S-ar putea să vă placă și
- Automotive Actuators and EVAP System TestingDe la EverandAutomotive Actuators and EVAP System TestingEvaluare: 4.5 din 5 stele4.5/5 (4)
- Pneumatic Material Separator System: ComponentsDocument2 paginiPneumatic Material Separator System: ComponentsRohit ChimoteÎncă nu există evaluări
- Introduction to N.C.M., a Non Contact Measurement ToolDe la EverandIntroduction to N.C.M., a Non Contact Measurement ToolÎncă nu există evaluări
- Faulty Product Detection and Separation System: ComponentsDocument2 paginiFaulty Product Detection and Separation System: ComponentsOmaroMohsen100% (1)
- Systems and Control 1Document6 paginiSystems and Control 1stephendixÎncă nu există evaluări
- Learning About FA Sensors and Displacement Sensors: Beginner's GuideDocument12 paginiLearning About FA Sensors and Displacement Sensors: Beginner's GuideCarlos LourençoÎncă nu există evaluări
- Chapter 2 How Organizations Use ICT 1Document27 paginiChapter 2 How Organizations Use ICT 1Arpan JhaÎncă nu există evaluări
- Sensor & ActuatorDocument12 paginiSensor & Actuatoraulia rakhmawatiÎncă nu există evaluări
- Introduction, Objective and ConclusionDocument2 paginiIntroduction, Objective and ConclusionPUTRI NUR SHAHIDA MOHD ASRIÎncă nu există evaluări
- Conveyor For Quality ControlDocument6 paginiConveyor For Quality ControlGajanan100% (2)
- Pneumatic (Complete)Document11 paginiPneumatic (Complete)AhmadFikri DotMpeg100% (2)
- Vmect 018 Automatic Pneumatic BumperDocument3 paginiVmect 018 Automatic Pneumatic BumperMechanical Robot Designers V CreationsÎncă nu există evaluări
- Uitm Shah Alam Faculty of Mechanical EngineeringDocument27 paginiUitm Shah Alam Faculty of Mechanical EngineeringAhmadFikri DotMpeg40% (5)
- Automatic Accident ControllerDocument20 paginiAutomatic Accident ControllerSenthil KumarÎncă nu există evaluări
- Conveyor Operated RobotDocument6 paginiConveyor Operated RobotIyappanÎncă nu există evaluări
- Robotic ArmDocument18 paginiRobotic Armbraulio de jesusÎncă nu există evaluări
- Smart BeltDocument9 paginiSmart BeltDavid SfkaÎncă nu există evaluări
- Automatic Poor Quality Rejections in Manufacturing IndustryDocument3 paginiAutomatic Poor Quality Rejections in Manufacturing Industryrock starÎncă nu există evaluări
- Irimeter ManualDocument41 paginiIrimeter ManualasriÎncă nu există evaluări
- Class Notes - As Unit 3Document4 paginiClass Notes - As Unit 3aqsaleemÎncă nu există evaluări
- Chapter III Smart Tomato Crop Carrier System 1Document8 paginiChapter III Smart Tomato Crop Carrier System 1Prince ChanÎncă nu există evaluări
- Porch Light Sensor SystemDocument6 paginiPorch Light Sensor SystemafiqqÎncă nu există evaluări
- Poka Yoke: Presented By: Darpan Shah (24) Prinka Mittal (01) Priyanka ChaudharyDocument45 paginiPoka Yoke: Presented By: Darpan Shah (24) Prinka Mittal (01) Priyanka ChaudharyanshuldceÎncă nu există evaluări
- BIOBASE Automatic Chemistry Analyzer BK-200 User Manual 202011Document204 paginiBIOBASE Automatic Chemistry Analyzer BK-200 User Manual 202011Eduardo Josue100% (6)
- Sensor Based Inspection ConveyorDocument6 paginiSensor Based Inspection ConveyorPushpa Mohan RajÎncă nu există evaluări
- Automatic Job Rejection & Counting SystemDocument4 paginiAutomatic Job Rejection & Counting Systemankush belkarÎncă nu există evaluări
- Technology, Process Layout, Machineries & EquipmentDocument14 paginiTechnology, Process Layout, Machineries & EquipmentIcy MakerÎncă nu există evaluări
- Prezentare FestoDocument10 paginiPrezentare FestoPitigoi RoxanaÎncă nu există evaluări
- Module-3 - Robotic Cell Design and Programming - Robotics and Automation - 22ETC151 - 251-1Document12 paginiModule-3 - Robotic Cell Design and Programming - Robotics and Automation - 22ETC151 - 251-1chandanpurvey2Încă nu există evaluări
- Application of LabView Vision and Fuzzy Control For Controling A Gantry CraneDocument4 paginiApplication of LabView Vision and Fuzzy Control For Controling A Gantry CraneJournalofICTÎncă nu există evaluări
