S-ar putea să vă placă și
- Front and Rear SphereDocument4 paginiFront and Rear SphereRamalingam PrabhakaranÎncă nu există evaluări
- Checklist For Separator (F-31) : Rprabhakaran 8/12/2020Document3 paginiChecklist For Separator (F-31) : Rprabhakaran 8/12/2020Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist For Separator Cum Storage Tank (F-31) : Rprabhakaran 10/12/2020Document3 paginiChecklist For Separator Cum Storage Tank (F-31) : Rprabhakaran 10/12/2020Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist For Storage Tank (F-33) : Rprabhakaran 10/12/2020Document3 paginiChecklist For Storage Tank (F-33) : Rprabhakaran 10/12/2020Ramalingam PrabhakaranÎncă nu există evaluări
- Connecting SphereDocument2 paginiConnecting SphereRamalingam PrabhakaranÎncă nu există evaluări
- Specification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byDocument13 paginiSpecification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byvishal bhamreÎncă nu există evaluări
- TANK Design DetailingDocument17 paginiTANK Design DetailingTiffany Vabiola100% (8)
- Checklist For Separator Cum Storage TankDocument5 paginiChecklist For Separator Cum Storage TankRamalingam PrabhakaranÎncă nu există evaluări
- Guidelines For Piping Design & ErectionDocument55 paginiGuidelines For Piping Design & ErectionKartik Varma Namburi100% (2)
- Vertical Roof EnclosureDocument5 paginiVertical Roof EnclosureRamalingam PrabhakaranÎncă nu există evaluări
- Specification For Jackets: Rev. Date Revision Description Issued by Checked by Approved byDocument14 paginiSpecification For Jackets: Rev. Date Revision Description Issued by Checked by Approved byvishal bhamreÎncă nu există evaluări
- Piping Shop Fabrication SpecificationDocument18 paginiPiping Shop Fabrication Specificationfarmanali07100% (1)
- Scientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterDocument5 paginiScientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterfaqdaniÎncă nu există evaluări
- Section 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONDocument7 paginiSection 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONWalter GuttlerÎncă nu există evaluări
- KochDocument181 paginiKochRichard FelipÎncă nu există evaluări
- ES 49BranchConnectionsDocument7 paginiES 49BranchConnectionsrodofgodÎncă nu există evaluări
- 8931 PDFDocument27 pagini8931 PDFPawan Kumar100% (1)
- Piping Fabrication and Erection SpecificationDocument19 paginiPiping Fabrication and Erection Specificationahmedmoin1159Încă nu există evaluări
- Equipment and PipingDocument49 paginiEquipment and Pipingnuruddin2409100% (1)
- Ibr BookDocument33 paginiIbr BookRaja JayachandranÎncă nu există evaluări
- 0497 4 Flow Straightener Catalog Sheet 05 14Document2 pagini0497 4 Flow Straightener Catalog Sheet 05 14mkfe2006Încă nu există evaluări
- Tolerance Pole MastDocument8 paginiTolerance Pole Mastpbp2956Încă nu există evaluări
- MS For Mechanical Piping System Installation WorkDocument22 paginiMS For Mechanical Piping System Installation WorkUmut Eren63% (8)
- Tube To Tube SheetDocument59 paginiTube To Tube Sheet0101100175% (12)
- SEars Riello f10 Oil Burner ManualDocument20 paginiSEars Riello f10 Oil Burner ManualLeslie FlemingÎncă nu există evaluări
- 068 180Document113 pagini068 180Ed CalheÎncă nu există evaluări
- Operating and Servide Manual 90126-IMDocument8 paginiOperating and Servide Manual 90126-IMtrpacÎncă nu există evaluări
- Piping Q & ADocument8 paginiPiping Q & AvenkateshÎncă nu există evaluări
- 19d Impeller SpacingDocument9 pagini19d Impeller Spacingbtgottlieb100% (1)
- ChecklistDocument61 paginiChecklistjhunkujha11Încă nu există evaluări
- Air Cooled Heat ExchangerDocument24 paginiAir Cooled Heat Exchangeriaft100% (2)
- Checklist For Piping IsometricsDocument3 paginiChecklist For Piping IsometricsSomnath Laha100% (1)
- Steamfitter Pipefitter Practice ExamDocument9 paginiSteamfitter Pipefitter Practice ExamAbo Hasan Abade67% (3)
- Bill No. D1: External Works & Services (All Provisional) ITE MDocument8 paginiBill No. D1: External Works & Services (All Provisional) ITE MRubbyRdÎncă nu există evaluări
- Piping Iso ChecklistDocument2 paginiPiping Iso Checklistvniranjan100% (1)
