S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Detection of Repetitive Forex Chart PatternsDocument8 paginiDetection of Repetitive Forex Chart PatternsDwight ThothÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- EXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH FormulasDocument29 paginiEXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH Formulasgerrydimayuga100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
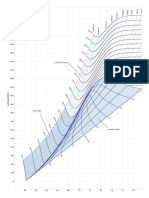
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocument1 paginăMollier Enthalpy Entropy Chart For Steam - US Unitslin tongÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- 19 04 20 p2 PDFDocument32 pagini19 04 20 p2 PDFGovind SajuÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Ee-502 Unit - IDocument2 paginiEe-502 Unit - IVARAPRASADÎncă nu există evaluări
- HV Filter Carts 1Document2 paginiHV Filter Carts 1paulpopÎncă nu există evaluări
- Estimating QuotientsDocument7 paginiEstimating Quotientssheila mae neri100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Ant CabDocument93 paginiAnt CabZubair MinhasÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Caterpillar Product Line 13Document7 paginiCaterpillar Product Line 13GenneraalÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Script Track IP TermuxDocument5 paginiScript Track IP TermuxAsepÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Assignment - 1 Introduction of Machines and Mechanisms: TheoryDocument23 paginiAssignment - 1 Introduction of Machines and Mechanisms: TheoryAman AmanÎncă nu există evaluări
- 10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoadDocument14 pagini10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoaddarshanÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Helmholtz Resonance - Wikipedia, The Free EncyclopediaDocument4 paginiHelmholtz Resonance - Wikipedia, The Free Encyclopediahamidah1963Încă nu există evaluări
- Applications of Modern RF PhotonicsDocument213 paginiApplications of Modern RF PhotonicsrmcmillanÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Rr410209 High Voltage EngineeringDocument7 paginiRr410209 High Voltage EngineeringSrinivasa Rao GÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Teaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchDocument6 paginiTeaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchBhagath VarenyaÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Hydrocarbon RecoveryDocument29 paginiHydrocarbon RecoveryAlekhya BandaruÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- BSS - Report - Effect of Heat in A Building DemonstratorDocument15 paginiBSS - Report - Effect of Heat in A Building DemonstratorAh Mok100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Numerical ModelDocument61 paginiNumerical ModelAlbert AguileraÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Improving of Transient Stability of Power Systems Using UPFCDocument6 paginiImproving of Transient Stability of Power Systems Using UPFCTana AzeezÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- DIO 1000 v1.1 - EN Op ManualDocument25 paginiDIO 1000 v1.1 - EN Op ManualMiguel Ángel Pérez FuentesÎncă nu există evaluări
- TR 94 13Document25 paginiTR 94 13Christian Norambuena VallejosÎncă nu există evaluări
- DelhiDocument44 paginiDelhiIndia TreadingÎncă nu există evaluări
- Frequency AdverbsDocument4 paginiFrequency AdverbsAlexander ScrÎncă nu există evaluări
- Experimental Techniques For Low Temperature Measurements PDFDocument2 paginiExperimental Techniques For Low Temperature Measurements PDFVanessaÎncă nu există evaluări
- Number Patterns and SequencesDocument10 paginiNumber Patterns and SequencesMohamed Hawash80% (5)
- Asme Ix Test 1Document8 paginiAsme Ix Test 1RedzuanÎncă nu există evaluări
- Coding Assignment 18-WPS OfficeDocument9 paginiCoding Assignment 18-WPS Officetamj tamjÎncă nu există evaluări
- Acceleration InquiryDocument4 paginiAcceleration Inquiryapi-240343522Încă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)