S-ar putea să vă placă și
- Brochure Movialsa Gasification Plant EnglishDocument0 paginiBrochure Movialsa Gasification Plant EnglishApri ApriyantoÎncă nu există evaluări
- HW 2 - Hydropower - Iman AnsoriDocument3 paginiHW 2 - Hydropower - Iman Ansori1412091090100% (1)
- Section Schematic and Routing Diagrams: ECM Wiring Diagram (0.8L/1.0L SOHC - 1 OF 7) - Power, Ground, Serial DataDocument20 paginiSection Schematic and Routing Diagrams: ECM Wiring Diagram (0.8L/1.0L SOHC - 1 OF 7) - Power, Ground, Serial DataHerd83Încă nu există evaluări
- Experiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant TheoryDocument10 paginiExperiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant Theory9527530909100% (1)
- The Status of Biomass Gasification in Thailand and CambodiaDocument103 paginiThe Status of Biomass Gasification in Thailand and CambodiacjoyeuxÎncă nu există evaluări
- ReportDocument19 paginiReportMainak Vk ChatterjeeÎncă nu există evaluări
- Biomass Torrefaction and Co-FiringDocument9 paginiBiomass Torrefaction and Co-FiringAmd MamdÎncă nu există evaluări
- 'Wattsup' 9th Issue Environment Protection Technologies SpecialDocument35 pagini'Wattsup' 9th Issue Environment Protection Technologies SpecialNaveen ReddyÎncă nu există evaluări
- Effect of Circulating Load and ClassificDocument12 paginiEffect of Circulating Load and ClassificTatenda SibandaÎncă nu există evaluări
- CalculationDocument17 paginiCalculationavmurugan870% (1)
- Power PlantDocument18 paginiPower PlantShubhadeep Mal100% (1)
- Energy Consumption of Furnaces and BoilersDocument40 paginiEnergy Consumption of Furnaces and BoilersnabemduÎncă nu există evaluări
- Fuel Cell Technology in PakistanDocument12 paginiFuel Cell Technology in PakistanMuhammad Ali Abro50% (2)
- Solar Tower TechnologyDocument29 paginiSolar Tower Technologysanjana16dec100% (1)
- Heat TransferDocument47 paginiHeat TransferMuthukrishagalsÎncă nu există evaluări
- Optimal Rotor Tip Speed RatioDocument10 paginiOptimal Rotor Tip Speed RatioHaposan YogaÎncă nu există evaluări
- Geothermal EnergyDocument19 paginiGeothermal EnergyRaghu ChowdaryÎncă nu există evaluări
- POPLADE Final PaperDocument11 paginiPOPLADE Final PaperRacÎncă nu există evaluări
- Coal (From The Old English Term Col, Which Has Meant "Mineral of Fossilized Carbon" Since The 13thDocument6 paginiCoal (From The Old English Term Col, Which Has Meant "Mineral of Fossilized Carbon" Since The 13thJaydeep SinghÎncă nu există evaluări
- Naphtha Steam Reforming For Hydrogen ProductionDocument9 paginiNaphtha Steam Reforming For Hydrogen ProductionsatishchemengÎncă nu există evaluări
- Kinetics of Fluidized Bed Iron Ore ReductionDocument8 paginiKinetics of Fluidized Bed Iron Ore ReductionMaulana RakhmanÎncă nu există evaluări
- Arthur Williams - The Performance of Centrifugal Pumps As Turbines and Influence of Pump GeometryDocument18 paginiArthur Williams - The Performance of Centrifugal Pumps As Turbines and Influence of Pump GeometrySudeepta MondalÎncă nu există evaluări
- 1X 66 Mwkohinoor Power Pvt. Ltd. CNT 5110122 Stack Height SizingDocument4 pagini1X 66 Mwkohinoor Power Pvt. Ltd. CNT 5110122 Stack Height SizingPriyanathan ThayalanÎncă nu există evaluări
- The Potential of Integrating Wind Power With Offshore Oil and Gas Platforms-2010Document14 paginiThe Potential of Integrating Wind Power With Offshore Oil and Gas Platforms-2010hugo999100% (1)
- Rev-1 of Bbu For DM Plant-SupplyDocument3 paginiRev-1 of Bbu For DM Plant-SupplydeyprasenÎncă nu există evaluări
- Biomass Power GenerationDocument90 paginiBiomass Power GenerationPrapan KuchontharaÎncă nu există evaluări
- Coal CV 6000Document2 paginiCoal CV 6000AnGahBasHaÎncă nu există evaluări
- Steam Turbines A Full Range To Fit Your Needs PDFDocument20 paginiSteam Turbines A Full Range To Fit Your Needs PDFvcharles100% (1)
- Pelletization of Municipal Solid WastesDocument2 paginiPelletization of Municipal Solid WastesSalman Zafar50% (2)
