S-ar putea să vă placă și
- Olympic Sports Matching QuizDocument2 paginiOlympic Sports Matching QuizMonir AmineÎncă nu există evaluări
- Reading Quiz For U3 (Wrap Up) - Attempt ReviewDocument4 paginiReading Quiz For U3 (Wrap Up) - Attempt ReviewNancyÎncă nu există evaluări
- Epoxy ResinDocument44 paginiEpoxy ResinMetalAnand Chelliah100% (1)
- The Nun's Priest's Tale AnalysisDocument6 paginiThe Nun's Priest's Tale AnalysisAdam ParkerÎncă nu există evaluări
- Us3266821 PDFDocument5 paginiUs3266821 PDFDiogo CorreaÎncă nu există evaluări
- May 10, 1955 R. R. Braman 2,707,838: Filed Sept. 30, 1952 2. Sheets-SheetDocument4 paginiMay 10, 1955 R. R. Braman 2,707,838: Filed Sept. 30, 1952 2. Sheets-Sheetfernando Ancaya AncayaÎncă nu există evaluări
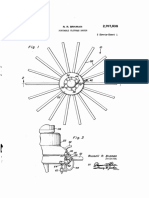
- Filed March 3, 1941: Apparatus For Making Hollow Rubber ArticlesDocument3 paginiFiled March 3, 1941: Apparatus For Making Hollow Rubber ArticlesAnonymous A4K7XMfÎncă nu există evaluări
- US2288661Document8 paginiUS2288661Kerem BÎncă nu există evaluări
- QZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Document3 paginiQZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Galo YambayÎncă nu există evaluări
- ES107Document60 paginiES107Kristine SantosÎncă nu există evaluări
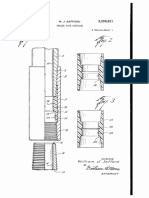
- A BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Document5 paginiA BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Eloquent EloquentÎncă nu există evaluări
- USRE29603Document7 paginiUSRE29603PUVAN TSTÎncă nu există evaluări
- O/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231Document5 paginiO/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231VyacheslavÎncă nu există evaluări
- US1983934Document4 paginiUS1983934Erin GokÎncă nu există evaluări
- Us3432107 PDFDocument3 paginiUs3432107 PDFasssssÎncă nu există evaluări
- United States Patent 1191: (21) Appl. No.: 498,582Document11 paginiUnited States Patent 1191: (21) Appl. No.: 498,582pandaypiraÎncă nu există evaluări
- Roofing System Patent for Reinforced Plastic Sheet and Open Cell FoamDocument9 paginiRoofing System Patent for Reinforced Plastic Sheet and Open Cell FoamPonsyo PonsiÎncă nu există evaluări
- June 17, 1952 P. A. Derham 2,601,101: y Philip A. DerhanDocument7 paginiJune 17, 1952 P. A. Derham 2,601,101: y Philip A. DerhanJagannathan ArumugamÎncă nu există evaluări
- US898276Document5 paginiUS898276Jacob LukaÎncă nu există evaluări
- US5988762Document15 paginiUS5988762aungkyawzoreÎncă nu există evaluări
- Combination Blanking and Forming Die for Dish ManufacturingDocument6 paginiCombination Blanking and Forming Die for Dish ManufacturingTito TitoÎncă nu există evaluări
- Zyzews/35.5% Az6.: Dec. 23, 1941. W.E. Corduan Etal 2,267,444Document4 paginiZyzews/35.5% Az6.: Dec. 23, 1941. W.E. Corduan Etal 2,267,444MURALIPRAKASH.S 18BIT131Încă nu există evaluări
- Method of Manufacturing Regeneratively Cooled Rocket Combustion ChambersDocument5 paginiMethod of Manufacturing Regeneratively Cooled Rocket Combustion ChambersAbhi KrishÎncă nu există evaluări
- M2 HB Bolt Side Change US2529391Document4 paginiM2 HB Bolt Side Change US2529391apoorva singhÎncă nu există evaluări
- SA472/7s 7W: Original Filed Dec. 7, 1931. 3 Sheets-Sheet LDocument6 paginiSA472/7s 7W: Original Filed Dec. 7, 1931. 3 Sheets-Sheet LFernandoÎncă nu există evaluări
- Magnetic Tracing Box Patent from 1971 Describes Educational ToyDocument4 paginiMagnetic Tracing Box Patent from 1971 Describes Educational Toyfrancisco perezÎncă nu există evaluări
- ZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Document5 paginiZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Edikan AkpanÎncă nu există evaluări
- US4483464Document6 paginiUS4483464Joao LemesÎncă nu există evaluări
- Sept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetDocument4 paginiSept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetLucas RaithsÎncă nu există evaluări
- Electroslag welding shoe retains molten pool for uneven work piecesDocument6 paginiElectroslag welding shoe retains molten pool for uneven work piecesELM EngenhariaÎncă nu există evaluări