- Mini Report-Hill Station Breaking SystemDocument24 paginiMini Report-Hill Station Breaking SystemNikhil PimpareÎncă nu există evaluări
- Rac Module 1Document118 paginiRac Module 1Zaheer AhamedÎncă nu există evaluări
- Servo MotorDocument3 paginiServo MotorvinayakÎncă nu există evaluări
- Stages in Designing Mechatronic SystemsDocument12 paginiStages in Designing Mechatronic SystemsVibin JacobÎncă nu există evaluări
- RRLDocument3 paginiRRLEmmanuel RapadaÎncă nu există evaluări
- Sem1 Pnumatic Bumper ReportDocument33 paginiSem1 Pnumatic Bumper Reportdhanshri kolekarÎncă nu există evaluări
- Project Proposal Mechanical HandDocument2 paginiProject Proposal Mechanical HandAditya Vikram SrivastavaÎncă nu există evaluări
- Track BreakingDocument3 paginiTrack BreakingManish TurkarÎncă nu există evaluări
- Automatic Sorting Machine Using Conveyor BeltDocument4 paginiAutomatic Sorting Machine Using Conveyor BeltHari Kishor100% (1)
- Short ReportDocument2 paginiShort ReportRaj MandloiÎncă nu există evaluări
- Ref 10Document11 paginiRef 10Redbytes Recruitment2022 - Entry LetterÎncă nu există evaluări
- InspectionDocument1 paginăInspectionA/4041 /Haridoss.SÎncă nu există evaluări
- Manual Utilizare Masina de Injectat SZ-600H-EN PDFDocument106 paginiManual Utilizare Masina de Injectat SZ-600H-EN PDFAndreia BeatriceÎncă nu există evaluări
- Hill Station Breaking SystemDocument48 paginiHill Station Breaking Systemkanchan bone80% (5)
- Industrial Automation: AnswerDocument10 paginiIndustrial Automation: AnswershachihataÎncă nu există evaluări
- Hydraulic System FiltersDocument4 paginiHydraulic System FiltersAndres Felipe Ospino CatañoÎncă nu există evaluări
- OpenVentilator - Io Spartan Model DocumentationDocument96 paginiOpenVentilator - Io Spartan Model DocumentationMarcelo SCIÎncă nu există evaluări
- Crazy BallDocument22 paginiCrazy BallbellissimiÎncă nu există evaluări
- 7 Project IdeasDocument3 pagini7 Project Ideaspayaliya91Încă nu există evaluări
- Funda 1Document134 paginiFunda 1johnpaul varonaÎncă nu există evaluări
- Automatic Pneumatic Bumper System Ijariie8516 PDFDocument4 paginiAutomatic Pneumatic Bumper System Ijariie8516 PDFsgcreator 8189Încă nu există evaluări
- Eye Directive Wheelchair SeminarDocument18 paginiEye Directive Wheelchair SeminarSagar walanjÎncă nu există evaluări
- NI Tutorial 10703 enDocument7 paginiNI Tutorial 10703 enthulinh12a1Încă nu există evaluări
- Experimental Setup of ProjectDocument7 paginiExperimental Setup of Projectapi-248119294Încă nu există evaluări
- DL MPS901A ManualDocument118 paginiDL MPS901A Manualthanhga22Încă nu există evaluări
- Asi 03 00024 v2 PDFDocument19 paginiAsi 03 00024 v2 PDFccÎncă nu există evaluări
- AEE-2016-14-FinalReport Antenna StabDocument20 paginiAEE-2016-14-FinalReport Antenna StabpranavÎncă nu există evaluări
- Aparent ProjectDocument14 paginiAparent ProjectbernabasÎncă nu există evaluări
- Bottle Filling Station Using PLC AutomationDocument4 paginiBottle Filling Station Using PLC AutomationL Deepanti PunjabanÎncă nu există evaluări
- Station HandlingDocument1 paginăStation Handlingabdel aramilÎncă nu există evaluări
- Lab 2 - Embedded Programming and Interfacing Review PreparationDocument3 paginiLab 2 - Embedded Programming and Interfacing Review PreparationMaharshiGohelÎncă nu există evaluări
- MATLAB Programming Laboratory CPEG 201L Spring 2022 Project InstructionsDocument1 paginăMATLAB Programming Laboratory CPEG 201L Spring 2022 Project InstructionsMaharshiGohelÎncă nu există evaluări
- QDocument7 paginiQMaharshiGohelÎncă nu există evaluări
- University of Hartford - ECE DepartmentDocument10 paginiUniversity of Hartford - ECE DepartmentMaharshiGohelÎncă nu există evaluări
- Part-A: All AllDocument15 paginiPart-A: All AllMaharshiGohelÎncă nu există evaluări
- Academic Year 2021/22: Analogue Analysis and Design (ENG530/P21402) Item 1 - CW1/Laboratory ExerciseDocument4 paginiAcademic Year 2021/22: Analogue Analysis and Design (ENG530/P21402) Item 1 - CW1/Laboratory ExerciseMaharshiGohelÎncă nu există evaluări
