S-ar putea să vă placă și
- Interpretación de planos en soldadura. FMEC0210De la EverandInterpretación de planos en soldadura. FMEC0210Evaluare: 4.5 din 5 stele4.5/5 (3)
- Microinyectora RusaDocument5 paginiMicroinyectora RusaMauricio RuizÎncă nu există evaluări
- Modulo D Resolución Circuitos Electro NeumaticosDocument89 paginiModulo D Resolución Circuitos Electro NeumaticosLa Noe77Încă nu există evaluări
- Ensayo de Tratamientos TérmicosDocument12 paginiEnsayo de Tratamientos TérmicosAxel Hans PCÎncă nu există evaluări
- 2367Document2 pagini2367Rolando CastilloÎncă nu există evaluări
- Aplicaciones de Las Bombas en La IndustriaDocument6 paginiAplicaciones de Las Bombas en La IndustriaJesús GarcíaÎncă nu există evaluări
- Descripción de La Planta BomaticDocument52 paginiDescripción de La Planta Bomaticdarlyz100% (1)
- Conformado de PLÁSTICOS PDFDocument54 paginiConformado de PLÁSTICOS PDFjuan miguel calzada100% (1)
- Aceros de Bajo Contenido de Carbono y Diagrama de Hierro CarbonoDocument6 paginiAceros de Bajo Contenido de Carbono y Diagrama de Hierro CarbonoYordelisYÎncă nu există evaluări
- Modelación Matemática de Bombas PDFDocument186 paginiModelación Matemática de Bombas PDFsmendozaÎncă nu există evaluări
- Tuneles de EnfriamientoDocument14 paginiTuneles de EnfriamientoLuis angelÎncă nu există evaluări
- Equipo para Automatizacion de CalderasDocument7 paginiEquipo para Automatizacion de CalderasAyda Cortes EscobarÎncă nu există evaluări
- Esfuerzo PermisibleDocument16 paginiEsfuerzo PermisibleFernando Quenta PeñarandaÎncă nu există evaluări
- Analisis e Interpretacion de Resultados DSC y TGADocument6 paginiAnalisis e Interpretacion de Resultados DSC y TGAJenniifer Neniithaw GÎncă nu există evaluări
- PRACTICA1Document18 paginiPRACTICA1Erik Garfia AcevedoÎncă nu există evaluări
- Catalogo de Tapas - Fondeyur - Dossier - ES-1Document24 paginiCatalogo de Tapas - Fondeyur - Dossier - ES-1Alfonso López JiménezÎncă nu există evaluări
- ExtrusionDocument16 paginiExtrusionSamuel Enrique Espinel RodriguezÎncă nu există evaluări
- Presentacion Del Curso TdeC 2019-2 PDFDocument25 paginiPresentacion Del Curso TdeC 2019-2 PDFsebastian galvisÎncă nu există evaluări
- Jabon para Trastes ArrancagrasaDocument3 paginiJabon para Trastes ArrancagrasaJonathan Isaac HernÁndezÎncă nu există evaluări
- Aplicaciones de Los RodamientosDocument10 paginiAplicaciones de Los Rodamientosian XDÎncă nu există evaluări
- Mezcla y Dosificación de Resinas PDFDocument30 paginiMezcla y Dosificación de Resinas PDFBrenda NoemiÎncă nu există evaluări
- Fabricación de MoldesDocument8 paginiFabricación de MoldesCarlos PaucarÎncă nu există evaluări
- Proc Ii Examen Final - 2020 I Marzo 16 2021Document4 paginiProc Ii Examen Final - 2020 I Marzo 16 2021Eduardo Enrique Garcia NieblesÎncă nu există evaluări
- Reporte NeumaticaDocument9 paginiReporte NeumaticaBlue Santiago100% (1)
- Lectura de Un Lazo SimpleDocument3 paginiLectura de Un Lazo SimpleEve LisÎncă nu există evaluări
- Ficha Tecnica Tubos Acero Inox 270 PDFDocument1 paginăFicha Tecnica Tubos Acero Inox 270 PDFMiguel RondinelÎncă nu există evaluări
- 26 - ElectromecanizadoDocument41 pagini26 - ElectromecanizadoFranco PerezÎncă nu există evaluări
