S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Creep and Shrinkage Analysis in Strand7 R2.4Document18 paginiCreep and Shrinkage Analysis in Strand7 R2.4caojin259Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Machine DesignDocument39 paginiMachine DesignJp G PeterosÎncă nu există evaluări
- CVEN 444 Structural Concrete Design OverviewDocument2.005 paginiCVEN 444 Structural Concrete Design OverviewEngibear100% (1)
- 5 Bending StressDocument23 pagini5 Bending Stressmuhamadsaidi100% (1)
- Determination of The Physical and Mechanical Properties of A Potato (The Agria Variety) in Order To Mechanise The Harvesting and Post-Harvesting Operations PDFDocument7 paginiDetermination of The Physical and Mechanical Properties of A Potato (The Agria Variety) in Order To Mechanise The Harvesting and Post-Harvesting Operations PDFAbdul CholikÎncă nu există evaluări
- Master Thesis 2023.07.15.rev20.9Document107 paginiMaster Thesis 2023.07.15.rev20.9Eng PhearumÎncă nu există evaluări
- Tensile Test: Faculty of Mechanical EngineeringDocument85 paginiTensile Test: Faculty of Mechanical EngineeringFirdaus IliasÎncă nu există evaluări
- Design and Analysis of Multistoried Commercial Building (G+4) Using Staad Pro & Manual DesigningDocument4 paginiDesign and Analysis of Multistoried Commercial Building (G+4) Using Staad Pro & Manual Designinginnovative technologiesÎncă nu există evaluări
- PDF 13 1Document141 paginiPDF 13 1TsihatesfaÎncă nu există evaluări
- Punching Shear PDFDocument13 paginiPunching Shear PDFmohamedadel100Încă nu există evaluări
- Stress Analysis and Design FundamentalsDocument62 paginiStress Analysis and Design Fundamentalsmuhammad hamzaÎncă nu există evaluări
- Machine Tool Structures PDFDocument10 paginiMachine Tool Structures PDFMohan Nanjan S50% (2)
- Recent Advancements in The Metallurgical Engineering and Electrodeposition (Dhanasekaran Vikraman (Editor) Etc.)Document209 paginiRecent Advancements in The Metallurgical Engineering and Electrodeposition (Dhanasekaran Vikraman (Editor) Etc.)Monseñior Melcacho AramburuzabalaÎncă nu există evaluări
- Lecture 3Document48 paginiLecture 3Tanu BoltaÎncă nu există evaluări
- Background TheoryDocument13 paginiBackground TheoryJayminÎncă nu există evaluări
- UG 3-2 R19 Mech SyllabusDocument25 paginiUG 3-2 R19 Mech SyllabusSarath KumarÎncă nu există evaluări
- Suturing TechniquesDocument32 paginiSuturing TechniquesRez QÎncă nu există evaluări
- Determination of Rockfill Shear Parameters For Dam Stability Analysis of An Embankment DamDocument9 paginiDetermination of Rockfill Shear Parameters For Dam Stability Analysis of An Embankment Damsharvan10Încă nu există evaluări
- A Fatigue Analysis and Life Estimation of Crankshaft-A ReviewDocument7 paginiA Fatigue Analysis and Life Estimation of Crankshaft-A ReviewDiego AvendañoÎncă nu există evaluări
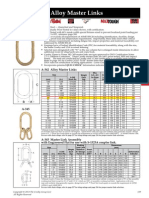
- Crosby Alloy MasterlinkDocument1 paginăCrosby Alloy MasterlinkjakashÎncă nu există evaluări
- Estimation of The Poisson's Rate of The Intact Rock in The Function of The RigidityDocument8 paginiEstimation of The Poisson's Rate of The Intact Rock in The Function of The RigidityBoris Leal MartinezÎncă nu există evaluări
- Refresher 2 (MDSP)Document9 paginiRefresher 2 (MDSP)Kira YagamiÎncă nu există evaluări
- Finite Element Analysis of Warm Deep Drawing Process For 2017T4 Aluminum Alloy: Parametric Significance Using Taguchi TechniqueDocument9 paginiFinite Element Analysis of Warm Deep Drawing Process For 2017T4 Aluminum Alloy: Parametric Significance Using Taguchi Techniquearshad121233Încă nu există evaluări
- Characterization of Mechanical Properties and Fracture Mode of PLADocument12 paginiCharacterization of Mechanical Properties and Fracture Mode of PLAatef.selmi01Încă nu există evaluări
- Fundamentals of PhysicsDocument62 paginiFundamentals of Physicsyashar2500Încă nu există evaluări
- Impact Initiation of Explosives and Propellants Via Statistical Crack Mechanics (SD)Document39 paginiImpact Initiation of Explosives and Propellants Via Statistical Crack Mechanics (SD)kingmajorÎncă nu există evaluări
- Chapter 5-Fracture of MetalsDocument18 paginiChapter 5-Fracture of MetalsAsemota OghoghoÎncă nu există evaluări
- SOM-BMT Lab Manual FinalDocument48 paginiSOM-BMT Lab Manual FinalHarish T S Gowda100% (1)
- Permanent Deformation Parameters of FineDocument19 paginiPermanent Deformation Parameters of FineUdo SantosÎncă nu există evaluări
- Latihan SoalDocument3 paginiLatihan SoalDaus100% (1)