- 4780-w8 Selection and Design of Branch Connections and ReinforcementDocument8 pagini4780-w8 Selection and Design of Branch Connections and ReinforcementLorenaÎncă nu există evaluări
- Api 6D 2016Document2 paginiApi 6D 2016raulÎncă nu există evaluări
- Technical Specification For Pressure Regulating Valve (PRV)Document5 paginiTechnical Specification For Pressure Regulating Valve (PRV)Sanket SavlaÎncă nu există evaluări
- Refrigerant Piping Sample-2Document4 paginiRefrigerant Piping Sample-2Hazrat AminÎncă nu există evaluări
- Collar Bolts in Shell and Tube Heat ExchangersDocument3 paginiCollar Bolts in Shell and Tube Heat ExchangersBaher ElsheikhÎncă nu există evaluări
- Nozzle LengthDocument5 paginiNozzle LengthGanesh EshwarÎncă nu există evaluări
- Aramco Interview Questions PRDocument11 paginiAramco Interview Questions PRhemant1284100% (2)
- CM07 Sphere ConstructionDocument146 paginiCM07 Sphere ConstructionHuy Thieu Bui100% (1)
- Tender SpecDocument8 paginiTender SpecimyourscinÎncă nu există evaluări
- Brazing Procedure 1Document5 paginiBrazing Procedure 1Tina MillerÎncă nu există evaluări
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDe la EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceEvaluare: 5 din 5 stele5/5 (1)
- Design and Analysis of Centrifugal CompressorsDe la EverandDesign and Analysis of Centrifugal CompressorsÎncă nu există evaluări
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversDe la EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversEvaluare: 5 din 5 stele5/5 (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2De la EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Încă nu există evaluări
- Design Guidelines for Surface Mount TechnologyDe la EverandDesign Guidelines for Surface Mount TechnologyEvaluare: 5 din 5 stele5/5 (1)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1De la EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Evaluare: 3.5 din 5 stele3.5/5 (3)
- b2020-Tdc-Fas-004 Fasteners r3Document2 paginib2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranÎncă nu există evaluări
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 paginiB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranÎncă nu există evaluări
- B2020-TDC-DEF-005 Dished End Forming R0Document2 paginiB2020-TDC-DEF-005 Dished End Forming R0Ramalingam PrabhakaranÎncă nu există evaluări
- Mitering Formula Example For 6" Concrete Wall:: Integraspec®Document2 paginiMitering Formula Example For 6" Concrete Wall:: Integraspec®Ramalingam PrabhakaranÎncă nu există evaluări
- 008 ER70S-6 Electrodes R0Document2 pagini008 ER70S-6 Electrodes R0Ramalingam PrabhakaranÎncă nu există evaluări
- B2020-TDC-SR-006 Shell Rolling R0Document2 paginiB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranÎncă nu există evaluări
- B2020-TDC-FIT-013 Coupling Plug R1Document2 paginiB2020-TDC-FIT-013 Coupling Plug R1Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Fuel Firing - Non Pressure Parts Drgs.Document4 paginiChecklist - Fuel Firing - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Expansion Joint - Non Pressure Parts Drgs.Document3 paginiChecklist - Expansion Joint - Non Pressure Parts Drgs.Ramalingam Prabhakaran100% (2)
- Checklist - HRSG Ducting - Non Pressure Parts Drgs.Document3 paginiChecklist - HRSG Ducting - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Document2 paginiChecklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Bearing - Non Pressure Parts Drgs.Document1 paginăChecklist - Bearing - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Damper - Non Pressure Parts Drgs.Document2 paginiChecklist - Damper - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist - Casing - Non Pressure Parts Drgs.Document3 paginiChecklist - Casing - Non Pressure Parts Drgs.Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist For Arrangement and Detail of Drum InternalsDocument5 paginiChecklist For Arrangement and Detail of Drum InternalsRamalingam PrabhakaranÎncă nu există evaluări
- Checklist For Economiser Element DrawingDocument2 paginiChecklist For Economiser Element DrawingRamalingam PrabhakaranÎncă nu există evaluări
- Checklist For Drum Internal PipingDocument2 paginiChecklist For Drum Internal PipingRamalingam PrabhakaranÎncă nu există evaluări
