S-ar putea să vă placă și
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe la EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioÎncă nu există evaluări
- Catalogo Bronces PDFDocument29 paginiCatalogo Bronces PDFRaul Tobon100% (1)
- Mecánica aplicada al diseño de los elementos de máquinas: Temas básicos de resistencia de materiales aplicables al diseño de arboles y ejesDe la EverandMecánica aplicada al diseño de los elementos de máquinas: Temas básicos de resistencia de materiales aplicables al diseño de arboles y ejesEvaluare: 5 din 5 stele5/5 (1)
- Materiales Balatas Temp TiposDocument21 paginiMateriales Balatas Temp TiposLuis Dirvas0% (1)
- Informe - de - Taller Inversor de GiroDocument5 paginiInforme - de - Taller Inversor de GiroPablo Pablo Pablinho PablosoÎncă nu există evaluări
- Herramientas de CorteDocument15 paginiHerramientas de CorteNacho BiavaÎncă nu există evaluări
- Proceso de Piston PDFDocument12 paginiProceso de Piston PDFd_maceda100% (3)
- FractografiaDocument78 paginiFractografiaJohn Choquemaque MendozaÎncă nu există evaluări
- Clibrador TelescópicoDocument11 paginiClibrador TelescópicoSarai CoelloÎncă nu există evaluări
- Tratamientos TermicosDocument14 paginiTratamientos TermicosjesusÎncă nu există evaluări
- Daños de Las Partes Del Motor y DesarmadoDocument47 paginiDaños de Las Partes Del Motor y DesarmadoBladimir Chinga MontaneroÎncă nu există evaluări
- Historia de NitruracionDocument3 paginiHistoria de Nitruracionaide natalyÎncă nu există evaluări
- Pasos para Realizar Un Pistón Utilizando Una Fresadora y TornoDocument1 paginăPasos para Realizar Un Pistón Utilizando Una Fresadora y Tornonene badoficialÎncă nu există evaluări
- Torno ParaleloDocument22 paginiTorno ParaleloMiriam Jimènez100% (1)
- Detección de Fallas en Sistemas MecanicosDocument12 paginiDetección de Fallas en Sistemas MecanicosSergio Guadalupe Vazquez PasillasÎncă nu există evaluări
- Soldadura Por Termita - Thermite Welding PDFDocument8 paginiSoldadura Por Termita - Thermite Welding PDFJulio VillavicencioÎncă nu există evaluări
- Aceros Especiales SenatiDocument59 paginiAceros Especiales SenatiAlex Flores100% (1)
- Analisis Falla Ejes EquiposDocument110 paginiAnalisis Falla Ejes EquiposAnonimus Anonimus anonimus100% (2)
- Cuestionario de MotoresDocument13 paginiCuestionario de MotoresBart Barto Impson50% (2)
- EngranajesDocument38 paginiEngranajesArturo Santiago FloresÎncă nu există evaluări
- Guía de PrácticasDocument21 paginiGuía de PrácticasJontn RomanzÎncă nu există evaluări
- Proyecto Hoja de Vida de Un Equipo SenaDocument3 paginiProyecto Hoja de Vida de Un Equipo Senadaniel eduardo pineda diazÎncă nu există evaluări
- VM Modulo Lunar 18a v02Document3 paginiVM Modulo Lunar 18a v02Adolfo Rojas ArellanoÎncă nu există evaluări
- Pract 4. Teoría Lab. MacroDocument10 paginiPract 4. Teoría Lab. MacrorosamelÎncă nu există evaluări
- Conformado de Chapas MetálicasDocument83 paginiConformado de Chapas MetálicascirellioÎncă nu există evaluări
- Manual Usuario TKSA 31 & 41 PDFDocument56 paginiManual Usuario TKSA 31 & 41 PDFLuis Sebastian CastilloÎncă nu există evaluări
- Motor MECHDocument6 paginiMotor MECHEstefanoRamosÎncă nu există evaluări
- Protocolo Inspección Caliper Freno ML704Document2 paginiProtocolo Inspección Caliper Freno ML704Sebastian AlejandroÎncă nu există evaluări
- Fundamentos y Regímenes de LubricaciónDocument5 paginiFundamentos y Regímenes de LubricaciónDiana Leon100% (2)
