S-ar putea să vă placă și
- Us 4103196Document6 paginiUs 4103196Shankar PediredlaÎncă nu există evaluări
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 paginiUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348Încă nu există evaluări
- Us2218783 PDFDocument4 paginiUs2218783 PDFlandagoÎncă nu există evaluări
- United States Patent: Beck (45) Oct. 17, 1972Document7 paginiUnited States Patent: Beck (45) Oct. 17, 1972ffontanaÎncă nu există evaluări
- Ullltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992Document7 paginiUllltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992mohammadreza91Încă nu există evaluări
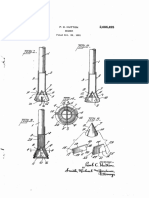
- Filed Oct. 22, 1951: P. C. HuttonDocument5 paginiFiled Oct. 22, 1951: P. C. HuttonGalo YambayÎncă nu există evaluări
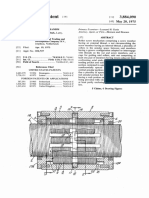
- 6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061Document4 pagini6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061mohamed hemdanÎncă nu există evaluări
- Honing ToolDocument3 paginiHoning ToolKyle YsitÎncă nu există evaluări
- US Patent 3884090Document5 paginiUS Patent 3884090sthollanderÎncă nu există evaluări
- Removable Francis Turbine SealsDocument4 paginiRemovable Francis Turbine SealsmachevelÎncă nu există evaluări
- Tesla Turbine Patent 1922 B..Document3 paginiTesla Turbine Patent 1922 B..zekau100% (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDe la EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesÎncă nu există evaluări
- Tesla Gas Turbine PatentDocument3 paginiTesla Gas Turbine PatentHasan Murat SolmazÎncă nu există evaluări
- Patente Aspa Parsons Como Las Que Tengo de 1953 Us3002567Document4 paginiPatente Aspa Parsons Como Las Que Tengo de 1953 Us3002567Mariela TisseraÎncă nu există evaluări
- Us2018240 PDFDocument4 paginiUs2018240 PDFPolygrapack SA DE CVÎncă nu există evaluări
- United States Patent (19) : Felix-DalichowDocument5 paginiUnited States Patent (19) : Felix-DalichowBarmak CheraghiÎncă nu există evaluări
- Tensioning StripsDocument11 paginiTensioning StripssuksesÎncă nu există evaluări
- Patented July 2,: C, C, El SenerDocument6 paginiPatented July 2,: C, C, El SenerTito TitoÎncă nu există evaluări
- US3841371-metal InsertDocument5 paginiUS3841371-metal InsertgauravÎncă nu există evaluări
- Us 1893840Document6 paginiUs 1893840Robert BercovitzÎncă nu există evaluări
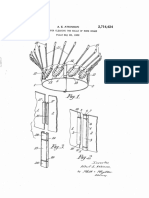
- Aug. 2, 1955 A. E. Atkinson 2,714,424: Ay 21 - Á-AsDocument3 paginiAug. 2, 1955 A. E. Atkinson 2,714,424: Ay 21 - Á-As12348Încă nu există evaluări
- Us 1902202Document3 paginiUs 1902202Daniel ZabalaÎncă nu există evaluări
- Dec. 24, 1963 A. K. Kline 3,115,186: Gln/I301. '6 Bym Fda LDocument5 paginiDec. 24, 1963 A. K. Kline 3,115,186: Gln/I301. '6 Bym Fda LcheesewizzÎncă nu există evaluări
- MVMK Mm. .: File?d Jan. 29, 1944Document4 paginiMVMK Mm. .: File?d Jan. 29, 1944Syed Umair RizviÎncă nu există evaluări
- Circuito Electronico de ControlDocument3 paginiCircuito Electronico de ControlemernelsonmanÎncă nu există evaluări
- US898276Document5 paginiUS898276Jacob LukaÎncă nu există evaluări
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityDe la EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityÎncă nu există evaluări
- US4893426Document7 paginiUS4893426Jean DelaronciereÎncă nu există evaluări
- Sept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetDocument4 paginiSept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetLucas RaithsÎncă nu există evaluări
- Us3443375 PDFDocument3 paginiUs3443375 PDFRamos GabeÎncă nu există evaluări
