S-ar putea să vă placă și
- Kiln Ring GapDocument3 paginiKiln Ring Gapamir100% (2)
- Contractor Quality Control Plan For Insulation WorkDocument2 paginiContractor Quality Control Plan For Insulation WorkCak Nhass100% (1)
- Types of Welding ElectrodesDocument34 paginiTypes of Welding ElectrodesAileen May Caminero SumampaoÎncă nu există evaluări
- TRL615Document36 paginiTRL615Peyman MznÎncă nu există evaluări
- Pavement Thickness DesignDocument28 paginiPavement Thickness DesignGuido OrtizÎncă nu există evaluări
- Life Cycle Cost Analysis Comparison of Hot Mix Asphalt and Reclaimed Asphalt Pavement: A Case StudyDocument14 paginiLife Cycle Cost Analysis Comparison of Hot Mix Asphalt and Reclaimed Asphalt Pavement: A Case Studyrahul kumarÎncă nu există evaluări
- Chilled Water Systems Rev2 PDFDocument31 paginiChilled Water Systems Rev2 PDF123john123100% (1)
- ITP - Public Address InstallationDocument9 paginiITP - Public Address InstallationGultom Juliana LiliesÎncă nu există evaluări
- AGPT06-09 Guide To Pavement Technology Part 6 Unsealed Pavements PDFDocument87 paginiAGPT06-09 Guide To Pavement Technology Part 6 Unsealed Pavements PDFThomasJohnnoStevensonÎncă nu există evaluări
- Analysis of Durability and Strength of Cement Treated Soils For Sub-Base and Base Layers of PavementDocument16 paginiAnalysis of Durability and Strength of Cement Treated Soils For Sub-Base and Base Layers of PavementIJRASETPublicationsÎncă nu există evaluări
- Device Fabrication Technology: Modern Semiconductor Devices For Integrated Circuits (C. Hu) Slide 3-1Document40 paginiDevice Fabrication Technology: Modern Semiconductor Devices For Integrated Circuits (C. Hu) Slide 3-1Green HeartÎncă nu există evaluări
- Aisc Design Examples v14Document125 paginiAisc Design Examples v14Daniyal Ahmed100% (2)
- Wear Rings: Contributed by Zoeller Engineering DepartmentDocument2 paginiWear Rings: Contributed by Zoeller Engineering DepartmentAjay VishwakarmaÎncă nu există evaluări
- Refrigerated Gas Plant Hysys SimulationDocument6 paginiRefrigerated Gas Plant Hysys SimulationOsas UwoghirenÎncă nu există evaluări
- Elastic, Plastic and Yield Design of Reinforced StructuresDe la EverandElastic, Plastic and Yield Design of Reinforced StructuresÎncă nu există evaluări
- Revised Research ProposalDocument61 paginiRevised Research Proposalruelpajonillan22Încă nu există evaluări
- Ungureanu 2020Document16 paginiUngureanu 2020Zeyad F SaadÎncă nu există evaluări
- Sustainable: Building Technology and Urban DevelopmentDocument18 paginiSustainable: Building Technology and Urban DevelopmentCao Giang NamÎncă nu există evaluări
- Design Procedures For Soil-Lime Stabilization For Road and Railway Embankments - 1 - Review of Design MethodsDocument10 paginiDesign Procedures For Soil-Lime Stabilization For Road and Railway Embankments - 1 - Review of Design MethodsPawelÎncă nu există evaluări
- Effects of Recycled Asphalt Pavement As Substitute in Cement Concrete MixtureDocument28 paginiEffects of Recycled Asphalt Pavement As Substitute in Cement Concrete MixtureJ HÎncă nu există evaluări
- Propiedades Mecanicas y Ecuaciones Constitutivas de Concreto Que Contiene Un Bajo Volumen de Particulas de NeumaticoDocument18 paginiPropiedades Mecanicas y Ecuaciones Constitutivas de Concreto Que Contiene Un Bajo Volumen de Particulas de NeumaticoraspaflowÎncă nu există evaluări
- Emerging Methodologies & Technologies For Construction of Flexible PavementDocument32 paginiEmerging Methodologies & Technologies For Construction of Flexible PavementGobinder Singh VirdeeÎncă nu există evaluări
- Mechanical Properties of Cement-Bitumen Composites For Semi-Flexible Pavement SurfacingDocument9 paginiMechanical Properties of Cement-Bitumen Composites For Semi-Flexible Pavement SurfacingMuslim AFHÎncă nu există evaluări
