S-ar putea să vă placă și
- 2013 Catalog - Spreads-22Document1 pagină2013 Catalog - Spreads-22cardona.mecÎncă nu există evaluări
- BR CycloneDocument8 paginiBR CycloneRiegos Veracruz100% (1)
- HP935WCUDocument8 paginiHP935WCUvictoros27Încă nu există evaluări
- Tobee TL Slurry Pump Technical SpecifcationsDocument1 paginăTobee TL Slurry Pump Technical SpecifcationstobeepumpÎncă nu există evaluări
- Cable Tray Catalogue 2021Document6 paginiCable Tray Catalogue 2021Project1 Tech7Încă nu există evaluări
- Govt. of Bihar: Section at X - X: Abutment, U/S Wing Wall, D/S Wing WallDocument1 paginăGovt. of Bihar: Section at X - X: Abutment, U/S Wing Wall, D/S Wing Wallविवेक कुमारÎncă nu există evaluări
- Desdeporfolio CorporativoDocument4 paginiDesdeporfolio CorporativoRaul FuentesÎncă nu există evaluări
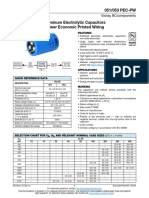
- 050 052ped PWDocument12 pagini050 052ped PWTamo NekoÎncă nu există evaluări
- Etech vs6Document4 paginiEtech vs6Tesfaye w/aregayÎncă nu există evaluări
- ITM Nterruptor 400 EATONDocument1 paginăITM Nterruptor 400 EATONjosseÎncă nu există evaluări
- Bơm NSC CatalogueDocument3 paginiBơm NSC CatalogueTuấn Nguyễn VănÎncă nu există evaluări
- MT A2370 0e 2 MegaflowDocument41 paginiMT A2370 0e 2 MegaflowTony LamÎncă nu există evaluări
- Sumpit 01 Option 01Document1 paginăSumpit 01 Option 01Jhonson PintoÎncă nu există evaluări
- S-01 Building SectionDocument1 paginăS-01 Building SectionKevin Chikwado IlohÎncă nu există evaluări
- 12 01 0192 PDFDocument9 pagini12 01 0192 PDFangelomarinilliÎncă nu există evaluări
- 2 Burners Gas Boiling Tops: Range CompositionDocument2 pagini2 Burners Gas Boiling Tops: Range CompositionAnuta CosminÎncă nu există evaluări
- Short - Circuit - Resistance - Diagram - EN - Rittal BusbarsDocument7 paginiShort - Circuit - Resistance - Diagram - EN - Rittal BusbarsR r r H h hÎncă nu există evaluări
- Jockey 47 10 - VMS PDFDocument4 paginiJockey 47 10 - VMS PDFarturo100% (1)
- Company Name: Address: Name of The Person Filling The Questionnaire Form: Position: Tel: Mob/Whatsapp: E-MailDocument7 paginiCompany Name: Address: Name of The Person Filling The Questionnaire Form: Position: Tel: Mob/Whatsapp: E-MailSOLUCIONES GLOBALES MIRANDA CAÎncă nu există evaluări
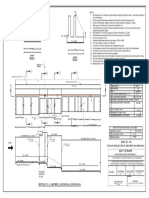
- Plan I Beam Height 2100 (Type-4) : Annotations by EngineerDocument1 paginăPlan I Beam Height 2100 (Type-4) : Annotations by Engineerishansri7776873Încă nu există evaluări
- Multistage Electric Pumps: 60Hz Product CatalogueDocument13 paginiMultistage Electric Pumps: 60Hz Product CatalogueYohanes KrisÎncă nu există evaluări
- Hot Water Boilers: Specifi Cation DataDocument2 paginiHot Water Boilers: Specifi Cation Datapaul kioiÎncă nu există evaluări
- Petrosleeve PresentationDocument26 paginiPetrosleeve PresentationGerman Gonzalo RivasÎncă nu există evaluări
- Development of A Simple Morphing Wing Using Elastomeric Composites As Skins and ActuatorsDocument15 paginiDevelopment of A Simple Morphing Wing Using Elastomeric Composites As Skins and ActuatorsSalam FaithÎncă nu există evaluări
- Detail of Concrete Gutter: at Beam at SupportDocument1 paginăDetail of Concrete Gutter: at Beam at SupportJoenyl Fernand CaingcoyÎncă nu există evaluări