- SIMBOLOGIA DE SOLDADURA EN EL PROCESO GMAW Y FCAW - (Luis Mercado) PDFDocument10 paginiSIMBOLOGIA DE SOLDADURA EN EL PROCESO GMAW Y FCAW - (Luis Mercado) PDFleidy canoÎncă nu există evaluări
- Norma Técnica Colombiana 2090Document5 paginiNorma Técnica Colombiana 2090Daniela ChalarcaÎncă nu există evaluări
- Metodo de RombergDocument9 paginiMetodo de RombergSebastian RodriguezÎncă nu există evaluări
- Manual ControladorDocument7 paginiManual Controladoralex100pre100% (1)
- Vortex, Linde and ClaudeDocument29 paginiVortex, Linde and ClaudeAntonio SantoyoÎncă nu există evaluări
- Control de Extrusores - En.españolDocument28 paginiControl de Extrusores - En.españolsolÎncă nu există evaluări
- Proceso de Mecanizado de TrefiladoDocument15 paginiProceso de Mecanizado de TrefiladoLuisDavidSamoCastilloÎncă nu există evaluări
- Manual Amperimetro VoltimetroiDocument28 paginiManual Amperimetro VoltimetroiMiguel Angel Ruesca PerezÎncă nu există evaluări
- Ejemplos Diagramas e HistogramasDocument4 paginiEjemplos Diagramas e HistogramasOdaifa Esther LOPEZ LEONÎncă nu există evaluări
- Mecanizado QuimicoDocument30 paginiMecanizado QuimicoCarlos GallardoÎncă nu există evaluări
- Informe Visita ECCI PDFDocument8 paginiInforme Visita ECCI PDFcarlos ramirezÎncă nu există evaluări
- Transportadores de CangilonesDocument24 paginiTransportadores de CangilonesPedro Mendoza Yaipen100% (1)
- Tema 8 CA2019-01 Dimensionamiento de Ciclones PDFDocument51 paginiTema 8 CA2019-01 Dimensionamiento de Ciclones PDFJames Albert BarreraÎncă nu există evaluări
- Limpiadora de Tuberculo en Seco (Español)Document369 paginiLimpiadora de Tuberculo en Seco (Español)carlosyesoÎncă nu există evaluări
- Mapa Mental Clasificacion de Los AcerosDocument5 paginiMapa Mental Clasificacion de Los AceroswilliamÎncă nu există evaluări
- Datos Tecnicos de TorneadoDocument51 paginiDatos Tecnicos de TorneadoMilton Fonseca ZuritaÎncă nu există evaluări
- Neumatica y ElectroneumaticaDocument13 paginiNeumatica y ElectroneumaticaJuly Andrea Gomez Camperos100% (2)
- 2 Propagación de ErroresDocument5 pagini2 Propagación de Erroresmegas megasÎncă nu există evaluări
- Tratamientos Termicos y ElectroquimicosDocument3 paginiTratamientos Termicos y Electroquimicoshezmofer0% (1)
- Propiedades Del TeflónDocument21 paginiPropiedades Del Teflón5974234Încă nu există evaluări
- Bitacora y Gamas de Mantenimiento BicicletaDocument7 paginiBitacora y Gamas de Mantenimiento BicicletaAlex Fabricio Navarrete TorresÎncă nu există evaluări
- Circuitos Neumáticos BásicosDocument9 paginiCircuitos Neumáticos BásicosBeltran Garcia DiezÎncă nu există evaluări
- Circuitos Hidráulicos y NeumáticosDocument44 paginiCircuitos Hidráulicos y NeumáticosJuniorHDÎncă nu există evaluări
- Instrumentación de RefrigeracionDocument8 paginiInstrumentación de RefrigeracionMigger Micky Copajira XDÎncă nu există evaluări
- Aplicacion de BandasDocument40 paginiAplicacion de Bandasanon_949304074Încă nu există evaluări
- INDUCONTROL SAC - Guia Configuración DAQ 6009 en MAXDocument7 paginiINDUCONTROL SAC - Guia Configuración DAQ 6009 en MAXHugo Junior Quispe ChaconÎncă nu există evaluări
- Mecanizado QuimicoDocument13 paginiMecanizado Quimicoelianny jimenezÎncă nu există evaluări