- Dec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetDocument6 paginiDec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetEstebanPortilloÎncă nu există evaluări
- Engineering Vol 56 1893-11-03Document33 paginiEngineering Vol 56 1893-11-03ian_newÎncă nu există evaluări
- Cementing Patent 2Document3 paginiCementing Patent 2Lara CitlalliÎncă nu există evaluări
- Thompson Proto US1425810Document4 paginiThompson Proto US1425810apoorva singhÎncă nu există evaluări
- Na-Varsics: United States PatentDocument10 paginiNa-Varsics: United States PatentMMÎncă nu există evaluări
- 2,710,376 June 7, 1955: Magnetic Armature Mirror For GalvanometersDocument3 pagini2,710,376 June 7, 1955: Magnetic Armature Mirror For Galvanometersmohamed hemdanÎncă nu există evaluări
- QZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Document3 paginiQZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Galo YambayÎncă nu există evaluări
- Sam W Hoke Torch PatentDocument5 paginiSam W Hoke Torch PatentRichard.nlÎncă nu există evaluări
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesDe la EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesÎncă nu există evaluări
- Vernier Caliper PatentDocument9 paginiVernier Caliper Patentmeinard angelesÎncă nu există evaluări
- Patent USPTO 4098523 Traction DeviceDocument5 paginiPatent USPTO 4098523 Traction Devicexeron7126Încă nu există evaluări
- The Allen Engine-Charles T. PorterDocument3 paginiThe Allen Engine-Charles T. PorterLuis VizcaínoÎncă nu există evaluări
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 paginiUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiÎncă nu există evaluări
- The Theory of Tube Producing MethodsDocument16 paginiThe Theory of Tube Producing MethodsJosé B. CorreaÎncă nu există evaluări
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Document11 paginiUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanÎncă nu există evaluări
- US3921555Document6 paginiUS3921555Muhammad TalhaÎncă nu există evaluări
- 11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555Document5 pagini11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555mohammadreza91Încă nu există evaluări
- First: United States PatentDocument7 paginiFirst: United States Patentyraju88Încă nu există evaluări
- United States PatentDocument11 paginiUnited States PatentffontanaÎncă nu există evaluări
- Us3266821 PDFDocument5 paginiUs3266821 PDFDiogo CorreaÎncă nu există evaluări
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Document25 paginiPatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleÎncă nu există evaluări
- Aug-24, 1954 E. S. Titus Ei'Al: NiorsDocument5 paginiAug-24, 1954 E. S. Titus Ei'Al: NiorsPedro MorenoÎncă nu există evaluări
- Cement BasketDocument4 paginiCement Basketराजकुमार यादवÎncă nu există evaluări
- Jan. 2, 1968 W. C. Sealey Et Al-3,362,000: Filed May 31, 1966 3. Sheets-Sheet LDocument8 paginiJan. 2, 1968 W. C. Sealey Et Al-3,362,000: Filed May 31, 1966 3. Sheets-Sheet Lkushwah9kpriyaÎncă nu există evaluări
- Filed March 28, 1952: Cast RotorDocument4 paginiFiled March 28, 1952: Cast RotorGek CagatanÎncă nu există evaluări
- US2125697Document3 paginiUS2125697davarniyaalirezasepehrelectricÎncă nu există evaluări
- Jan. 23, 1934. A. E. Bock 1,944,208Document3 paginiJan. 23, 1934. A. E. Bock 1,944,208Валерия КорнееваÎncă nu există evaluări
- United States Patent (191: (54) Rotary-To-Reciprocating DeviceDocument6 paginiUnited States Patent (191: (54) Rotary-To-Reciprocating DeviceRage24Încă nu există evaluări
