S-ar putea să vă placă și
- Certified Solidworks Professional Advanced Weldments Exam PreparationDe la EverandCertified Solidworks Professional Advanced Weldments Exam PreparationEvaluare: 5 din 5 stele5/5 (1)
- Premium ReceiptsDocument1 paginăPremium Receiptsmanojsh88870% (1)
- 2D Axisymmetric Threaded Connection: © 2011 ANSYS, Inc. July 12, 2013 1Document16 pagini2D Axisymmetric Threaded Connection: © 2011 ANSYS, Inc. July 12, 2013 1minhnguyenvonhatÎncă nu există evaluări
- Cold Bending DIN 6935 (Eng)Document3 paginiCold Bending DIN 6935 (Eng)Samira Adnan HalilovićÎncă nu există evaluări
- Network Analysis Chap. 4 First Order Differential EquationDocument5 paginiNetwork Analysis Chap. 4 First Order Differential EquationSreeram Vijapurapu0% (1)
- CHAPTER 10 Working Drawings and AssembliesDocument12 paginiCHAPTER 10 Working Drawings and AssembliesKishore BhatÎncă nu există evaluări
- Cold Steel Designers ManualDocument73 paginiCold Steel Designers Manualearthboy2uÎncă nu există evaluări
- 170i Printer Illustrated Parts Breakdown: Number UpdatesDocument52 pagini170i Printer Illustrated Parts Breakdown: Number UpdatesMulyanaÎncă nu există evaluări
- Drawing StandardsDocument12 paginiDrawing StandardsAgung Bayu100% (1)
- CHAPTER 10 Working Drawings and AssembliesDocument12 paginiCHAPTER 10 Working Drawings and Assembliesprasannaa2020Încă nu există evaluări
- Kisssoft Tut 003 E KeyDocument11 paginiKisssoft Tut 003 E KeyLuis TestaÎncă nu există evaluări
- Pertemuan 12 - Working DrawingDocument25 paginiPertemuan 12 - Working DrawingArif Rahmad SeptiawanÎncă nu există evaluări
- ColdSteel Manual V120Document87 paginiColdSteel Manual V120Terry CheukÎncă nu există evaluări
- 1 E 2401 Expansion Joint Stability Analaysis Report - Rev0 inDocument141 pagini1 E 2401 Expansion Joint Stability Analaysis Report - Rev0 inFelipeÎncă nu există evaluări
- Ad8127 ManualDocument40 paginiAd8127 ManualTakaSensei100% (1)
- Types of Machine DrawingDocument19 paginiTypes of Machine DrawingAmexTesfayeKora100% (5)
- ED7111Document117 paginiED7111palaniappan_pandianÎncă nu există evaluări
- AssemblyDocument5 paginiAssemblyOliver CasoÎncă nu există evaluări
- Eei Corporation Engineering Department Design Review FormDocument6 paginiEei Corporation Engineering Department Design Review FormAldrene Sarmiento100% (1)
- Aircraft Drawing - Chap 2 PDFDocument24 paginiAircraft Drawing - Chap 2 PDFnotonectal100% (1)
- Staad Course MatlDocument24 paginiStaad Course MatlAbhishek Kumar Gupta67% (3)
- Genie Um Vol4 App c2 AiscDocument13 paginiGenie Um Vol4 App c2 AisckaranderohanÎncă nu există evaluări
- Detail Drawing: Prints. A Detail Print Contains All The Information Needed To Make A Part, Including The ViewsDocument2 paginiDetail Drawing: Prints. A Detail Print Contains All The Information Needed To Make A Part, Including The Viewschris mcwilliamsÎncă nu există evaluări
- Kisssoft Tutorial 14 Compression SpringsDocument11 paginiKisssoft Tutorial 14 Compression SpringsNguyễnVănLăngÎncă nu există evaluări
- Printed in GermanyDocument109 paginiPrinted in GermanyEdson CarvalhoÎncă nu există evaluări
- Daimler - MBN 36012 ENG - 03-09Document11 paginiDaimler - MBN 36012 ENG - 03-09ali haydarÎncă nu există evaluări
- VideoJet Excel 170i Illustrated Parts BreakdownDocument51 paginiVideoJet Excel 170i Illustrated Parts Breakdownmacaco logo100% (1)
- DrawstandDocument7 paginiDrawstandMacedo S OliveiraÎncă nu există evaluări
- 13-61-16 Field Welding Data Sheets & Location DrgsDocument17 pagini13-61-16 Field Welding Data Sheets & Location DrgsJKKÎncă nu există evaluări
- MBN10231 Eng+2008-09Document12 paginiMBN10231 Eng+2008-09gültekin gökÎncă nu există evaluări
- Detail DrawingDocument28 paginiDetail DrawingRoan SantibañezÎncă nu există evaluări
- Training Getting Started - Modeler - Din: RM Bridge V8i September 2010Document47 paginiTraining Getting Started - Modeler - Din: RM Bridge V8i September 2010Orlando LopesÎncă nu există evaluări
- SubStation Structure DesignDocument13 paginiSubStation Structure DesignFrancis John F. Lopez100% (6)