- Mecanizado Sin Arranque de VirutaDocument19 paginiMecanizado Sin Arranque de VirutaHector Jose Serrano Castillejo100% (2)
- Cuestionario 7 Maq. No Tradicional. Salas GutierrezDocument4 paginiCuestionario 7 Maq. No Tradicional. Salas GutierrezCAROLINA ARISDEY SALAS GUTIERREZÎncă nu există evaluări
- Procesos Avanzados de ManufacturaDocument7 paginiProcesos Avanzados de ManufacturaCarlos MulaÎncă nu există evaluări
- Metodos de Maquinado No ConvencionalDocument10 paginiMetodos de Maquinado No ConvencionalBrenda Michel Medrano SolarÎncă nu există evaluări
- GdfsDocument7 paginiGdfsJorge TorresÎncă nu există evaluări
- Mecanizado ElectroquímicoDocument7 paginiMecanizado ElectroquímicoCarmenTovarMatuteÎncă nu există evaluări
- Fresado ElectroquimicoDocument16 paginiFresado ElectroquimicoLuis Angel Mendoza BerecheÎncă nu există evaluări
- DurezaDocument7 paginiDurezaLuis Angel Mendoza BerecheÎncă nu există evaluări
- Molienda ElectroquímicaDocument6 paginiMolienda ElectroquímicaLuis Angel Mendoza BerecheÎncă nu există evaluări
- Mecanizado Por ElectrodescargaDocument8 paginiMecanizado Por ElectrodescargaLuis Angel Mendoza BerecheÎncă nu există evaluări
- Riego Automatico - CadDocument1 paginăRiego Automatico - CadLuis Angel Mendoza BerecheÎncă nu există evaluări
- Carter Del AceiteDocument8 paginiCarter Del AceiteCarlos Junior Alexander Ruiz SánchezÎncă nu există evaluări
- Mecanizado Ultrasónico y Determinación de La MRRDocument14 paginiMecanizado Ultrasónico y Determinación de La MRRLuis Angel Mendoza BerecheÎncă nu există evaluări
- Explosionado 1Document1 paginăExplosionado 1Luis Angel Mendoza BerecheÎncă nu există evaluări
- Camiseta de CilindrosDocument8 paginiCamiseta de CilindrosLuis Angel Mendoza BerecheÎncă nu există evaluări
- Bases de La Inteligencia EmocionalDocument7 paginiBases de La Inteligencia EmocionalLuis Angel Mendoza BerecheÎncă nu există evaluări
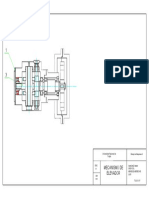
- Mecanismo de Un ElevadorDocument1 paginăMecanismo de Un ElevadorLuis Angel Mendoza BerecheÎncă nu există evaluări
- Procesos de MecanizadoDocument15 paginiProcesos de MecanizadoLuis Angel Mendoza BerecheÎncă nu există evaluări
- Matematica IVDocument23 paginiMatematica IVLuis Angel Mendoza BerecheÎncă nu există evaluări
- Planos 1Document2 paginiPlanos 1Luis Angel Mendoza BerecheÎncă nu există evaluări
- Reactancia EléctricaDocument4 paginiReactancia EléctricaLuis Angel Mendoza BerecheÎncă nu există evaluări
- Marco TeoricoDocument2 paginiMarco TeoricoLuis Angel Mendoza BerecheÎncă nu există evaluări
- Primer CongresoDocument4 paginiPrimer CongresoLuis Angel Mendoza BerecheÎncă nu există evaluări
- PRACTICA TornillosDocument1 paginăPRACTICA TornillosLuis Angel Mendoza BerecheÎncă nu există evaluări
- Metodologia de La InvestigacionDocument3 paginiMetodologia de La InvestigacionLuis Angel Mendoza BerecheÎncă nu există evaluări
- Metodologia de La InvestigacionDocument3 paginiMetodologia de La InvestigacionLuis Angel Mendoza BerecheÎncă nu există evaluări
- Procedimiento de SoldaduraDocument46 paginiProcedimiento de SoldaduraluiggichÎncă nu există evaluări
- Tipos de Perfiles 1Document3 paginiTipos de Perfiles 1heidyÎncă nu există evaluări
- Taller 1Document1 paginăTaller 1Edwin Jhovany Alzate RodríguezÎncă nu există evaluări