- United States PatentDocument13 paginiUnited States Patent63Încă nu există evaluări
- Sae 44579640 Silent ChainsDocument48 paginiSae 44579640 Silent ChainsWohlenberg MonicaÎncă nu există evaluări
- 1D Meshing and Connectors - v11Document16 pagini1D Meshing and Connectors - v11PrasadÎncă nu există evaluări
- 10 1008 PDFDocument1 pagină10 1008 PDFPrasadÎncă nu există evaluări
- Analysis Setup v11Document18 paginiAnalysis Setup v11PrasadÎncă nu există evaluări
- Hyperworks Enterprise Collaboration Tools: Appendix ADocument16 paginiHyperworks Enterprise Collaboration Tools: Appendix APrasadÎncă nu există evaluări
- Chapter 5: Tetra MeshingDocument18 paginiChapter 5: Tetra MeshingPrasadÎncă nu există evaluări
- Geometry Clean-Up: Section 1: Importing and Repairing CADDocument26 paginiGeometry Clean-Up: Section 1: Importing and Repairing CADPrasad100% (1)
- Quality 16Mncr5: Lucefin GroupDocument2 paginiQuality 16Mncr5: Lucefin GroupPrasadÎncă nu există evaluări
- Composite Shafts PDFDocument76 paginiComposite Shafts PDFPrasadÎncă nu există evaluări
- A526365 PDFDocument19 paginiA526365 PDFPrasadÎncă nu există evaluări
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDocument5 paginiL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadÎncă nu există evaluări
- Universal Joint and Theory-Basic PDFDocument17 paginiUniversal Joint and Theory-Basic PDFPrasadÎncă nu există evaluări
- J300-P8 Yoke ShaftDocument12 paginiJ300-P8 Yoke ShaftPrasadÎncă nu există evaluări
- Accelerating Through Resonance of A Universal Joint Drive LineDocument9 paginiAccelerating Through Resonance of A Universal Joint Drive LinePrasadÎncă nu există evaluări
- Driveshaft Vibration AnalysisDocument8 paginiDriveshaft Vibration AnalysisPrasadÎncă nu există evaluări
- Common U Joint Kits by Series: Vehicle Type Driveline Series Spicer Service Kit Spicer Life OE Kit Spicer Life OE KitDocument1 paginăCommon U Joint Kits by Series: Vehicle Type Driveline Series Spicer Service Kit Spicer Life OE Kit Spicer Life OE KitPrasadÎncă nu există evaluări
- AISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1Document2 paginiAISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1PrasadÎncă nu există evaluări
- J300P-7 (1) - Spicer Tube ShaftsDocument24 paginiJ300P-7 (1) - Spicer Tube ShaftsPrasadÎncă nu există evaluări
- Driveline Components Catalog Center Yokes, Tube Yokes and Ball Stud Tube YokesDocument16 paginiDriveline Components Catalog Center Yokes, Tube Yokes and Ball Stud Tube YokesPrasadÎncă nu există evaluări
- GKN Duj en PDFDocument6 paginiGKN Duj en PDFPrasadÎncă nu există evaluări
- Spicer Flange Yokes - J300-P2Document16 paginiSpicer Flange Yokes - J300-P2PrasadÎncă nu există evaluări
- ROCKFORD SplinedStubs 2006 10Document16 paginiROCKFORD SplinedStubs 2006 10PrasadÎncă nu există evaluări
- Spicer 10 Series Driveshafts: Proven Reliability For Light Vehicle ApplicationsDocument2 paginiSpicer 10 Series Driveshafts: Proven Reliability For Light Vehicle ApplicationsPrasadÎncă nu există evaluări
- Reflecting Our Emotions Through Art: Exaggeration or RealityDocument2 paginiReflecting Our Emotions Through Art: Exaggeration or Realityhz202301297Încă nu există evaluări
- PLSQL Day 1Document12 paginiPLSQL Day 1rambabuÎncă nu există evaluări
- Brahm Dutt v. UoiDocument3 paginiBrahm Dutt v. Uoiswati mohapatraÎncă nu există evaluări
- Vickram Bahl & Anr. v. Siddhartha Bahl & Anr.: CS (OS) No. 78 of 2016 Casе AnalysisDocument17 paginiVickram Bahl & Anr. v. Siddhartha Bahl & Anr.: CS (OS) No. 78 of 2016 Casе AnalysisShabriÎncă nu există evaluări