- Journal Template-Arab JournalDocument10 paginiJournal Template-Arab JournalHabte DebisaÎncă nu există evaluări
- Characterization of Physical & Mechanical Properties of Asphalt Concrete Containing Low - & High-Density Polyethylene Waste As AggregatesDocument7 paginiCharacterization of Physical & Mechanical Properties of Asphalt Concrete Containing Low - & High-Density Polyethylene Waste As AggregatesharÎncă nu există evaluări
- Materials 15 01883Document5 paginiMaterials 15 01883ing.mtorresgÎncă nu există evaluări
- Asphalt Concrete Mixtures Modified With Polymeric ...Document20 paginiAsphalt Concrete Mixtures Modified With Polymeric ...Edwin MosqueraÎncă nu există evaluări
- 1 s2.0 S0950061823001939 MainDocument8 pagini1 s2.0 S0950061823001939 MainHazratullah PaktinÎncă nu există evaluări
- Reclaimed Asphalt Pavement PDFDocument5 paginiReclaimed Asphalt Pavement PDFThulasirajan KrishnanÎncă nu există evaluări
- Use of Recycled Aggregates Made From Construction and Demolition Waste in Sustainable Road Base LayersDocument14 paginiUse of Recycled Aggregates Made From Construction and Demolition Waste in Sustainable Road Base LayersShivaji DhoneÎncă nu există evaluări
- Study of Recent Trendes in Road ContructionDocument9 paginiStudy of Recent Trendes in Road Contructionfaizan shaikhÎncă nu există evaluări
- Evaluation of Mechanical Properties and Structural Behaviour of Concrete Pavements Produced With Virgin and Recycled Aggregates An Experimental andDocument16 paginiEvaluation of Mechanical Properties and Structural Behaviour of Concrete Pavements Produced With Virgin and Recycled Aggregates An Experimental andCivil manÎncă nu există evaluări
- 1 s2.0 S1877705813007893 MainDocument10 pagini1 s2.0 S1877705813007893 MainsaurabhÎncă nu există evaluări
- Thesis ProposalDocument7 paginiThesis ProposalMEHIDE HASANÎncă nu există evaluări
- Optimizationandperformanceofcost Effectiveultra HighperformanceconcreteDocument17 paginiOptimizationandperformanceofcost Effectiveultra Highperformanceconcretestephan simaÎncă nu există evaluări
- Al-Fahdawi 2020 IOP Conf. Ser. Mater. Sci. Eng. 881 012179Document10 paginiAl-Fahdawi 2020 IOP Conf. Ser. Mater. Sci. Eng. 881 012179Saif LlÎncă nu există evaluări
- Construction and Building Materials: Rosalía Pacheco-Torres, Elena Cerro-Prada, Félix Escolano, Fernando VarelaDocument10 paginiConstruction and Building Materials: Rosalía Pacheco-Torres, Elena Cerro-Prada, Félix Escolano, Fernando VarelaPin LopezÎncă nu există evaluări
- An Application of The Michaelis-Menten Model To Analyze The Curing Process of Cold Recycled Bituminous MixturesDocument13 paginiAn Application of The Michaelis-Menten Model To Analyze The Curing Process of Cold Recycled Bituminous MixturesharÎncă nu există evaluări
- A Laboratory and Filed Evaluation of Cold Recycled Mixture For Base Layerentirely Made With Reclaimed Asphalt PavementDocument8 paginiA Laboratory and Filed Evaluation of Cold Recycled Mixture For Base Layerentirely Made With Reclaimed Asphalt PavementharÎncă nu există evaluări
- Journal Printabs 4haug14esrDocument11 paginiJournal Printabs 4haug14esrBruno CarleteÎncă nu există evaluări
- Maysam Et Al. Multicriteria Based Optimization of Second Generation Recycled Aggregate ConcreteDocument16 paginiMaysam Et Al. Multicriteria Based Optimization of Second Generation Recycled Aggregate ConcreteRohit UbnareÎncă nu există evaluări
- Pre-Saturation Technique of The Recycled Aggregates Solution To The Water Absorption Drawback in The Recycled Concrete ManufactureDocument13 paginiPre-Saturation Technique of The Recycled Aggregates Solution To The Water Absorption Drawback in The Recycled Concrete ManufactureSugar CubeÎncă nu există evaluări
