S-ar putea să vă placă și
- Astm D3363 PDFDocument2 paginiAstm D3363 PDFktloro91% (11)
- Astm D3363 PDFDocument2 paginiAstm D3363 PDFktloro91% (11)
- Work Policy 2016Document57 paginiWork Policy 2016siddhartha bhattacharyyaÎncă nu există evaluări
- Repair Procedures: Connection Field Repair (Refacing)Document5 paginiRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Piping Inspector QuestionsDocument10 paginiPiping Inspector QuestionsRichard Periyanayagam100% (1)
- Manual Interruptot LTB-D1 3-Colum - 115 KVDocument211 paginiManual Interruptot LTB-D1 3-Colum - 115 KVPeter Jhoan Pulido Nuñez0% (1)
- E536 16Document6 paginiE536 16arcadiosco100% (3)
- Latihan Bahasa Melayu Kertas 1 UPSRDocument7 paginiLatihan Bahasa Melayu Kertas 1 UPSRshahruddin Bin Subari89% (53)
- E536 16Document6 paginiE536 16arcadiosco100% (3)
- My Disneyland Tickets and PassesDocument5 paginiMy Disneyland Tickets and Passesyusup jamaludinÎncă nu există evaluări
- 2 - Site Crisis Management Plan TemplateDocument42 pagini2 - Site Crisis Management Plan Templatesentryx1100% (7)
- Threads - NPTF Taper Thread GagingDocument5 paginiThreads - NPTF Taper Thread GagingTrushantÎncă nu există evaluări
- Ultrasonic TestDocument5 paginiUltrasonic TestMufidAliBahtiarÎncă nu există evaluări
- Procedimento Inspeção de RoscasDocument7 paginiProcedimento Inspeção de RoscasPedroPerdigoÎncă nu există evaluări
- Shts & RPSB, HPSRDocument8 paginiShts & RPSB, HPSRAyman100% (1)
- Tbo Quality CrimpingDocument27 paginiTbo Quality Crimpingyavuz772Încă nu există evaluări
- PIPE THREADS Japanese PDFDocument2 paginiPIPE THREADS Japanese PDFOMAR CECEÑASÎncă nu există evaluări
- m7 Series Instruction ManualDocument8 paginim7 Series Instruction ManualM FauzanÎncă nu există evaluări
- Flange-Handbook (Installation and Maintenance) PDFDocument214 paginiFlange-Handbook (Installation and Maintenance) PDFtoto.gmbh100% (5)
- Shock Pulse Measurement (Vibration Analysis) : Supplementary Operating ManualDocument8 paginiShock Pulse Measurement (Vibration Analysis) : Supplementary Operating ManualRajagopal SÎncă nu există evaluări
- IACS Rec - 79Document10 paginiIACS Rec - 79tyuÎncă nu există evaluări
- HPR Flow Switch Replacement Hyperformance Plasma Systems: Field Service BulletinDocument4 paginiHPR Flow Switch Replacement Hyperformance Plasma Systems: Field Service BulletinAung Naing OoÎncă nu există evaluări
- Pipe Threads (R) - 50Document2 paginiPipe Threads (R) - 50Karthik RajanÎncă nu există evaluări
- Engineering Guide For Instrument Installation Design Infor PDFDocument18 paginiEngineering Guide For Instrument Installation Design Infor PDFNguyenCanhBaoÎncă nu există evaluări
- Anchor Chain PDFDocument10 paginiAnchor Chain PDFchristianvanÎncă nu există evaluări
- C 1461 - 00 - Qze0njetukveDocument4 paginiC 1461 - 00 - Qze0njetukveSamuel EduardoÎncă nu există evaluări
- Turbo-Meters: Installation and Maintenance InstructionsDocument12 paginiTurbo-Meters: Installation and Maintenance InstructionsjoseÎncă nu există evaluări
- PCB Impedance CalloutsDocument38 paginiPCB Impedance CalloutsRalf Conrado ScodelerÎncă nu există evaluări
