S-ar putea să vă placă și
- MRP1000 - Ops ManualDocument62 paginiMRP1000 - Ops Manualjose abaÎncă nu există evaluări
- ET7000 OpsDocument17 paginiET7000 OpsJose Antonio Beltran ArellanoÎncă nu există evaluări
- PG-6000 Operation ManualDocument24 paginiPG-6000 Operation ManualingpochoÎncă nu există evaluări
- B3 SGM7J Sgm7a SGM7G SGM7PDocument178 paginiB3 SGM7J Sgm7a SGM7G SGM7PSong NguyễnÎncă nu există evaluări
- Birotor Meters Series 60, 70, 80, and 90 Operating and Maintenance InstructionsDocument26 paginiBirotor Meters Series 60, 70, 80, and 90 Operating and Maintenance Instructionskerdelloumajdi28Încă nu există evaluări
- BTP 50Document32 paginiBTP 50robalitojgpÎncă nu există evaluări
- TD981014Document10 paginiTD981014Flavio SanchezÎncă nu există evaluări
- ET7000 Ops PDFDocument20 paginiET7000 Ops PDFSUSHIL CÎncă nu există evaluări
- Overlock Mauser 500 ManualDocument98 paginiOverlock Mauser 500 ManualMauricio GonzalezÎncă nu există evaluări
- Pegasus (W&G) 500 I & 500 II Overlocks PDFDocument78 paginiPegasus (W&G) 500 I & 500 II Overlocks PDFNicholson DyeÎncă nu există evaluări
- Sigma-7S Rotary Servo Motor Product Manual - Sieps80000136d - 3 - 0Document206 paginiSigma-7S Rotary Servo Motor Product Manual - Sieps80000136d - 3 - 0Chamara SandaruwanÎncă nu există evaluări
- Generator Caterpillar SR4BDocument76 paginiGenerator Caterpillar SR4BMirela Polić Bijelić100% (2)
- Sie Ps 80000186Document111 paginiSie Ps 80000186sandroÎncă nu există evaluări
- LG5002 OpsDocument20 paginiLG5002 OpsRSR_2K5364Încă nu există evaluări
- Chapt 709Document64 paginiChapt 709cleberÎncă nu există evaluări
- Gagemaker ET 7000 External Taper Operation ManualDocument16 paginiGagemaker ET 7000 External Taper Operation ManualluÎncă nu există evaluări
- ET-7000 Series Operation Manual: External Thread Taper GageDocument16 paginiET-7000 Series Operation Manual: External Thread Taper GageYury GonzalesÎncă nu există evaluări
- Sigma-7 Direct Drive Motor SGM Product ManualDocument173 paginiSigma-7 Direct Drive Motor SGM Product ManualId EpartÎncă nu există evaluări
- Fanuc CNC Parts: Rigid Tapping TroubleshootingDocument6 paginiFanuc CNC Parts: Rigid Tapping TroubleshootingTony AntonyÎncă nu există evaluări
- FanucManuals1793 PDFDocument93 paginiFanucManuals1793 PDFkkcm100% (1)
- HP 428B ManualDocument52 paginiHP 428B Manualfikret.hgsÎncă nu există evaluări
- LG-6001 Lead Gage: Operation ManualDocument24 paginiLG-6001 Lead Gage: Operation ManualSukumarÎncă nu există evaluări
- Sigma7 Rotary Servomotor Product ManualDocument215 paginiSigma7 Rotary Servomotor Product ManualTrí ChốtÎncă nu există evaluări
- Sieps80000136f 7 0 PDFDocument215 paginiSieps80000136f 7 0 PDFChirag GoelÎncă nu există evaluări
- Brother MD-803, MD-813 DC Servomotor Instruction ManualDocument105 paginiBrother MD-803, MD-813 DC Servomotor Instruction ManualSergio Cayetano Palacios100% (1)
- Workshop Manual: No - LGBRK-WE-1111Document74 paginiWorkshop Manual: No - LGBRK-WE-1111Rowan CorneliusÎncă nu există evaluări
- Workshop Manual: No - LGGEN-WE-1111Document30 paginiWorkshop Manual: No - LGGEN-WE-1111Rowan CorneliusÎncă nu există evaluări
- Hyster Joystick EN PDFDocument18 paginiHyster Joystick EN PDFweldsaidiÎncă nu există evaluări
- Joystick Hyster PDFDocument18 paginiJoystick Hyster PDFmessas93100% (1)
- MRP 5500 PDFDocument1 paginăMRP 5500 PDFEdwin MPÎncă nu există evaluări
- TCM Torque SB96 7DDocument14 paginiTCM Torque SB96 7DИван КоньковÎncă nu există evaluări
- Workshop Manual: No - LGPRO-WE-1111Document106 paginiWorkshop Manual: No - LGPRO-WE-1111Rowan CorneliusÎncă nu există evaluări
- Pistons and Connecting Rods - AssembleDocument6 paginiPistons and Connecting Rods - AssemblealonsoÎncă nu există evaluări