- Use of Recycled Rubber Tire Crumbs For Waterproofing of ConcreteDocument39 paginiUse of Recycled Rubber Tire Crumbs For Waterproofing of Concreterodeo0630Încă nu există evaluări
- Mohammad I 2014Document16 paginiMohammad I 2014Alberto Tupa OrtizÎncă nu există evaluări
- 1 s2.0 S0950061819328594 MainDocument13 pagini1 s2.0 S0950061819328594 Main104 GOPAL BANOTHÎncă nu există evaluări
- (2020) Beycioğlu, A.Document15 pagini(2020) Beycioğlu, A.Ilyas H. AliÎncă nu există evaluări
- Laying of All Asphalt Courses in One Step: SciencedirectDocument10 paginiLaying of All Asphalt Courses in One Step: SciencedirectRehan BaxiÎncă nu există evaluări
- Jiang Et Al. - 2018 - A Review of Eco-Friendly Functional Road MaterialsDocument28 paginiJiang Et Al. - 2018 - A Review of Eco-Friendly Functional Road MaterialsCarlos Andres Pabon SuarezÎncă nu există evaluări
- UntitledDocument16 paginiUntitledsuneet kuma meenaÎncă nu există evaluări
- Evaluation of Performance of High Calcium Fly Ash As A Mineral Filler in Mix Design of Microsurfacing of Road PavementDocument10 paginiEvaluation of Performance of High Calcium Fly Ash As A Mineral Filler in Mix Design of Microsurfacing of Road PavementMatthew JohnsonÎncă nu există evaluări
- 1 s2.0 S2214509523007052 MainDocument25 pagini1 s2.0 S2214509523007052 MainsyazÎncă nu există evaluări
- Materials: Innovative Materials For ConstructionDocument4 paginiMaterials: Innovative Materials For ConstructionaxelÎncă nu există evaluări
- Recycling: Laboratory Properties of Waste PET Plastic-Modified Asphalt MixesDocument10 paginiRecycling: Laboratory Properties of Waste PET Plastic-Modified Asphalt MixesBasma MaalaÎncă nu există evaluări
- Complete MethodologyDocument5 paginiComplete MethodologyJojenÎncă nu există evaluări
- A Review On Performance of Hybrid Asphalt Mix in Pavement Maintenance and RehabilitationDocument18 paginiA Review On Performance of Hybrid Asphalt Mix in Pavement Maintenance and RehabilitationKrizzia FloresÎncă nu există evaluări
- RECYBETONDocument4 paginiRECYBETONlijiabinbinÎncă nu există evaluări
- Laboratory Investigations On The Utilization of RCA in Asphalt MixturesDocument12 paginiLaboratory Investigations On The Utilization of RCA in Asphalt MixturesMohammad Asad FirdausÎncă nu există evaluări
- Influence - of - The - Skid - Resistance - of - Ultrathin - WearDocument12 paginiInfluence - of - The - Skid - Resistance - of - Ultrathin - WearAshadi PwÎncă nu există evaluări
- Project Proposal: Study On Waste Tyre Rubber As Concrete AggregatesDocument7 paginiProject Proposal: Study On Waste Tyre Rubber As Concrete AggregatesshuhaibÎncă nu există evaluări
- Concrete Road Surface With The Use of Cement Concrete - Selected ResultsDocument8 paginiConcrete Road Surface With The Use of Cement Concrete - Selected ResultsElber Cuya PillacaÎncă nu există evaluări
- Utilization of Alternative Aggregates For Roller Compacted ConcreteDocument19 paginiUtilization of Alternative Aggregates For Roller Compacted ConcreteRidwanÎncă nu există evaluări
- Maintenance of Highway by Surface RecyclDocument13 paginiMaintenance of Highway by Surface RecyclCivil Engineering Ak ChannalÎncă nu există evaluări
- Investigation of The Properties of Cast Asphalt CoDocument22 paginiInvestigation of The Properties of Cast Asphalt ConvmhumgÎncă nu există evaluări
- Development of Rail Pads From Recycled Polymers For BallastedDocument14 paginiDevelopment of Rail Pads From Recycled Polymers For BallastedOficina técnica HermacastiÎncă nu există evaluări
- Preliminary - Research - Report 2Document4 paginiPreliminary - Research - Report 2Shiv kumar ThakurÎncă nu există evaluări