- US3256677Document5 paginiUS3256677Alonso AlcázarÎncă nu există evaluări
- Vernier Caliper PatentDocument9 paginiVernier Caliper Patentmeinard angelesÎncă nu există evaluări
- Recoilless rifle cartridge designDocument4 paginiRecoilless rifle cartridge designapoorva singhÎncă nu există evaluări
- Us 2104393Document6 paginiUs 2104393tseeree1 palam1Încă nu există evaluări
- US Patent for Injection Molding Gramophone Records with Regions of Differential Heating and CoolingDocument7 paginiUS Patent for Injection Molding Gramophone Records with Regions of Differential Heating and CoolingRagini SharmaÎncă nu există evaluări
- Us 4103196Document6 paginiUs 4103196Shankar PediredlaÎncă nu există evaluări
- Rat Hole DiggerDocument4 paginiRat Hole DiggerDarshan MakwanaÎncă nu există evaluări
- United States Patent: (12) (10) Patent No.: US 7,188,675 B2Document13 paginiUnited States Patent: (12) (10) Patent No.: US 7,188,675 B2lfilippiniÎncă nu există evaluări
- Blow On BlowDocument7 paginiBlow On BlowElisabeth GreyÎncă nu există evaluări
- Risser, E. New Technique Casting Missing Areas in Glass. 1997Document9 paginiRisser, E. New Technique Casting Missing Areas in Glass. 1997Trinidad Pasíes Arqueología-ConservaciónÎncă nu există evaluări
- United States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsDocument5 paginiUnited States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsJerome PalicteÎncă nu există evaluări
- Us4252504 PDFDocument7 paginiUs4252504 PDFAhmed EltemsahÎncă nu există evaluări
- United States Patent: Plastic Pad Secured To The Bottom of The Cushion and Having ADocument5 paginiUnited States Patent: Plastic Pad Secured To The Bottom of The Cushion and Having AAlex KattamisÎncă nu există evaluări
- US2823701Document3 paginiUS2823701Ator VastatinÎncă nu există evaluări
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 paginiBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadÎncă nu există evaluări
- Method and apparatus for smelt spout casting installationDocument4 paginiMethod and apparatus for smelt spout casting installationMiguel Kühnert FrichenbruderÎncă nu există evaluări
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 paginiUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokÎncă nu există evaluări
- Us3047937 PDFDocument5 paginiUs3047937 PDFDiogo CorreaÎncă nu există evaluări
- Dec. 29, 1970 Jean-Claude Asscher 3,550,228: Filed Aug. 6, 1968 4 Sheets-Sheet LDocument6 paginiDec. 29, 1970 Jean-Claude Asscher 3,550,228: Filed Aug. 6, 1968 4 Sheets-Sheet LVansala GanesanÎncă nu există evaluări
- Iii Iihiiii: United States PatentDocument4 paginiIii Iihiiii: United States Patentshreyas sonuÎncă nu există evaluări
- Us20170146231a1 PDFDocument12 paginiUs20170146231a1 PDFyaghoub farhangÎncă nu există evaluări
- Circuito Electronico de ControlDocument3 paginiCircuito Electronico de ControlemernelsonmanÎncă nu există evaluări
- Us5072770 PDFDocument7 paginiUs5072770 PDFJiří HorenskýÎncă nu există evaluări
- WU. W I M : July 2, 1946-F. Sampson Ei'Al I 2,403,306Document4 paginiWU. W I M : July 2, 1946-F. Sampson Ei'Al I 2,403,306KurtÎncă nu există evaluări
- Us 1329922Document5 paginiUs 1329922kissaÎncă nu există evaluări
- Patent for ambient air vaporizer with dissimilar materials couplingDocument12 paginiPatent for ambient air vaporizer with dissimilar materials couplingJaime Ocampo SalgadoÎncă nu există evaluări
- US4893426Document7 paginiUS4893426Jean DelaronciereÎncă nu există evaluări
- US2182002Document5 paginiUS2182002Jhonnatan E Avendaño FlorezÎncă nu există evaluări
- Precision closed-die forging method for manufacturing spur gearsDocument11 paginiPrecision closed-die forging method for manufacturing spur gearsNguyen Hoang DungÎncă nu există evaluări
- Filed Oct. 22, 1951: P. C. HuttonDocument5 paginiFiled Oct. 22, 1951: P. C. HuttonGalo YambayÎncă nu există evaluări
- March 19, 1968 H. W. Alter 3,373,683: Visual Imaging 0F - Track - Etched Patterns Filed Oct. 20, 1966Document3 paginiMarch 19, 1968 H. W. Alter 3,373,683: Visual Imaging 0F - Track - Etched Patterns Filed Oct. 20, 1966ulfah nur khikmahÎncă nu există evaluări