- Checklist - Duct Detailing - Non Pressure Parts Drgs - 01Document2 paginiChecklist - Duct Detailing - Non Pressure Parts Drgs - 01Ramalingam PrabhakaranÎncă nu există evaluări
- Checklist For Pipe SupportsDocument2 paginiChecklist For Pipe SupportsRamalingam PrabhakaranÎncă nu există evaluări
- Checklist For Arrangement of DrumDocument4 paginiChecklist For Arrangement of DrumRamalingam PrabhakaranÎncă nu există evaluări
- E-1 List of STD SpecsDocument2 paginiE-1 List of STD SpecsRamalingam PrabhakaranÎncă nu există evaluări
- 18 - PPAG-100-HD-C-001 - s018 (VBA03C013) - 0 PDFDocument1 pagină18 - PPAG-100-HD-C-001 - s018 (VBA03C013) - 0 PDFSantiago GarciaÎncă nu există evaluări
- Multispan LC 2046 Length Counter PDFDocument2 paginiMultispan LC 2046 Length Counter PDFvinod kumarÎncă nu există evaluări
- A320 Basic Edition Flight TutorialDocument50 paginiA320 Basic Edition Flight TutorialOrlando CuestaÎncă nu există evaluări
- Loading N Unloading of Tanker PDFDocument36 paginiLoading N Unloading of Tanker PDFKirtishbose ChowdhuryÎncă nu există evaluări
- Level 3 Repair: 8-1. Block DiagramDocument30 paginiLevel 3 Repair: 8-1. Block DiagramPaulo HenriqueÎncă nu există evaluări
- HSBC in A Nut ShellDocument190 paginiHSBC in A Nut Shelllanpham19842003Încă nu există evaluări
- Innovations in Land AdministrationDocument66 paginiInnovations in Land AdministrationSanjawe KbÎncă nu există evaluări
- Arduino Based Voice Controlled Robot: Aditya Chaudhry, Manas Batra, Prakhar Gupta, Sahil Lamba, Suyash GuptaDocument3 paginiArduino Based Voice Controlled Robot: Aditya Chaudhry, Manas Batra, Prakhar Gupta, Sahil Lamba, Suyash Guptaabhishek kumarÎncă nu există evaluări
- 09 WA500-3 Shop ManualDocument1.335 pagini09 WA500-3 Shop ManualCristhian Gutierrez Tamayo93% (14)
- Cic Tips Part 1&2Document27 paginiCic Tips Part 1&2Yousef AlalawiÎncă nu există evaluări
- Unit Process 009Document15 paginiUnit Process 009Talha ImtiazÎncă nu există evaluări
- TSR KuDocument16 paginiTSR KuAngsaÎncă nu există evaluări
- Sophia Program For Sustainable FuturesDocument128 paginiSophia Program For Sustainable FuturesfraspaÎncă nu există evaluări
- Unit 2Document97 paginiUnit 2MOHAN RuttalaÎncă nu există evaluări
- Mid Term Exam 1Document2 paginiMid Term Exam 1Anh0% (1)
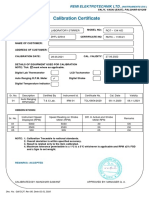
- Calibration CertificateDocument1 paginăCalibration CertificateSales GoldClassÎncă nu există evaluări
- LOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCDocument1 paginăLOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCMÎncă nu există evaluări
- Algorithmique Et Programmation en C: Cours Avec 200 Exercices CorrigésDocument298 paginiAlgorithmique Et Programmation en C: Cours Avec 200 Exercices CorrigésSerges KeouÎncă nu există evaluări
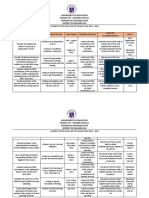
- Action Plan Lis 2021-2022Document3 paginiAction Plan Lis 2021-2022Vervie BingalogÎncă nu există evaluări
- Instructions For Microsoft Teams Live Events: Plan and Schedule A Live Event in TeamsDocument9 paginiInstructions For Microsoft Teams Live Events: Plan and Schedule A Live Event in TeamsAnders LaursenÎncă nu există evaluări
- SME-Additional Matter As Per Latest Syllabus Implementation WorkshopDocument14 paginiSME-Additional Matter As Per Latest Syllabus Implementation WorkshopAvijeet BanerjeeÎncă nu există evaluări
- 4109 CPC For ExamDocument380 pagini4109 CPC For ExamMMM-2012Încă nu există evaluări
- Reflections On Free MarketDocument394 paginiReflections On Free MarketGRK MurtyÎncă nu există evaluări
- A320 TakeoffDocument17 paginiA320 Takeoffpp100% (1)
- Epidemiologi DialipidemiaDocument5 paginiEpidemiologi DialipidemianurfitrizuhurhurÎncă nu există evaluări
- Saet Work AnsDocument5 paginiSaet Work AnsSeanLejeeBajan89% (27)
- Case Assignment 2Document5 paginiCase Assignment 2Ashish BhanotÎncă nu există evaluări
- CANELA Learning Activity - NSPE Code of EthicsDocument4 paginiCANELA Learning Activity - NSPE Code of EthicsChristian CanelaÎncă nu există evaluări
- ICSI-Admit-Card (1) - 230531 - 163936Document17 paginiICSI-Admit-Card (1) - 230531 - 163936SanjayÎncă nu există evaluări
- Squirrel Cage Induction Motor Preventive MaintenaceDocument6 paginiSquirrel Cage Induction Motor Preventive MaintenaceNishantPareekÎncă nu există evaluări