- Electrodos de Tungsteno Utilizados en Soldadura TigDocument4 paginiElectrodos de Tungsteno Utilizados en Soldadura TigAndres PinedaÎncă nu există evaluări
- Trabajo de Forjado (Piston)Document11 paginiTrabajo de Forjado (Piston)Mariela Tapia SalazarÎncă nu există evaluări
- S02 - Transmisiones Por CadenasDocument44 paginiS02 - Transmisiones Por CadenasCesar QuintanaÎncă nu există evaluări
- Recubrimientos ProtectoresDocument8 paginiRecubrimientos ProtectoresYupanqui RicardoÎncă nu există evaluări
- Guia de Estudio Matriceria ADRIAN PILLAJODocument110 paginiGuia de Estudio Matriceria ADRIAN PILLAJOJose Ernesto Pillajo Cabezas100% (1)
- Ajustes y ToleranciasDocument6 paginiAjustes y ToleranciasSaúl Montero100% (1)
- Manual de Soldadura PDFDocument150 paginiManual de Soldadura PDFEloi Centelles100% (1)
- Tipos Funcionamiento y Representacion Grafica de RodamientosDocument24 paginiTipos Funcionamiento y Representacion Grafica de RodamientosJesus Gonzalez Rangel0% (1)
- Trabajo Final MQEDocument6 paginiTrabajo Final MQEJesús Yair Ramirez VillalobosÎncă nu există evaluări
- Mecánica de Fractura y FractografíaDocument23 paginiMecánica de Fractura y FractografíaStefan Kirchhofer67% (6)
- 2.analisis de Fallas Por Fatiga y Reparación Por Soldadura DDocument44 pagini2.analisis de Fallas Por Fatiga y Reparación Por Soldadura DRodrigo Cáceres100% (1)
- Velocidades y Avance para CorteDocument5 paginiVelocidades y Avance para CorteDaniel CJ Juk0% (1)
- Análisis de Falla de Llanta para Servicio PesadoDocument11 paginiAnálisis de Falla de Llanta para Servicio PesadoTomasKevinVallejosRojo100% (1)
- TorquimetroDocument15 paginiTorquimetroJoel LGÎncă nu există evaluări
- Simbologiamecanica 130501014122 Phpapp01Document12 paginiSimbologiamecanica 130501014122 Phpapp01Alina Gonzalez CamposÎncă nu există evaluări
- Deber de CNC Maquinas HerramientasDocument10 paginiDeber de CNC Maquinas HerramientasSantiago Cuichán Velasco0% (1)
- Imprime CitaDocument1 paginăImprime CitaJuda. CruzÎncă nu există evaluări
- Tratamientos Térmicos Del AluminioDocument25 paginiTratamientos Térmicos Del Aluminiolakarabin0% (1)
- Cuestionario de Metales y LimadoDocument2 paginiCuestionario de Metales y LimadoVíctor Manuel Rodríguez Jiménez0% (1)
- Pernos y RoscasDocument17 paginiPernos y RoscasFlavia Bustos100% (2)
- Analisis de Falla Pieza MecànicaDocument18 paginiAnalisis de Falla Pieza MecànicaEusebio GonzálezÎncă nu există evaluări
- EnderezadoDocument6 paginiEnderezadoDavid VidalÎncă nu există evaluări
- PET - Cambio Excéntrica y ContraejeDocument73 paginiPET - Cambio Excéntrica y ContraejeJOSE ANDRES GARCIA ANDRADEÎncă nu există evaluări
- Aceros para MaquinasDocument7 paginiAceros para MaquinasemersonÎncă nu există evaluări
- La Corrosión Por RendijaDocument3 paginiLa Corrosión Por RendijaCristhian CoariteÎncă nu există evaluări
- 2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDocument57 pagini2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDavid Suasaca100% (1)
- Elemento FinitoDocument11 paginiElemento FinitoRodolfo David Avila Barranco100% (1)
- Producto de TribologiaDocument31 paginiProducto de TribologiaZamora Rivera AnthonyÎncă nu există evaluări
- INFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)Document34 paginiINFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)nestor paccayaÎncă nu există evaluări
- Procedimiento de Analisis de Fallas en Elementos y Piezas de SistemasDocument79 paginiProcedimiento de Analisis de Fallas en Elementos y Piezas de SistemasMATI ASÎncă nu există evaluări