- The Leaders of The NationDocument3 paginiThe Leaders of The NationMark Dave RodriguezÎncă nu există evaluări
- Emma The Easter BunnyDocument9 paginiEmma The Easter BunnymagdaÎncă nu există evaluări
- TOURISM AND HOSPITALITY ORGANIZATIONS Di Pa TapooosDocument97 paginiTOURISM AND HOSPITALITY ORGANIZATIONS Di Pa TapooosDianne EvangelistaÎncă nu există evaluări
- Name: Nur Hashikin Binti Ramly (2019170773) Course Code: Udm713 - Decision Making Methods and Analysis Assignment Title: Need Gap AnalysisDocument2 paginiName: Nur Hashikin Binti Ramly (2019170773) Course Code: Udm713 - Decision Making Methods and Analysis Assignment Title: Need Gap AnalysisAhmad HafizÎncă nu există evaluări
- Catalogue 2021Document12 paginiCatalogue 2021vatsala36743Încă nu există evaluări
- Specification - Pump StationDocument59 paginiSpecification - Pump StationchialunÎncă nu există evaluări
- Rudolf Steiner - Twelve Senses in Man GA 206Document67 paginiRudolf Steiner - Twelve Senses in Man GA 206Raul PopescuÎncă nu există evaluări
- (IME) (Starfinder) (Acc) Wildstorm IndustriesDocument51 pagini(IME) (Starfinder) (Acc) Wildstorm IndustriesFilipe Galiza79% (14)
- CALIDocument58 paginiCALIleticia figueroaÎncă nu există evaluări
- Photo Essay (Lyka)Document2 paginiPhoto Essay (Lyka)Lyka LadonÎncă nu există evaluări
- Eradication, Control and Monitoring Programmes To Contain Animal DiseasesDocument52 paginiEradication, Control and Monitoring Programmes To Contain Animal DiseasesMegersaÎncă nu există evaluări
- Jewish Standard, September 16, 2016Document72 paginiJewish Standard, September 16, 2016New Jersey Jewish StandardÎncă nu există evaluări
- Advanced Financial Accounting and Reporting Accounting For PartnershipDocument6 paginiAdvanced Financial Accounting and Reporting Accounting For PartnershipMaria BeatriceÎncă nu există evaluări
- 4-Page 7 Ways TM 20Document4 pagini4-Page 7 Ways TM 20Jose EstradaÎncă nu există evaluări
- Hellwalker: "What Terrors Do You Think I Have Not Already Seen?"Document2 paginiHellwalker: "What Terrors Do You Think I Have Not Already Seen?"mpotatoÎncă nu există evaluări
- Repair and Field Service BrochureDocument4 paginiRepair and Field Service Brochurecorsini999Încă nu există evaluări
- Damodaram Sanjivayya National Law University VisakhapatnamDocument6 paginiDamodaram Sanjivayya National Law University VisakhapatnamSuvedhya ReddyÎncă nu există evaluări
- Lifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMDocument2 paginiLifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMkevinwz1989Încă nu există evaluări
- лк CUDA - 1 PDCnDocument31 paginiлк CUDA - 1 PDCnОлеся БарковськаÎncă nu există evaluări
- Internal Rules of Procedure Sangguniang BarangayDocument37 paginiInternal Rules of Procedure Sangguniang Barangayhearty sianenÎncă nu există evaluări
- Packing List Night at Starlodge Adventure SuitesDocument2 paginiPacking List Night at Starlodge Adventure SuitesArturo PerezÎncă nu există evaluări
- UXBenchmarking 101Document42 paginiUXBenchmarking 101Rodrigo BucketbranchÎncă nu există evaluări
- Kutune ShirkaDocument11 paginiKutune ShirkaAnonymous CabWGmQwÎncă nu există evaluări
- The Music Tree Activities Book Part 1 Music Tree Summy PDF Book by Frances ClarkDocument3 paginiThe Music Tree Activities Book Part 1 Music Tree Summy PDF Book by Frances ClarkRenata Lemes0% (2)
- Digestive System LabsheetDocument4 paginiDigestive System LabsheetKATHLEEN MAE HERMOÎncă nu există evaluări
- TNEA Participating College - Cut Out 2017Document18 paginiTNEA Participating College - Cut Out 2017Ajith KumarÎncă nu există evaluări