- Improvement of High Modulus Asphalt Mixtures With Average Quality Aggregate and Bitumen by Application of Polymeric AdditivesDocument12 paginiImprovement of High Modulus Asphalt Mixtures With Average Quality Aggregate and Bitumen by Application of Polymeric AdditivesAnaMariaDiazLasprillaÎncă nu există evaluări
- Materials: The Performance of Super Absorbent Polymer (SAP) Water-Retaining Asphalt MixtureDocument19 paginiMaterials: The Performance of Super Absorbent Polymer (SAP) Water-Retaining Asphalt MixturePamela Natali Hern�ndez TorresÎncă nu există evaluări
- Compressive Strength of Chipped Rubber Pipes Aggregate ConcreteDocument2 paginiCompressive Strength of Chipped Rubber Pipes Aggregate ConcreteLea MaligsayÎncă nu există evaluări
- MaterialsDocument23 paginiMaterialsFrancisco TeixeiraÎncă nu există evaluări
- Analysis of The Influence of Production Method PlaDocument19 paginiAnalysis of The Influence of Production Method PlaAshadi PwÎncă nu există evaluări
- Donrak Et Al. (2018) - Wetting-Drying Cycles Durability of Cement Stabilised Marginal Lateritic Soilmelamine Debris Blends For Pavement ApplicationsDocument20 paginiDonrak Et Al. (2018) - Wetting-Drying Cycles Durability of Cement Stabilised Marginal Lateritic Soilmelamine Debris Blends For Pavement ApplicationsDiana ZavaletaÎncă nu există evaluări
- SAMDM - Pavement Life Prediction PDFDocument12 paginiSAMDM - Pavement Life Prediction PDFFrimini BeatusÎncă nu există evaluări
- Mechanistic-Empirical Pavement Design Guide - Based Pavement Design Catalog For Low-Volume Roads in ArkansasDocument9 paginiMechanistic-Empirical Pavement Design Guide - Based Pavement Design Catalog For Low-Volume Roads in ArkansasRODRIGO ISAIAS ABARCA MANCOÎncă nu există evaluări
- Le VernArticle ATC AnglaisDocument19 paginiLe VernArticle ATC AnglaisMilenka Uceda PuiconÎncă nu există evaluări
- Rural Road DesignDocument86 paginiRural Road DesignMilenka Uceda PuiconÎncă nu există evaluări
- Pavement Design of Unpaved Roadways PDFDocument35 paginiPavement Design of Unpaved Roadways PDFJerosalem ParaanÎncă nu există evaluări
- Guia de Aplicacion Del Manual en PortugalDocument17 paginiGuia de Aplicacion Del Manual en PortugalMILENKA YSABEL UCEDA PUICONÎncă nu există evaluări
- Determinacion Del Modulo de YoungDocument12 paginiDeterminacion Del Modulo de YoungMILENKA YSABEL UCEDA PUICONÎncă nu există evaluări
- Implementation Guide For The ManagementDocument9 paginiImplementation Guide For The ManagementMilenka Uceda PuiconÎncă nu există evaluări
- WAPA Design Guide 2020 FinalDocument38 paginiWAPA Design Guide 2020 FinalMilenka Uceda PuiconÎncă nu există evaluări
- SAMDM - Pavement Life Prediction PDFDocument12 paginiSAMDM - Pavement Life Prediction PDFFrimini BeatusÎncă nu există evaluări
- Crrem Stranding Risk Carbon Science Based Decarbonising of The Eu Commercial Real Estate SectorDocument143 paginiCrrem Stranding Risk Carbon Science Based Decarbonising of The Eu Commercial Real Estate SectorMilenka Uceda PuiconÎncă nu există evaluări
- Brito, Lelio (2011) Design Methods For Low VolumeDocument249 paginiBrito, Lelio (2011) Design Methods For Low VolumeMilenka Uceda PuiconÎncă nu există evaluări
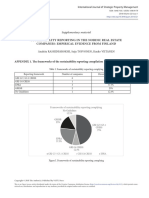
- Sustainability Reporting in The Nordic Real Estate Companies: Empirical Evidence From FinlandDocument5 paginiSustainability Reporting in The Nordic Real Estate Companies: Empirical Evidence From FinlandMilenka Uceda PuiconÎncă nu există evaluări
- The Involvement of Real Estate Companies in Sustainable Development-An Analysis From The Sdgs Reporting PerspectiveDocument24 paginiThe Involvement of Real Estate Companies in Sustainable Development-An Analysis From The Sdgs Reporting PerspectiveMilenka Uceda PuiconÎncă nu există evaluări