- Laboratorio 08 - Analisis de FallaDocument12 paginiLaboratorio 08 - Analisis de Fallakevin159263Încă nu există evaluări
- Construccion de Un Juego de Engranajes de ModuloDocument7 paginiConstruccion de Un Juego de Engranajes de ModuloJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Normas de Seguridad VirutajeDocument2 paginiJonathan Vilca - Normas de Seguridad VirutajeJhonatan VilcaÎncă nu există evaluări
- Diagnostico y Reparaciòn Del Motor de Combustiòn InternaDocument25 paginiDiagnostico y Reparaciòn Del Motor de Combustiòn InternaJhonatan VilcaÎncă nu există evaluări
- Comprobacion Del Estado Electronico de Los Sensores Del Sistema de InyeccionDocument29 paginiComprobacion Del Estado Electronico de Los Sensores Del Sistema de InyeccionJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Roscado y CinceladoDocument3 paginiJonathan Vilca - Roscado y CinceladoJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Practica 1Document4 paginiJonathan Vilca - Practica 1Jhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Definiciones en VirutajeDocument3 paginiJonathan Vilca - Definiciones en VirutajeJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Normas de Seguridad VirutajeDocument2 paginiJonathan Vilca - Normas de Seguridad VirutajeJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Proceso de TrazadoDocument1 paginăJonathan Vilca - Proceso de TrazadoJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Cambio de DistribucionDocument4 paginiJonathan Vilca - Cambio de DistribucionJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Diagramas Ciclo Otto y DieselDocument3 paginiJonathan Vilca - Diagramas Ciclo Otto y DieselJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Diagnostico Por ImagenesDocument4 paginiJonathan Vilca - Diagnostico Por ImagenesJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Partes Fijas y Moviles de Un MotorDocument1 paginăJonathan Vilca - Partes Fijas y Moviles de Un MotorJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Ensayo de MotoresDocument11 paginiJonathan Vilca - Ensayo de MotoresJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Diagramas Ciclo Otto y DieselDocument3 paginiJonathan Vilca - Diagramas Ciclo Otto y DieselJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Tolerancia Maxima de DesgasteDocument4 paginiJonathan Vilca - Tolerancia Maxima de DesgasteJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Procesos de DiagnosticoDocument6 paginiJonathan Vilca - Procesos de DiagnosticoJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Armado y Desarmado de La Caja ManualDocument3 paginiJonathan Vilca - Armado y Desarmado de La Caja ManualJhonatan Vilca100% (1)
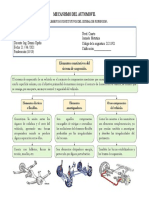
- Jonathan Vilca - Elementos Constitutivos Del Sistema de SuspensionDocument1 paginăJonathan Vilca - Elementos Constitutivos Del Sistema de SuspensionJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Elementos Eslasticos Del Sistema de SuspensionDocument6 paginiJonathan Vilca - Elementos Eslasticos Del Sistema de SuspensionJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Proceso de Inspeccion Del Sistema de SuspensionDocument4 paginiJonathan Vilca - Proceso de Inspeccion Del Sistema de SuspensionJhonatan VilcaÎncă nu există evaluări
- Jonathan Vilca - Características Sistemas EPHS y EPSDocument1 paginăJonathan Vilca - Características Sistemas EPHS y EPSJhonatan VilcaÎncă nu există evaluări