- 10m703 Power Plant EngineeringDocument2 pagini10m703 Power Plant EngineeringERKATHIR100% (1)
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 paginiEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshÎncă nu există evaluări
- Organic Rankine CycleDocument4 paginiOrganic Rankine CycleMilos MilosavljevicÎncă nu există evaluări
- Approaches To Incinerator Selection and DesignDocument83 paginiApproaches To Incinerator Selection and DesignAbu Izzan Al BunyÎncă nu există evaluări
- BiomassDocument3 paginiBiomassGi LantingÎncă nu există evaluări
- Article From Coal To Biomass at MN PowerDocument3 paginiArticle From Coal To Biomass at MN PowerCory LukerÎncă nu există evaluări
- H. Narrog - Fast Chloride MCFR vs. Moderated Fluoride MSRDocument12 paginiH. Narrog - Fast Chloride MCFR vs. Moderated Fluoride MSRNicolas100% (1)
- Cogeneration: The Benefits of CogenerationDocument23 paginiCogeneration: The Benefits of CogenerationJAY PARIKH100% (1)
- Combined Heat and PowerDocument8 paginiCombined Heat and Powerawhk2006Încă nu există evaluări
- Plant Design Syllabus 1Document6 paginiPlant Design Syllabus 1Ruth LimboÎncă nu există evaluări
- Ccc221coalpowerR MDocument58 paginiCcc221coalpowerR Mmfhaleem@pgesco.comÎncă nu există evaluări
- Bottle Blow Down AnalysisDocument45 paginiBottle Blow Down AnalysisDoctorOberman100% (2)
- Florencio Favila III Updated ResumeDocument5 paginiFlorencio Favila III Updated ResumeBibamz SanchezÎncă nu există evaluări
- Torrefaction Technology For Biomass Pretreatment ProcessDocument8 paginiTorrefaction Technology For Biomass Pretreatment ProcessSurasan ThepsiriÎncă nu există evaluări
- WP 17Document34 paginiWP 17Tyndall Centre for Climate Change Research100% (2)
- 09 - Energy Utilisation, Conversion, ConservationDocument92 pagini09 - Energy Utilisation, Conversion, ConservationAndrew Bull100% (1)
- Biomass Energy ValuesDocument12 paginiBiomass Energy ValuesBenBret100% (1)
- Sri Lanka Energy ScenarioDocument14 paginiSri Lanka Energy ScenarioBuddi HeendeniyaÎncă nu există evaluări
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 paginiTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicÎncă nu există evaluări
- Technologies For High Performance and Reliability of Geothermal Power PlantDocument4 paginiTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4Încă nu există evaluări
- Dept. of Energy Republic of The Philippines: - Proposed AgendaDocument23 paginiDept. of Energy Republic of The Philippines: - Proposed AgendabenzentenÎncă nu există evaluări
- Palm Kernel ShellsDocument13 paginiPalm Kernel ShellsRiksan RiksanÎncă nu există evaluări
- A Manual For The Economic Evaluation of Energy EffDocument121 paginiA Manual For The Economic Evaluation of Energy Effwalqui1Încă nu există evaluări
- Investigation On Pump As Turbine (PAT) Technical Aspects For Micro Hydropower Schemes - A State-Of-The-Art ReviewDocument33 paginiInvestigation On Pump As Turbine (PAT) Technical Aspects For Micro Hydropower Schemes - A State-Of-The-Art ReviewDr. Binama MaximeÎncă nu există evaluări
- 2-Jan Kollmus-Siemens Carbon Capture Technologies - Successful Technology Development From Pilot Scale To Application in Mega Plant ScaleDocument39 pagini2-Jan Kollmus-Siemens Carbon Capture Technologies - Successful Technology Development From Pilot Scale To Application in Mega Plant ScaleIsmar AdrianÎncă nu există evaluări
- Viet Nam: Energy Sector Assessment, Strategy, and Road MapDe la EverandViet Nam: Energy Sector Assessment, Strategy, and Road MapÎncă nu există evaluări
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsDe la EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengÎncă nu există evaluări
- 10 - CHP in IndiaDocument12 pagini10 - CHP in Indiaapi-25885200Încă nu există evaluări
- Energy ManagementDocument20 paginiEnergy Managementhasan_jafri_2Încă nu există evaluări