- JA Meshal Alotaibi: Background of DSB-AMDocument4 paginiJA Meshal Alotaibi: Background of DSB-AMMaharshiGohelÎncă nu există evaluări
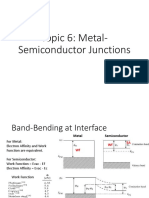
- Topic 6: Metal-Semiconductor JunctionsDocument10 paginiTopic 6: Metal-Semiconductor JunctionsMaharshiGohelÎncă nu există evaluări
- ECE 423 - Fall 2021 - Chapter 1 MatlabDocument1 paginăECE 423 - Fall 2021 - Chapter 1 MatlabMaharshiGohelÎncă nu există evaluări
- HW3 MatlabDocument2 paginiHW3 MatlabMaharshiGohelÎncă nu există evaluări
- Fundamentals: Biosystems, Molecular Recognition, Electrical Conduction, Quantum IdeasDocument5 paginiFundamentals: Biosystems, Molecular Recognition, Electrical Conduction, Quantum IdeasMaharshiGohelÎncă nu există evaluări
- Bill No.2: Sr. No Description Quantity Rate AmountDocument1 paginăBill No.2: Sr. No Description Quantity Rate AmountMaharshiGohelÎncă nu există evaluări
- Manager - Network Engineering: Productive Data Solutions, IncDocument7 paginiManager - Network Engineering: Productive Data Solutions, IncMaharshiGohelÎncă nu există evaluări
- Smart Home Automation SystemDocument10 paginiSmart Home Automation SystemutkarshÎncă nu există evaluări
- PIC Based Security Alarm ProjectDocument11 paginiPIC Based Security Alarm ProjectjoseÎncă nu există evaluări
- Sensors: 3.1.1 What Is A SensorDocument13 paginiSensors: 3.1.1 What Is A SensorSravani NaiduÎncă nu există evaluări
- Assembly and User Guide: Mobile Robot For Hobbyist, Research and EducationDocument54 paginiAssembly and User Guide: Mobile Robot For Hobbyist, Research and EducationMaha SoeÎncă nu există evaluări
- Embedded SW Engineer - Anitha YalaDocument6 paginiEmbedded SW Engineer - Anitha YalaAnitha YalaÎncă nu există evaluări
- Chapter 1Document6 paginiChapter 1Jake MilitarÎncă nu există evaluări
- Chapter IDocument14 paginiChapter Iemil feguro100% (1)
- McGraw-Hill - Robot Builder's Bonanza, 4th Edition2Document7 paginiMcGraw-Hill - Robot Builder's Bonanza, 4th Edition2Hassan TangasawiÎncă nu există evaluări
- Installation & Operating Instructions: Remote Monitoring GSM/SMS Communicating Wireless Alarm SystemDocument29 paginiInstallation & Operating Instructions: Remote Monitoring GSM/SMS Communicating Wireless Alarm SystemAldo BusuttilÎncă nu există evaluări
- BNWAS IS - Steisohn - A006-6Document45 paginiBNWAS IS - Steisohn - A006-6Venediktos RoussosÎncă nu există evaluări
- Development of Automatic Mini Fan With Human Detector by Using PIR SensorDocument8 paginiDevelopment of Automatic Mini Fan With Human Detector by Using PIR SensorToheebdareÎncă nu există evaluări
- Smart Building Using Pir & IotDocument10 paginiSmart Building Using Pir & IotRitesh VeeraniÎncă nu există evaluări
- IoT Based Classroom Automation Using ArdDocument8 paginiIoT Based Classroom Automation Using ArdDoctor IggyÎncă nu există evaluări
- Smart Traffic Control System Based On Vehicle DensityDocument55 paginiSmart Traffic Control System Based On Vehicle DensityRajan SinghÎncă nu există evaluări
- KNX PIR Sensor SIS05 1 User Manual V1 0 0Document39 paginiKNX PIR Sensor SIS05 1 User Manual V1 0 0amrehmaniÎncă nu există evaluări
- 687-2826-1-PB Atmega MicrocontrollerDocument8 pagini687-2826-1-PB Atmega Microcontrollerim.marzaÎncă nu există evaluări
- Honeywell Aurora Install GuideDocument4 paginiHoneywell Aurora Install GuideAlarm Grid Home Security and Alarm MonitoringÎncă nu există evaluări
- Project Report - IoT Based Smart Door SystemDocument39 paginiProject Report - IoT Based Smart Door Systemsurya chandraÎncă nu există evaluări
- Final - Proposal 3 - SMS - INTRUDER ALERT - AND - FACE RECOGNITIONDocument47 paginiFinal - Proposal 3 - SMS - INTRUDER ALERT - AND - FACE RECOGNITIONPauline GozoÎncă nu există evaluări
- Home Security System Using PIR Sensor and GSM ModuleDocument8 paginiHome Security System Using PIR Sensor and GSM ModulehanumantÎncă nu există evaluări