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 paginiDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokÎncă nu există evaluări
- US2125697Document3 paginiUS2125697davarniyaalirezasepehrelectricÎncă nu există evaluări
- A Guide to Making a Leather Wallet - A Collection of Historical Articles on Designs and Methods for Making Wallets and BillfoldsDe la EverandA Guide to Making a Leather Wallet - A Collection of Historical Articles on Designs and Methods for Making Wallets and BillfoldsÎncă nu există evaluări
- Test A 5a Uniscan Semestrul 1Document2 paginiTest A 5a Uniscan Semestrul 1Andreea Pavel100% (4)
- Blithe Spirit ResumenDocument3 paginiBlithe Spirit ResumenYael SqueoÎncă nu există evaluări
- Test Politie CAMPINA 2000Document3 paginiTest Politie CAMPINA 2000Catalin CiubotariuÎncă nu există evaluări
- Monsters & Hacienda LuisitaDocument15 paginiMonsters & Hacienda LuisitaErvic AngelesÎncă nu există evaluări
- Indian 2018 Karizma Album Design 12x36 PSD TemplatesDocument14 paginiIndian 2018 Karizma Album Design 12x36 PSD TemplatesAshok PatelÎncă nu există evaluări
- The Evolution of Matter and Spirit in The Poetry of Theodore RoethkeDocument125 paginiThe Evolution of Matter and Spirit in The Poetry of Theodore RoethkejakeÎncă nu există evaluări
- Pizza OvenDocument8 paginiPizza OvenNebojsa GolubovicÎncă nu există evaluări
- History Capsule SSC 2014Document20 paginiHistory Capsule SSC 2014mkiriti0% (1)
- Visual Arts of The Liquid PackagingDocument303 paginiVisual Arts of The Liquid PackagingEmiliano CufariÎncă nu există evaluări
- Engraving of Roller PrintingDocument24 paginiEngraving of Roller Printingapi-3817839100% (3)
- Appendices: Path Fit 3Document3 paginiAppendices: Path Fit 3Rommel Samonte AlonzagayÎncă nu există evaluări
- Basics and Techniques of American Kenpo KarateDocument4 paginiBasics and Techniques of American Kenpo Karatenear600Încă nu există evaluări
- 1803 Hector Berlioz - Compositions - AllMusicDocument6 pagini1803 Hector Berlioz - Compositions - AllMusicYannisVarthisÎncă nu există evaluări
- A Timeline for the History of Public Art The United Kingdom and the United States of America, 1900–2005 Cameron Cartiere, Rosemary Shirley, and Shelly Willis.Pages from The Practice of Public Art Edited by Cameron CartiereDocument16 paginiA Timeline for the History of Public Art The United Kingdom and the United States of America, 1900–2005 Cameron Cartiere, Rosemary Shirley, and Shelly Willis.Pages from The Practice of Public Art Edited by Cameron CartiererobotchilangoÎncă nu există evaluări
- WM Cutsheet RFB Series Floor Boxes ED771R23Document24 paginiWM Cutsheet RFB Series Floor Boxes ED771R23Andy MezetaÎncă nu există evaluări
- Bulerias by Sabicas PDFDocument7 paginiBulerias by Sabicas PDFe_saÎncă nu există evaluări
- Ana & Dino Demicheli, Salona AD 541 PDFDocument34 paginiAna & Dino Demicheli, Salona AD 541 PDFAnonymous hXQMt5Încă nu există evaluări
- The Unseen Words in The Runic AlphabetDocument18 paginiThe Unseen Words in The Runic AlphabetRichter, JoannesÎncă nu există evaluări
- Summary of The Eye Have ItDocument4 paginiSummary of The Eye Have Itapi-263501032Încă nu există evaluări
- Disputers of The Tao-Kwong-Loi ShunDocument4 paginiDisputers of The Tao-Kwong-Loi Shunlining quÎncă nu există evaluări
- Froi of The Exiles The Lumatere Chronicles by Melina Marchetta - Discussion GuideDocument2 paginiFroi of The Exiles The Lumatere Chronicles by Melina Marchetta - Discussion GuideCandlewick PressÎncă nu există evaluări
- The Uya-UyDocument1 paginăThe Uya-Uymohawxz357Încă nu există evaluări
- Exploring the Versatility of Reinforced Concrete in Brutalist ArchitectureDocument17 paginiExploring the Versatility of Reinforced Concrete in Brutalist ArchitectureGaurika GroverÎncă nu există evaluări
- How Do I Love TheeDocument3 paginiHow Do I Love TheeNoddy TangÎncă nu există evaluări
- SRDocument17 paginiSRMonika AyuningrumÎncă nu există evaluări
- A Priest Behind Bars - An Autobiographical Novel by Marcelo Blazquez RodrigoDocument16 paginiA Priest Behind Bars - An Autobiographical Novel by Marcelo Blazquez RodrigoCBH Books50% (2)