- Pica Roca 150 4062 Rockbreaker Installation Manual Spanish PDFDocument70 paginiPica Roca 150 4062 Rockbreaker Installation Manual Spanish PDFIngeniero proyectosÎncă nu există evaluări
- Aqua ProDocument5 paginiAqua PromleivacordilleraÎncă nu există evaluări
- Osha 1910.184 EslingasDocument65 paginiOsha 1910.184 EslingasDiego A. Chocos Saavedra100% (2)
- Novatec Agitadores Mecanicos IndustrialesDocument6 paginiNovatec Agitadores Mecanicos IndustrialesAlfonsoAndrésCádizRojasÎncă nu există evaluări
- ConsumiblesDocument490 paginiConsumiblesVictor RodriguesÎncă nu există evaluări
- HOSCLIMA S02 Material Montaje y AislamientoDocument74 paginiHOSCLIMA S02 Material Montaje y AislamientoaceitepcbÎncă nu există evaluări
- Fresadora InformeDocument15 paginiFresadora InformeAlonzo Sierra ValdiviaÎncă nu există evaluări
- Materiales para Herramientas de Corte Clasificación ISO de RecubrimientosDocument14 paginiMateriales para Herramientas de Corte Clasificación ISO de Recubrimientoskevin MontaluiaÎncă nu există evaluări
- Escalas y Niveles - Ing. Cristian JiménezDocument33 paginiEscalas y Niveles - Ing. Cristian JiménezJosue Alberto Sambrano RomeroÎncă nu există evaluări
- Cómo Se Metra La MaderaDocument4 paginiCómo Se Metra La MaderaAngella RiosÎncă nu există evaluări
- Plan de Trabajo para AterramientoDocument34 paginiPlan de Trabajo para AterramientoFreddy F. Meneses SilvaÎncă nu există evaluări
- Partes de ChancadoraDocument70 paginiPartes de ChancadoraMarc Anto Flor VasÎncă nu există evaluări
- Candados IFAM Serie K CastellanoDocument2 paginiCandados IFAM Serie K CastellanoFherÎncă nu există evaluări
- Extra Aleación HistoriaDocument4 paginiExtra Aleación Historiacorason233Încă nu există evaluări
- Ciencia de Los MaterialesDocument55 paginiCiencia de Los MaterialesJair Manjarres RojasÎncă nu există evaluări
- CT 01 Catalogo de Herramientas Sumitomo Torno PDFDocument172 paginiCT 01 Catalogo de Herramientas Sumitomo Torno PDFAriel Morante100% (1)
- Manual de MetalografiaDocument26 paginiManual de MetalografiaDiego Andre SanchezÎncă nu există evaluări
- Catalogo Ferrum CompletoDocument52 paginiCatalogo Ferrum Completoyunior136980% (5)
- Deriva de PisoDocument15 paginiDeriva de PisoDarwin FrancoÎncă nu există evaluări
- Libro Carga y Estiba I VII CADocument168 paginiLibro Carga y Estiba I VII CAJuan EduardoÎncă nu există evaluări
- Especificación TécnicaDocument38 paginiEspecificación Técnicakevincm1448Încă nu există evaluări
- Curso de Alta Tension Calc Mec ConductoresDocument148 paginiCurso de Alta Tension Calc Mec Conductoreshheber9767% (3)
- Capítulo 10 - Economia y Variables de SoldaduraDocument48 paginiCapítulo 10 - Economia y Variables de SoldaduraRojo FelixÎncă nu există evaluări
- Steel Frame - Memoria ProductoDocument4 paginiSteel Frame - Memoria ProductoCabole RnstÎncă nu există evaluări
- Catalogo Resistencias ElectricasDocument68 paginiCatalogo Resistencias ElectricasAntonio ZambranoÎncă nu există evaluări
- Oxidacion en Barras de Construccion (Actualizado 2020)Document35 paginiOxidacion en Barras de Construccion (Actualizado 2020)Rut Eliz Pérez TuctoÎncă nu există evaluări
- Numeros GeneradoresDocument22 paginiNumeros GeneradoresLunitha Saphira0% (1)