- ManualDocument16 paginiManualAbhishek Raj ShakyaÎncă nu există evaluări
- LC-103PIMSK: Professional Passive Infrared & Microwave Detector With Anti-Mask With Pet ImmunityDocument2 paginiLC-103PIMSK: Professional Passive Infrared & Microwave Detector With Anti-Mask With Pet ImmunityAndrei PantaÎncă nu există evaluări
- Design of Hotel BuildingDocument113 paginiDesign of Hotel BuildingPriya Padma50% (2)
- Operating & Installation Guide PIR CURTAINDocument2 paginiOperating & Installation Guide PIR CURTAINcrissdemonÎncă nu există evaluări
- Automatic Gun Targeting SystemDocument4 paginiAutomatic Gun Targeting Systemvivek poojariÎncă nu există evaluări
- Iot Based Home Automation System With Wifi On Arduino Using Android ApplicationDocument7 paginiIot Based Home Automation System With Wifi On Arduino Using Android ApplicationHassan RazaÎncă nu există evaluări
- HBS 300 WL DataSheet 64134 PDFDocument2 paginiHBS 300 WL DataSheet 64134 PDFmial01Încă nu există evaluări
- Security Alarm SystemDocument32 paginiSecurity Alarm SystemAnamika Yadav100% (2)
- Draft 2 (Chapter 1 & 2 - Adam & Azam)Document5 paginiDraft 2 (Chapter 1 & 2 - Adam & Azam)NADZIRUL NAIM HAYADINÎncă nu există evaluări
- T-Link TL250/TL300: Network Internet Alarm CommunicatorDocument44 paginiT-Link TL250/TL300: Network Internet Alarm CommunicatorCiprian CraioveanuÎncă nu există evaluări
- Electric Motor Control: DC, AC, and BLDC MotorsDe la EverandElectric Motor Control: DC, AC, and BLDC MotorsEvaluare: 4.5 din 5 stele4.5/5 (19)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsDe la EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsEvaluare: 4.5 din 5 stele4.5/5 (12)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDe la EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialÎncă nu există evaluări
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- Handbook on Battery Energy Storage SystemDe la EverandHandbook on Battery Energy Storage SystemEvaluare: 4.5 din 5 stele4.5/5 (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceDe la EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceÎncă nu există evaluări
- A Practical Handbook for Drilling Fluids ProcessingDe la EverandA Practical Handbook for Drilling Fluids ProcessingÎncă nu există evaluări
- Solar Energy: Survive Easily on Solar Power Off the GridDe la EverandSolar Energy: Survive Easily on Solar Power Off the GridÎncă nu există evaluări
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingDe la EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingÎncă nu există evaluări
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDe la EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentEvaluare: 4.5 din 5 stele4.5/5 (21)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADe la EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AÎncă nu există evaluări
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningDe la EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningEvaluare: 5 din 5 stele5/5 (4)
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®De la EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Încă nu există evaluări
- Thermal Power Plant: Design and OperationDe la EverandThermal Power Plant: Design and OperationEvaluare: 4.5 din 5 stele4.5/5 (23)
- Pipeline and Energy Plant Piping: Design and TechnologyDe la EverandPipeline and Energy Plant Piping: Design and TechnologyEvaluare: 5 din 5 stele5/5 (2)
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionEvaluare: 5 din 5 stele5/5 (1)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsDe la EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsÎncă nu există evaluări
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsDe la EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsÎncă nu există evaluări
- Global Landscape of Renewable Energy FinanceDe la EverandGlobal Landscape of Renewable Energy FinanceÎncă nu există evaluări