- MEM9002B Assessment 3 V1 FinalDocument11 paginiMEM9002B Assessment 3 V1 Finaldiegocarlos2142Încă nu există evaluări
- PLate 1Document11 paginiPLate 1Sharanabasappa M JampaniÎncă nu există evaluări
- User Manual: AEC Gross Sheet MetalDocument9 paginiUser Manual: AEC Gross Sheet MetalMario MTÎncă nu există evaluări
- FEM With Analytical Approach Based Wind and Seismic Design Recommendations For Vertical Tall Process ColumnDocument9 paginiFEM With Analytical Approach Based Wind and Seismic Design Recommendations For Vertical Tall Process ColumnSASWAT MISHRAÎncă nu există evaluări
- MSB09 Description of Simple Connection Resistance Calculator PDFDocument23 paginiMSB09 Description of Simple Connection Resistance Calculator PDFstraulleÎncă nu există evaluări
- Assembly DrawingsDocument4 paginiAssembly DrawingsJayesh IsamaliyaÎncă nu există evaluări
- Session 12Document50 paginiSession 12etaÎncă nu există evaluări
- Me 8381 Lab ManualDocument36 paginiMe 8381 Lab ManualMohanraj SubramaniÎncă nu există evaluări
- Kisssoft Tut 014 E Compression SpringsDocument11 paginiKisssoft Tut 014 E Compression Springs为民丁Încă nu există evaluări
- Working Drawings and AssembliesDocument16 paginiWorking Drawings and AssembliesZojj UliÎncă nu există evaluări
- RC Beam Design ACIDocument8 paginiRC Beam Design ACIDewi CuantikÎncă nu există evaluări
- Assembly DrawingDocument19 paginiAssembly DrawingJohn EgbongÎncă nu există evaluări
- Kisssoft Tut 003 E KeyDocument11 paginiKisssoft Tut 003 E KeyJorge Ronald Cabrera ÑaupaÎncă nu există evaluări
- Padeye Calculator (Shackle Compatibility & Design Capacity) : ApplicationsDocument8 paginiPadeye Calculator (Shackle Compatibility & Design Capacity) : ApplicationsBayari ArÎncă nu există evaluări
- An Introduction To Pro/SHEETMETAL: A Project Based ApproachDocument47 paginiAn Introduction To Pro/SHEETMETAL: A Project Based ApproachMirek BlaszkoÎncă nu există evaluări
- Design Report PTZ Camera StructureDocument24 paginiDesign Report PTZ Camera Structuregaurav sharma100% (1)
- Design Modification & Analysis For Suspension Frame Using Finite Element AnalysisDocument6 paginiDesign Modification & Analysis For Suspension Frame Using Finite Element AnalysisSahaya GrinspanÎncă nu există evaluări
- ME463 Plate No.6 AntoDocument14 paginiME463 Plate No.6 AntoEman Lampago AntoÎncă nu există evaluări
- B.08.02 Att 6 Structural Calculations Guidelines - AOR AFRICOMDocument8 paginiB.08.02 Att 6 Structural Calculations Guidelines - AOR AFRICOMIsmail MohammadÎncă nu există evaluări
- MSB08 Description of Member Resistance CalculatorDocument37 paginiMSB08 Description of Member Resistance CalculatorCristian BlanaruÎncă nu există evaluări
- A Classification System to Describe Workpieces: DefinitionsDe la EverandA Classification System to Describe Workpieces: DefinitionsW. R. MacconnellÎncă nu există evaluări
- Systems Engineering for All: Introduction to Systems Engineering for non-Systems EngineersDe la EverandSystems Engineering for All: Introduction to Systems Engineering for non-Systems EngineersÎncă nu există evaluări
- Engineering Drawing: Unlocking Visual Perception in Engineering DrawingDe la EverandEngineering Drawing: Unlocking Visual Perception in Engineering DrawingÎncă nu există evaluări
- Finite Elements Using Maxima: Theory and Routines for Rods and BeamsDe la EverandFinite Elements Using Maxima: Theory and Routines for Rods and BeamsÎncă nu există evaluări
- Boarding Pass (Web Check-In) Goindigo - inDocument1 paginăBoarding Pass (Web Check-In) Goindigo - inmanojsh8887Încă nu există evaluări
- NF70114277660094 ETicketDocument2 paginiNF70114277660094 ETicketmanojsh8887Încă nu există evaluări
- NF79178280378890 ETicketDocument2 paginiNF79178280378890 ETicketmanojsh8887Încă nu există evaluări
- ISOE - Student Communication - Online Classes Time Table - Schedule SR - KG ADocument1 paginăISOE - Student Communication - Online Classes Time Table - Schedule SR - KG Amanojsh8887Încă nu există evaluări
- Supreme Court of India Self Declaration Form (For Entrants in The High Security Zone)Document1 paginăSupreme Court of India Self Declaration Form (For Entrants in The High Security Zone)manojsh8887Încă nu există evaluări