- Formatos OE (Excel)Document23 paginiFormatos OE (Excel)alejandro_hurtado_manriqueÎncă nu există evaluări
- Escala VDocument17 paginiEscala VSandraÎncă nu există evaluări
- Analizador de ArmónicosDocument43 paginiAnalizador de ArmónicosMartin Tapia RamirezÎncă nu există evaluări
- Corrosion en H2S PDFDocument146 paginiCorrosion en H2S PDFCarlosETV89Încă nu există evaluări
- FC - Ye. 3er Reforma 2Document83 paginiFC - Ye. 3er Reforma 2Estefanía RiveraÎncă nu există evaluări
- Ficha TecnicaDocument2 paginiFicha TecnicaSilvia Roxana Quisihualpa CarrascoÎncă nu există evaluări
- Especificaciones TecnicasDocument208 paginiEspecificaciones TecnicasYoxs Mtk CharcaÎncă nu există evaluări
- Croc OdiliaDocument14 paginiCroc OdiliadeusestomniaÎncă nu există evaluări
- Tarea 4.2Document6 paginiTarea 4.2Hector LopezÎncă nu există evaluări
- 2 - Hoja Tecnica Ambientadores BrizzeDocument2 pagini2 - Hoja Tecnica Ambientadores BrizzeMayra SimancaÎncă nu există evaluări
- Formato Opt (Observacion Planeada de Tarea)Document1 paginăFormato Opt (Observacion Planeada de Tarea)SEGURIDAD SERVICCONÎncă nu există evaluări
- 1°semana 13FICHA DE APRENDIZAJEDocument2 pagini1°semana 13FICHA DE APRENDIZAJEJerry LimpeÎncă nu există evaluări
- Matriz EjercicioDocument38 paginiMatriz EjercicioGladys Ferrer PachecoÎncă nu există evaluări
- INFOGRAFíADocument9 paginiINFOGRAFíACristian TabaresÎncă nu există evaluări
- Sector CircularDocument3 paginiSector CircularSebastian Alonso Sosa Perreira0% (1)
- CartografíaPPT PDFDocument20 paginiCartografíaPPT PDFMARLON HENRY PANDURO AUCCASIÎncă nu există evaluări
- Cuarto Examen Parcial - SensoresDocument8 paginiCuarto Examen Parcial - SensoresKevinÎncă nu există evaluări
- Accesibilidad Contenidos WebDocument90 paginiAccesibilidad Contenidos WebLucindo BlázquezÎncă nu există evaluări
- Clase Neumatica Usabana V1 PDFDocument98 paginiClase Neumatica Usabana V1 PDFNelson Enrique Barreiro GutierrezÎncă nu există evaluări
- Ejercicios de Aproximación y Estimación de Errores EjemplosDocument10 paginiEjercicios de Aproximación y Estimación de Errores EjemplosANAHI ALCAZARÎncă nu există evaluări
- Eduardo Souto de Moura - Crematorio en KortrijkDocument3 paginiEduardo Souto de Moura - Crematorio en KortrijkManuel Tanoira CarballoÎncă nu există evaluări
- Calcio Carbonato PrecipitadoDocument4 paginiCalcio Carbonato PrecipitadomarthaÎncă nu există evaluări
- Matriz de Peligros Informe Hoffman Arnulfo Melo Castro Corregida.Document41 paginiMatriz de Peligros Informe Hoffman Arnulfo Melo Castro Corregida.jas_consaludÎncă nu există evaluări
- RECOMENDACIONES TdahDocument3 paginiRECOMENDACIONES TdahCamila González SantacruzÎncă nu există evaluări
- Modelo Examen - Estructura Economica Territorial UNSAMDocument2 paginiModelo Examen - Estructura Economica Territorial UNSAMMarlene StemkeÎncă nu există evaluări
- Estimación de Costos en TransporteDocument21 paginiEstimación de Costos en TransporteKevin Arturo Polo CastilloÎncă nu există evaluări
- Trabajo de Archivo 3Document20 paginiTrabajo de Archivo 3angelie powellÎncă nu există evaluări
- Ofertas de Empleo Reclutamiento en TamaulipasDocument3 paginiOfertas de Empleo Reclutamiento en TamaulipasOscar ViteÎncă nu există evaluări
- Métodos ProbabilistaDocument9 paginiMétodos ProbabilistajoselocortesÎncă nu există evaluări
- T2 RRHH UpnDocument6 paginiT2 RRHH UpnJulio Cesar PuitizaÎncă nu există evaluări