- Multiple Ways of Energy Conservation & Cost Reduction in Cement IndustryDocument3 paginiMultiple Ways of Energy Conservation & Cost Reduction in Cement Industrysatish kumar reddyÎncă nu există evaluări
- 139 FPDocument7 pagini139 FPKenny RuizÎncă nu există evaluări
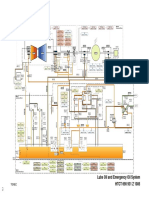
- Lube Oil and Emergency Oil SystemDocument1 paginăLube Oil and Emergency Oil SystemAdetunji Babatunde TaiwoÎncă nu există evaluări
- Caterpillar C32Document10 paginiCaterpillar C32Carlos BarbosaÎncă nu există evaluări
- Jks-B51100-Gi: Low Voltage LFP BaʃeryDocument2 paginiJks-B51100-Gi: Low Voltage LFP Baʃery77matiahÎncă nu există evaluări
- Datasheet Vertex NEG19RC.20 US 2022 A 0045Document2 paginiDatasheet Vertex NEG19RC.20 US 2022 A 0045Marian FlorescuÎncă nu există evaluări
- Ppe Unit 2Document25 paginiPpe Unit 2rp0212Încă nu există evaluări
- Design Features and Commissioning of The 700 MW Coal-Fired BoilerDocument5 paginiDesign Features and Commissioning of The 700 MW Coal-Fired Boilervijayk1968100% (1)
- World Bank CSPReport Concentrating Solar Power Clean Poweron Demand 247 FINALDocument65 paginiWorld Bank CSPReport Concentrating Solar Power Clean Poweron Demand 247 FINALTricia Marvi P. NavarroÎncă nu există evaluări
- WRC 207Document7 paginiWRC 207Afrizal ManafÎncă nu există evaluări
- KC130GT 1Document2 paginiKC130GT 1aleenizzyÎncă nu există evaluări
- Nano Ic EngineDocument24 paginiNano Ic EngineUjjwal Kumar100% (1)
- Combustion Chamber Design PrinsiplesDocument11 paginiCombustion Chamber Design Prinsiplesanampb100% (1)
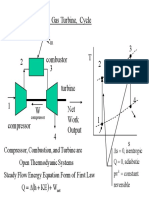
- Simple Brayton, Gas Turbine, Cycle 3: Systems Ic Thermodyan Open Are Turbine And, Combustion, CompressorDocument9 paginiSimple Brayton, Gas Turbine, Cycle 3: Systems Ic Thermodyan Open Are Turbine And, Combustion, CompressorsuperaluddinÎncă nu există evaluări
- Ppe-Report 01Document55 paginiPpe-Report 01Meer UmarÎncă nu există evaluări
- Order Subject: Benchmark Costs For Grid-Connected Rooftop Solar Photo-Voltaic Systems For The Financial Year 2021-22 - RegDocument1 paginăOrder Subject: Benchmark Costs For Grid-Connected Rooftop Solar Photo-Voltaic Systems For The Financial Year 2021-22 - RegJigar PatelÎncă nu există evaluări
- Solar Energy PDFDocument13 paginiSolar Energy PDFryanÎncă nu există evaluări
- Steam Problem SetDocument20 paginiSteam Problem SetMavrix Agustin67% (3)
- Unit - 4 Vapour Power Cycles Session 2 NotesDocument11 paginiUnit - 4 Vapour Power Cycles Session 2 NotesPrashant JhaÎncă nu există evaluări
- Emerging Startup StudyDocument5 paginiEmerging Startup StudyAhmed ZaheerÎncă nu există evaluări
- AQC Integral Pipe Support Inspection - HPDocument2 paginiAQC Integral Pipe Support Inspection - HPGoutam HotaÎncă nu există evaluări
- Aeolos-V 300w.600w BrochureDocument3 paginiAeolos-V 300w.600w BrochureAlan Gonzalez100% (1)
- Spesifikasi Main Engine PHT. Arjuna 2: Data Engine Main Engine No. 1 Main Engine No.2Document3 paginiSpesifikasi Main Engine PHT. Arjuna 2: Data Engine Main Engine No. 1 Main Engine No.2Agustinus Leonardo SijabatÎncă nu există evaluări
- 1253-1254 TermodinamicaDocument2 pagini1253-1254 TermodinamicaElbeto BerdugoÎncă nu există evaluări
- Implementation of Low-Temperature DHCDocument206 paginiImplementation of Low-Temperature DHCd_macuraÎncă nu există evaluări
- THERMOFLEX SteamCycleDocument87 paginiTHERMOFLEX SteamCycleejrfjxhjtntauuwtfcÎncă nu există evaluări
- Taha Shafeay - PHET Energy Forms & Changes Simulation Ws 2020Document4 paginiTaha Shafeay - PHET Energy Forms & Changes Simulation Ws 2020Taha ShafeayÎncă nu există evaluări
- Set 1Document3 paginiSet 1carlos calibara0% (1)
- Q CalculationDocument2 paginiQ CalculationsubashÎncă nu există evaluări
- Volcanic Eruption: Geothermal EnergyDocument2 paginiVolcanic Eruption: Geothermal EnergyChristopher EnriquezÎncă nu există evaluări
- Advanced Engineering Thermodynamics: Lecture No.8Document36 paginiAdvanced Engineering Thermodynamics: Lecture No.8غيث منعمÎncă nu există evaluări