- Piller Set IndentDocument1 paginăPiller Set Indentmanojsh8887Încă nu există evaluări
- Project Charter: Project Sponsor Project LeaderDocument2 paginiProject Charter: Project Sponsor Project Leadermanojsh8887Încă nu există evaluări
- Project CharterDocument2 paginiProject Chartermanojsh8887Încă nu există evaluări
- Project Charter: Project Sponsor Project LeaderDocument2 paginiProject Charter: Project Sponsor Project Leadermanojsh8887Încă nu există evaluări
- IRF350Document7 paginiIRF350sanniviÎncă nu există evaluări
- Determination of The Solubility Product Constant of Silver AcetateDocument8 paginiDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemÎncă nu există evaluări
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Document17 paginiCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibÎncă nu există evaluări
- BM 81004 MuvDocument52 paginiBM 81004 MuvHamza Abbasi AbbasiÎncă nu există evaluări
- SR No Co Name Salutation Person Designation Contact NoDocument4 paginiSR No Co Name Salutation Person Designation Contact NoAnindya SharmaÎncă nu există evaluări
- Ultra Petronne Interior Supply Corp.: Manufacturer of Light Metal FramesDocument1 paginăUltra Petronne Interior Supply Corp.: Manufacturer of Light Metal Framesjun vincint geleraÎncă nu există evaluări
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Document4 paginiRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungÎncă nu există evaluări
- State ManagementDocument16 paginiState Managementnegikamal703Încă nu există evaluări
- Portal Info StubDocument11 paginiPortal Info Stubzamanqomaru8Încă nu există evaluări
- Marine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55Document3 paginiMarine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55spyros_peiraiasÎncă nu există evaluări
- Section 05120 Structural Steel Part 1Document43 paginiSection 05120 Structural Steel Part 1jacksondcplÎncă nu există evaluări
- Mech 3-Module 1Document41 paginiMech 3-Module 1melkisidick angloanÎncă nu există evaluări
- Emergency LightingDocument32 paginiEmergency LightingIsmet HizyoluÎncă nu există evaluări
- Internship Report May 2016Document11 paginiInternship Report May 2016Rupini RagaviahÎncă nu există evaluări
- Vibration - Electrical or Mechanical - EASADocument3 paginiVibration - Electrical or Mechanical - EASAGilbÎncă nu există evaluări
- A9K CatalogueDocument152 paginiA9K CatalogueMohamed SaffiqÎncă nu există evaluări
- Eje Delantero BMW F10Document94 paginiEje Delantero BMW F10Daniel Muñoz SotomayorÎncă nu există evaluări
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorDocument72 paginiPIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaÎncă nu există evaluări
- Quantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestDocument31 paginiQuantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestjackyÎncă nu există evaluări
- A Sample of Wet Soil Has A Volume of 0Document8 paginiA Sample of Wet Soil Has A Volume of 0eph0% (1)
- SdccmanDocument126 paginiSdccmanGustavo A. Sarache MillanÎncă nu există evaluări
- 1 Xpower Safirus Owners Manual enDocument8 pagini1 Xpower Safirus Owners Manual enMarianela MasyRubiÎncă nu există evaluări
- BurnerDocument4 paginiBurnerAhmed Mohamed KhalilÎncă nu există evaluări
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 paginiPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksÎncă nu există evaluări
- Q3 NSP - SLP - RLPDocument41 paginiQ3 NSP - SLP - RLPRushi RavalÎncă nu există evaluări
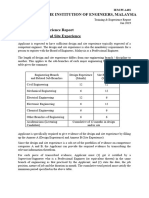
- IEM PI A401 - ANNEXE - Design & Site ExperienceDocument5 paginiIEM PI A401 - ANNEXE - Design & Site ExperienceapiplajengilaÎncă nu există evaluări
- Online Examination System For AndroidDocument7 paginiOnline Examination System For AndroidSri Sai UniversityÎncă nu există evaluări
- Ibr CalculationsDocument9 paginiIbr Calculationsaroonchelikani67% (3)
- Chapter 19A ConcreteDocument10 paginiChapter 19A ConcreteMofasa EÎncă nu există evaluări