- Geopotes 14: 0314-032 Propeller Installation Instruction Manual 1Document143 paginiGeopotes 14: 0314-032 Propeller Installation Instruction Manual 1a.amangazinov1995Încă nu există evaluări
- 6) 4H.1380.02.0.PR - Installation Service & Maintenance Manual For Ac Kirloskar Green Ac LS GeneratorDocument27 pagini6) 4H.1380.02.0.PR - Installation Service & Maintenance Manual For Ac Kirloskar Green Ac LS GeneratorAlfiya AnamÎncă nu există evaluări
- Operator's Manual: Issue 1.0 053-2380Document161 paginiOperator's Manual: Issue 1.0 053-2380BaggerkingÎncă nu există evaluări
- Aligneo ExDocument14 paginiAligneo ExjohnÎncă nu există evaluări
- Medidor de Paso de Cuerdas Api PDFDocument24 paginiMedidor de Paso de Cuerdas Api PDFLuisGarcia2608Încă nu există evaluări
- Mitsubishi LT2-2230 Instruction ManualDocument32 paginiMitsubishi LT2-2230 Instruction ManualCarlos Alonso Alarcón CórdobaÎncă nu există evaluări
- Single Bearing Generator Installation Procedures - LeTourneau, Inc.Document65 paginiSingle Bearing Generator Installation Procedures - LeTourneau, Inc.pevare100% (3)
- Miller: 0 Technical ManualDocument108 paginiMiller: 0 Technical ManualCarlos Gabriel EstergaardÎncă nu există evaluări
- Conexion Sr4 Sr4b CaterpillarDocument76 paginiConexion Sr4 Sr4b CaterpillarGAston Guerra100% (1)
- Nnse795s Panasonic Service ManualDocument46 paginiNnse795s Panasonic Service Manualrafael rinconÎncă nu există evaluări
- Valve Lash For Cummins Engine K38Document9 paginiValve Lash For Cummins Engine K38Youssef Ali100% (1)
- 2011 AVID SPC - Rev BDocument42 pagini2011 AVID SPC - Rev Bionux21Încă nu există evaluări
- 2200SRM1204 (01 2005) Uk enDocument18 pagini2200SRM1204 (01 2005) Uk enEbied Yousif Aly100% (2)
- Weir Minerals Multiflo Electro-Magnetic (Robatic) Clutch Disassembly AND Assembly ProcedureDocument10 paginiWeir Minerals Multiflo Electro-Magnetic (Robatic) Clutch Disassembly AND Assembly ProcedurePutra JawaÎncă nu există evaluări
- HRD k3v k5v Series Parts DiagramsDocument12 paginiHRD k3v k5v Series Parts Diagramsيحيى بن يحيىÎncă nu există evaluări
- ATR DDR - Mechanical MFL-UT - Combo IPIG-R0-Nov2022Document2 paginiATR DDR - Mechanical MFL-UT - Combo IPIG-R0-Nov2022gauranghande898Încă nu există evaluări
- Av SM 12-18Document15 paginiAv SM 12-18Luis GonzalezÎncă nu există evaluări
- JT25 Operator's Manual (ID0311084 - 05 - SVC)Document215 paginiJT25 Operator's Manual (ID0311084 - 05 - SVC)Yipper ShnipperÎncă nu există evaluări
- Bridgeport Series 2 Interact 2 Milling MachineDocument95 paginiBridgeport Series 2 Interact 2 Milling MachineJaroslav AcsÎncă nu există evaluări
- Line Balancing For Improving Apparel Production by Operator Skill MatrixDocument10 paginiLine Balancing For Improving Apparel Production by Operator Skill MatrixVishal ChoudharyÎncă nu există evaluări
- 053-1361 JT2020T3 - 3-0Document203 pagini053-1361 JT2020T3 - 3-0Dozer KamilÎncă nu există evaluări
- Chain Chain Exchange ProcedureDocument6 paginiChain Chain Exchange Procedurecengiz kutukcuÎncă nu există evaluări
- c20547 PDFDocument34 paginic20547 PDFGuillermo Andrés CoupeÎncă nu există evaluări
- Lambda Emi: Instruction Manual ForDocument66 paginiLambda Emi: Instruction Manual ForAntonio Carlos CardosoÎncă nu există evaluări
- Section 4 Brake SystemDocument5 paginiSection 4 Brake SystemAndré TarginoÎncă nu există evaluări
- Op Amps: Design, Application, and TroubleshootingDe la EverandOp Amps: Design, Application, and TroubleshootingEvaluare: 5 din 5 stele5/5 (2)
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSIDe la EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSIÎncă nu există evaluări