- Department of Mechanical Engineering: Master of Science in Intelligent Building Technology and ManagementDocument23 paginiDepartment of Mechanical Engineering: Master of Science in Intelligent Building Technology and ManagementHo ChungÎncă nu există evaluări
- Medidor de Paso de Cuerdas Api PDFDocument24 paginiMedidor de Paso de Cuerdas Api PDFLuisGarcia2608Încă nu există evaluări
- Operation and Maintenance Manual For Step AttenuatorsDocument4 paginiOperation and Maintenance Manual For Step AttenuatorsDakwah DandiÎncă nu există evaluări
- Turbine Meter Calculation FundamentalDocument10 paginiTurbine Meter Calculation FundamentalMuhammad Sa'adÎncă nu există evaluări
- Ezin Manual (0311)Document19 paginiEzin Manual (0311)alpe22Încă nu există evaluări
- International Standard: First Edition MB-0745Document9 paginiInternational Standard: First Edition MB-0745INGAUTIN ProyectosÎncă nu există evaluări
- Tools Install PDFDocument20 paginiTools Install PDFmfj79607555Încă nu există evaluări
- LANL EngDocument3 paginiLANL EngNaÎncă nu există evaluări
- Fdocuments - in Flowirl 87002Document77 paginiFdocuments - in Flowirl 87002johnÎncă nu există evaluări
- Model FS-2 Paddle Flow Switch: Specifications - Installation and Operating InstructionsDocument2 paginiModel FS-2 Paddle Flow Switch: Specifications - Installation and Operating InstructionsMinh Nhut LuuÎncă nu există evaluări
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDocument10 paginiIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaÎncă nu există evaluări
- Procedures For Rotational Capacity Testing For High Strength BoltsDocument12 paginiProcedures For Rotational Capacity Testing For High Strength BoltsAGnes Stephani MuntheÎncă nu există evaluări
- Installation, Maintenance and Observations of Pore Pressure Measuring Devices in Concrete and Masonry Dams - Code of PracticeDocument9 paginiInstallation, Maintenance and Observations of Pore Pressure Measuring Devices in Concrete and Masonry Dams - Code of PracticeFaisal RizwanÎncă nu există evaluări
- Connecting Rod - Inspect: Shutdown SIS Previous ScreenDocument4 paginiConnecting Rod - Inspect: Shutdown SIS Previous ScreenbejoythomasÎncă nu există evaluări
- DSM 700 - Installation and Calibration Check Procedure - 5664488 - 01 PDFDocument32 paginiDSM 700 - Installation and Calibration Check Procedure - 5664488 - 01 PDFDaniel Rolando Gutierrez FuentesÎncă nu există evaluări
- Pertanyaan Seputar PipingDocument7 paginiPertanyaan Seputar PipingChandra Asiah WÎncă nu există evaluări
- Technical Information NavojiDocument31 paginiTechnical Information Navojizvezdan bilanovicÎncă nu există evaluări
- Drill Pipe Connection Care and HandlingDocument20 paginiDrill Pipe Connection Care and HandlingGuzman CharlesÎncă nu există evaluări
- Turbine PDFDocument7 paginiTurbine PDFjavie torresÎncă nu există evaluări
- 2014 10 09 19 08 Nuflo-Liquid-Turbine-Flow-MetersDocument7 pagini2014 10 09 19 08 Nuflo-Liquid-Turbine-Flow-Metersichi ezzahraÎncă nu există evaluări
- PEAK Sidewall Cutter Data ManualDocument13 paginiPEAK Sidewall Cutter Data ManualRizky WahyuÎncă nu există evaluări
- Car Speedo SensorDocument1 paginăCar Speedo Sensorkelumpj8479Încă nu există evaluări
- PARTES - TurbineMeterManual212FDocument16 paginiPARTES - TurbineMeterManual212FronaldÎncă nu există evaluări
