Încă nu există evaluări
- Actividad 2 ÉticaDocument4 paginiActividad 2 ÉticaMelina9393Încă nu există evaluări
- Cadena de Suministro de La Coca ColaDocument20 paginiCadena de Suministro de La Coca ColaThalia Ortiz Cano100% (1)
- Anotaciones Entrega Jueves 29Document1 paginăAnotaciones Entrega Jueves 29javi_ariÎncă nu există evaluări
- Trabajo Final Fundamentos 2Document22 paginiTrabajo Final Fundamentos 2Jessica BritoÎncă nu există evaluări
- Turbina de GasDocument19 paginiTurbina de GasStevhey SánchezÎncă nu există evaluări
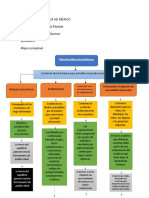
- Distritos de Riego de MéxicoDocument16 paginiDistritos de Riego de MéxicoHeimdallBifröstÎncă nu există evaluări
- AnuladoDocument4 paginiAnuladojuan sebastian restrepo sanchezÎncă nu există evaluări
- Demanda de Agua EmbotelladaDocument8 paginiDemanda de Agua EmbotelladaM.esther C.gutierrezÎncă nu există evaluări
- Cambio en El Reglamento para Elegir Abanderados en El SecundarioDocument6 paginiCambio en El Reglamento para Elegir Abanderados en El SecundarioFederico LemosÎncă nu există evaluări
- PREMIO Cera Crema - MSDSDocument2 paginiPREMIO Cera Crema - MSDSjoraf81Încă nu există evaluări
- Alarcon Guzman Actividad 2Document2 paginiAlarcon Guzman Actividad 2Nolo EstevesÎncă nu există evaluări
- Fundamentos en Mercadotecnia Unidad 1 - 2Document224 paginiFundamentos en Mercadotecnia Unidad 1 - 2Nathaly VillavicencioÎncă nu există evaluări
- Actividad 2 Plan de Negocios para Un Contexto EspecificoDocument10 paginiActividad 2 Plan de Negocios para Un Contexto Especificodeicy bermudezÎncă nu există evaluări