- Construction of Rajive Gandhi Urja Bhawan, Ongc Energy Center & Corporate OfficeDocument23 paginiConstruction of Rajive Gandhi Urja Bhawan, Ongc Energy Center & Corporate OfficeDevendra SharmaÎncă nu există evaluări
- Microhydro DirectoryDocument4 paginiMicrohydro Directoryrabei romulusÎncă nu există evaluări
- Project Presentation SurveyingDocument14 paginiProject Presentation SurveyingSACHIN MEENAÎncă nu există evaluări
- Internet Intranet ExtranetDocument28 paginiInternet Intranet ExtranetAmeya Patil100% (1)
- Seamless Fiux Fored Wire - Megafil250Document1 paginăSeamless Fiux Fored Wire - Megafil250SungJun ParkÎncă nu există evaluări
- M Block PDFDocument45 paginiM Block PDFKristina ViskovićÎncă nu există evaluări
- Metalband SawDocument7 paginiMetalband SawRichard JongÎncă nu există evaluări
- Quality Risk ManagementDocument29 paginiQuality Risk ManagementmmmmmÎncă nu există evaluări
- Design of Bolted Beam Splice Connections According To EC3Document11 paginiDesign of Bolted Beam Splice Connections According To EC3Franklyn Genove100% (2)
- Ruckus Wired Accreditation ExamDocument15 paginiRuckus Wired Accreditation ExamDennis Dube25% (8)
- FHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFDocument50 paginiFHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFHien Hien NguyenÎncă nu există evaluări
- VULCAN Instruction Manual ALL-A4Document94 paginiVULCAN Instruction Manual ALL-A4Ayco DrtÎncă nu există evaluări
- Electrochlorination IntroductionDocument42 paginiElectrochlorination Introductiondubaisrinivasulu100% (8)
- Strength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeDocument6 paginiStrength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeansarÎncă nu există evaluări
- EM000039Rev1 PDFDocument1 paginăEM000039Rev1 PDFGustavo RiveraÎncă nu există evaluări
- Communicating With Instromet Q-Sonic Ultrasonic Gas FlowmetersDocument13 paginiCommunicating With Instromet Q-Sonic Ultrasonic Gas Flowmeterssyed jeelani ahmedÎncă nu există evaluări
- (TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529Document109 pagini(TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529jeffersonÎncă nu există evaluări
- Lifting Plan For CranesDocument9 paginiLifting Plan For CranesBibin JohnÎncă nu există evaluări
- April 2016Document68 paginiApril 2016Treatment Plant Operator MagazineÎncă nu există evaluări
- As4e-Ide-2 7 0 851-ReadmeDocument10 paginiAs4e-Ide-2 7 0 851-ReadmeManoj SharmaÎncă nu există evaluări
- Head Office:: Speciality Urethanes Private LimitedDocument9 paginiHead Office:: Speciality Urethanes Private Limitedashsatao8929Încă nu există evaluări
- Content Beyond SyllabusDocument3 paginiContent Beyond SyllabusRahul PolÎncă nu există evaluări
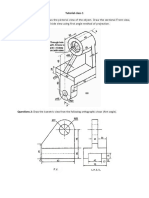
- Tutorial Class 1 Questions 1Document2 paginiTutorial Class 1 Questions 1Bố Quỳnh ChiÎncă nu există evaluări
- ANSYS Mechanical Basic Structural NonlinearitiesDocument41 paginiANSYS Mechanical Basic Structural NonlinearitiesalexÎncă nu există evaluări
- The Importance of Subscale Jet Engine TestingDocument8 paginiThe Importance of Subscale Jet Engine TestingKKayÎncă nu există evaluări
- LM6 AluminiumDocument4 paginiLM6 AluminiumRajaSekarsajjaÎncă nu există evaluări
- APP157 CoP For Site Supervision 2009 202109Document92 paginiAPP157 CoP For Site Supervision 2009 202109Alex LeungÎncă nu există evaluări
- 165T-5 Parts ListDocument26 pagini165T-5 Parts ListJorge Luis Galezo MuñozÎncă nu există evaluări
- 12.5 Worksheet: Direct VariationDocument4 pagini12.5 Worksheet: Direct VariationMarian NeldÎncă nu există evaluări
- 200 Questions AnswersDocument150 pagini200 Questions AnswersvempadareddyÎncă nu există evaluări