- The Involvement of Real Estate Companies in Sustainable Development-An Analysis From The Sdgs Reporting PerspectiveDocument24 paginiThe Involvement of Real Estate Companies in Sustainable Development-An Analysis From The Sdgs Reporting PerspectiveMilenka Uceda PuiconÎncă nu există evaluări
- BEKQ GRESB 2011 Wcover PDFDocument12 paginiBEKQ GRESB 2011 Wcover PDFMilenka Uceda PuiconÎncă nu există evaluări
- Gerber Reducing 2019Document106 paginiGerber Reducing 2019Milenka Uceda PuiconÎncă nu există evaluări
- 2016 GRESB Infra Reference GuideDocument92 pagini2016 GRESB Infra Reference GuideMilenka Uceda PuiconÎncă nu există evaluări
- InfraSusInv Nov19-1Document88 paginiInfraSusInv Nov19-1Milenka Uceda PuiconÎncă nu există evaluări
- Government Pension Fund Global - Real Estate Investments 2016Document64 paginiGovernment Pension Fund Global - Real Estate Investments 2016Milenka Uceda PuiconÎncă nu există evaluări
- BEKQ GRESB 2011 Wcover PDFDocument12 paginiBEKQ GRESB 2011 Wcover PDFMilenka Uceda PuiconÎncă nu există evaluări
- Gresb: Building Certificates For Construction/renovationDocument40 paginiGresb: Building Certificates For Construction/renovationMilenka Uceda PuiconÎncă nu există evaluări
- Toshiba Carrier SHRM SMMS VRF Engineering Data BookDocument196 paginiToshiba Carrier SHRM SMMS VRF Engineering Data BooktowiwaÎncă nu există evaluări
- Thermodynamics: Prepared By: Prof. Rene D. EstemberDocument8 paginiThermodynamics: Prepared By: Prof. Rene D. EstemberCece100% (1)
- تحسين خواص الترسبات الطينية PDFDocument16 paginiتحسين خواص الترسبات الطينية PDFGandhi HammoudÎncă nu există evaluări
- Tutorial 4: Transformation of Stresses (Use of Mohr's Circle)Document3 paginiTutorial 4: Transformation of Stresses (Use of Mohr's Circle)Thilina RathnayakeÎncă nu există evaluări
- Earthing (Ashlok) PresentationDocument25 paginiEarthing (Ashlok) PresentationShivani GuptaÎncă nu există evaluări
- Minor Project FinalDocument108 paginiMinor Project FinalABHISEKH JUYALÎncă nu există evaluări
- Midea V6R VRF 8-20HP 20200623 V3Document171 paginiMidea V6R VRF 8-20HP 20200623 V3Gustavo MoralesÎncă nu există evaluări
- Fridge BoschDocument3 paginiFridge BoschAyman AlhalfawyÎncă nu există evaluări
- Columns - Inelastic BucklingDocument1 paginăColumns - Inelastic BucklingpaoloÎncă nu există evaluări
- Pipes and Tubes - Recommended Insulation Thickness PDFDocument4 paginiPipes and Tubes - Recommended Insulation Thickness PDFSandi ApriandiÎncă nu există evaluări
- 15570Document6 pagini15570JhoÎncă nu există evaluări
- 140.Hp - En.02.fittings - Brochure (v2.0 - X)Document24 pagini140.Hp - En.02.fittings - Brochure (v2.0 - X)Sakthivel SwaminathanÎncă nu există evaluări
- Group: Two Stage Evaporative Air-CoolingDocument4 paginiGroup: Two Stage Evaporative Air-CoolingHaseeb ChaudhryÎncă nu există evaluări
- BLRBAC Emergency Shutdown Procedure (October 2012)Document19 paginiBLRBAC Emergency Shutdown Procedure (October 2012)sersehÎncă nu există evaluări
- Australian Standard: Conveyor Belting-Textile ReinforcedDocument7 paginiAustralian Standard: Conveyor Belting-Textile Reinforcedbashok20Încă nu există evaluări
- Chapter 9 - Welding DefectsDocument18 paginiChapter 9 - Welding Defectsbibin2010100% (1)
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDocument6 paginiMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusÎncă nu există evaluări
- SDF PDFDocument7 paginiSDF PDFIjaz AhmedÎncă nu există evaluări
- Contoh BQ Kerja AwamDocument14 paginiContoh BQ Kerja Awamahsam shasÎncă nu există evaluări
- Toxfree ZH: ES05Z1-K & H07Z1-K (AS)Document3 paginiToxfree ZH: ES05Z1-K & H07Z1-K (AS)Stefano EsmÎncă nu există evaluări
- Pipe Laying and JointingDocument3 paginiPipe Laying and JointingSakar ShresthaÎncă nu există evaluări
- What Are Cermets PDFDocument5 paginiWhat Are Cermets PDFKamranÎncă nu există evaluări