- CBC AuditDocument4 paginiCBC Auditfrenz2kiranÎncă nu există evaluări
- Digital Probe and Linear Encoder User ManualDocument14 paginiDigital Probe and Linear Encoder User ManualSơn NguyễnÎncă nu există evaluări
- 1 - Annealing Test For Wires Used in ConductorsDocument2 pagini1 - Annealing Test For Wires Used in ConductorsPuspendra ShuklaÎncă nu există evaluări
- 9211B Installation Kistler PDFDocument2 pagini9211B Installation Kistler PDFCristian MaldonadoÎncă nu există evaluări
- Pompe KSB-RPH - Analiza VibratiiDocument10 paginiPompe KSB-RPH - Analiza VibratiiRebecca TerryÎncă nu există evaluări
- Esab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFDocument32 paginiEsab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFKrishna VachaÎncă nu există evaluări
- SM-TOYOTA 5FB10 30-5FB10 5FB14 30-5FB14 5FB15 30-5FB15 5FB18 30-5FB18 5FB20 30-5FB20 - AaaDocument47 paginiSM-TOYOTA 5FB10 30-5FB10 5FB14 30-5FB14 5FB15 30-5FB15 5FB18 30-5FB18 5FB20 30-5FB20 - AaaHushanji100% (2)
- Nuflo Turbine Meter Manual PDFDocument16 paginiNuflo Turbine Meter Manual PDFfatsfinderÎncă nu există evaluări
- D100113X012Document8 paginiD100113X012Fernando GiadansÎncă nu există evaluări
- CT3 Ht107aaDocument2 paginiCT3 Ht107aagustavoorsoÎncă nu există evaluări
- On-Load Tap-Changers, Types UC and VUC With Motor-Drive Mechanisms, Type BUE/BULDocument28 paginiOn-Load Tap-Changers, Types UC and VUC With Motor-Drive Mechanisms, Type BUE/BULwinston11Încă nu există evaluări
- TS 15.12.3.5Document5 paginiTS 15.12.3.5frankhil ramosÎncă nu există evaluări
- NPT Vs NPTF 01Document2 paginiNPT Vs NPTF 01Rajendra SharmaÎncă nu există evaluări
- Annexure To Tender No - Dps/Mrpu/1/3/1542 Technical Specification For Heavy Duty DampersDocument6 paginiAnnexure To Tender No - Dps/Mrpu/1/3/1542 Technical Specification For Heavy Duty Dampersprth valveÎncă nu există evaluări
- How To Specify A Slip Ring: Defining The Mechanical EnvelopeDocument3 paginiHow To Specify A Slip Ring: Defining The Mechanical EnvelopeRodrigo RayntonÎncă nu există evaluări
- Outdoor F Male To F Male Splice Ansi - Scte 146 2008Document8 paginiOutdoor F Male To F Male Splice Ansi - Scte 146 2008Yung SangÎncă nu există evaluări
- Chemical Analysis of Aluminum and Aluminum-Base Alloys: Standard Test Methods ForDocument35 paginiChemical Analysis of Aluminum and Aluminum-Base Alloys: Standard Test Methods ForDavid AriasÎncă nu există evaluări
- Astm E634 96 PDFDocument4 paginiAstm E634 96 PDFRaúlÎncă nu există evaluări
- Astm d3359 17 Standard Test Methods For Rating Adhesion by Tape TestDocument18 paginiAstm d3359 17 Standard Test Methods For Rating Adhesion by Tape TestLAWÎncă nu există evaluări
- Astm d3359 17 Standard Test Methods For Rating Adhesion by Tape TestDocument18 paginiAstm d3359 17 Standard Test Methods For Rating Adhesion by Tape TestLAWÎncă nu există evaluări
- Astm B240-09 PDFDocument4 paginiAstm B240-09 PDFRaúlÎncă nu există evaluări
- Astm E716-94 PDFDocument5 paginiAstm E716-94 PDFRaúl100% (1)
- Astm E634 96 PDFDocument4 paginiAstm E634 96 PDFRaúlÎncă nu există evaluări
- Arthur Andersen Case PDFDocument12 paginiArthur Andersen Case PDFwindow805Încă nu există evaluări
- Advintek CP 1Document6 paginiAdvintek CP 1mpathygdÎncă nu există evaluări
- Security Administration GuideDocument416 paginiSecurity Administration GuideCauã VinhasÎncă nu există evaluări
- 5 6183591383874404675Document3 pagini5 6183591383874404675Dev BhandariÎncă nu există evaluări
- Case Study Analysis - Coca Cola CaseDocument10 paginiCase Study Analysis - Coca Cola CasePushpa BaruaÎncă nu există evaluări
- TachometerDocument7 paginiTachometerEngr MahaÎncă nu există evaluări
- Safety Data Sheet: Ubstance and Ource DentificationDocument6 paginiSafety Data Sheet: Ubstance and Ource DentificationMuhÎncă nu există evaluări
- Punjab National BankDocument28 paginiPunjab National Bankgauravdhawan1991Încă nu există evaluări
- Role of The Head of Internal AuditDocument28 paginiRole of The Head of Internal Auditsaiful2522Încă nu există evaluări
- MCS Demonstration - Plaintiff MemorialDocument23 paginiMCS Demonstration - Plaintiff MemorialMegha NautiyalÎncă nu există evaluări
- Price Adaptation Strategies in MarketingDocument17 paginiPrice Adaptation Strategies in MarketingAlj Kapilongan50% (2)
- The People Who Matter Most: P. SainathDocument9 paginiThe People Who Matter Most: P. SainathkannadiparambaÎncă nu există evaluări
- JD 1-Moral Values: Kathrina Lana S. LanajaDocument2 paginiJD 1-Moral Values: Kathrina Lana S. LanajaBrigitte YambaÎncă nu există evaluări
- Background To The Arbitration and Conciliation Act, 1996Document2 paginiBackground To The Arbitration and Conciliation Act, 1996HimanshuÎncă nu există evaluări
- Complaint LettersDocument3 paginiComplaint LettersPriyankkaa BRÎncă nu există evaluări
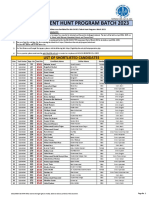
- Iba Ogdcl Talent Hunt Program Batch 2023: List of Shortlisted CandidatesDocument30 paginiIba Ogdcl Talent Hunt Program Batch 2023: List of Shortlisted CandidatesSomil KumarÎncă nu există evaluări
- Review of Related LiteratureDocument3 paginiReview of Related LiteratureEvalyn Diaz100% (3)
- 0053 SoftDocument344 pagini0053 SoftManish KumarÎncă nu există evaluări
- NEW GL Archiving of Totals and DocumentsDocument5 paginiNEW GL Archiving of Totals and Documentsantonio xavierÎncă nu există evaluări
- TNPSC Group 1,2,4,8 VAO Preparation 1Document5 paginiTNPSC Group 1,2,4,8 VAO Preparation 1SakthiÎncă nu există evaluări
- Week 4, 5, 6 Adjustments and Financial Statement Prep - ClosingDocument61 paginiWeek 4, 5, 6 Adjustments and Financial Statement Prep - ClosingAarya SharmaÎncă nu există evaluări
- Passbolt On AlmaLinux 9Document12 paginiPassbolt On AlmaLinux 9Xuân Lâm HuỳnhÎncă nu există evaluări
- Ess Check ListDocument2 paginiEss Check ListBabu Viswanath MÎncă nu există evaluări
- Eleven Thousand Five Hundred Pesos (P11, 500.00)Document2 paginiEleven Thousand Five Hundred Pesos (P11, 500.00)bhem silverio100% (4)
- PAS 7 and PAS 41 SummaryDocument5 paginiPAS 7 and PAS 41 SummaryCharles BarcelaÎncă nu există evaluări
- Judaism: Pre-Test Directions: Fill in The Blank With The Correct AnswerDocument9 paginiJudaism: Pre-Test Directions: Fill in The Blank With The Correct AnswerShineeljay TumipadÎncă nu există evaluări
- GMS Arrivals Checklist Non Tank 24 Feb 2022Document68 paginiGMS Arrivals Checklist Non Tank 24 Feb 2022Oleg Frul100% (1)