- Sumpit 01 Option 02Document1 paginăSumpit 01 Option 02Jhonson PintoÎncă nu există evaluări
- 15mX 3m SHL - 8LC New2023 1.0 (2) - ModelDocument1 pagină15mX 3m SHL - 8LC New2023 1.0 (2) - Modelgmpldgp.storeÎncă nu există evaluări
- Split Casing Centrifugal Pumps: Meccaniche Idroelettriche Service ArzignanoDocument11 paginiSplit Casing Centrifugal Pumps: Meccaniche Idroelettriche Service ArzignanoAhmed ShawkiÎncă nu există evaluări
- RCC Road X-SectionDocument1 paginăRCC Road X-SectionParvez Syed RafiÎncă nu există evaluări
- Consider Pitot Tube Pumps For Low-Flow, High-Head ApplicationsDocument3 paginiConsider Pitot Tube Pumps For Low-Flow, High-Head ApplicationsFawmÎncă nu există evaluări
- Cembre Tools 203,205Document2 paginiCembre Tools 203,205Amol PATILÎncă nu există evaluări
- Experimental Study On Four-Span Rahmen Bridge With Sliding-Type Seismic Isolation FoundationDocument8 paginiExperimental Study On Four-Span Rahmen Bridge With Sliding-Type Seismic Isolation FoundationLê KhánhÎncă nu există evaluări
- Multiples of Current Rating: Molded Case Circuit Breaker K 1000 LINEDocument2 paginiMultiples of Current Rating: Molded Case Circuit Breaker K 1000 LINEAmr AhmedÎncă nu există evaluări
- Hy Andritz Split Case Pump en DataDocument8 paginiHy Andritz Split Case Pump en Datazhigang ding100% (1)
- P SeriesDocument7 paginiP SeriesTecnico HYTORCÎncă nu există evaluări
- IPSDocument1 paginăIPSBanupriya BalasubramanianÎncă nu există evaluări
- Not To Scale TV Unit Detail Client: Mr. Vineet DATE: 17-10-2017Document1 paginăNot To Scale TV Unit Detail Client: Mr. Vineet DATE: 17-10-2017sumit dixitÎncă nu există evaluări
- Dab Evoplus, B 150250.40 MDocument1 paginăDab Evoplus, B 150250.40 MNegrea IonutÎncă nu există evaluări
- MP35N K Tube Technical Data SheetDocument2 paginiMP35N K Tube Technical Data Sheetstrip1Încă nu există evaluări
- 051-053 Pec-PwDocument10 pagini051-053 Pec-PwBaCresÎncă nu există evaluări
- Design: Data 12MDocument7 paginiDesign: Data 12Moz_1990Încă nu există evaluări
- Airborne Sound Insulation Single Number Rating Calculator: InstructionsDocument2 paginiAirborne Sound Insulation Single Number Rating Calculator: InstructionsApril Dagli DiestroÎncă nu există evaluări
- Iso 2858 Standard End Suction Centrifugal Pumps: Southern Cross Iso SovereignDocument2 paginiIso 2858 Standard End Suction Centrifugal Pumps: Southern Cross Iso SovereignJason Paquibulan100% (1)
- Designing Silicon Carbide (Sic) Based DC Fast Charging System: Key Challenges, Design Considerations, and Building ValidationDocument31 paginiDesigning Silicon Carbide (Sic) Based DC Fast Charging System: Key Challenges, Design Considerations, and Building Validationtakaca40Încă nu există evaluări
- SCE L High Head Low Flow Process Pump Brochure Apr20Document8 paginiSCE L High Head Low Flow Process Pump Brochure Apr20Aymen BabourÎncă nu există evaluări
- e-NSC Technical Catalogue - 50HzDocument210 paginie-NSC Technical Catalogue - 50HzManuel LiñeiroÎncă nu există evaluări
- Especificaciones Breaker GYM8Document1 paginăEspecificaciones Breaker GYM8Galindez JoséÎncă nu există evaluări
- Fish Stall: Top View Front View Rare View Right ViewDocument1 paginăFish Stall: Top View Front View Rare View Right Viewabdullah mangatongÎncă nu există evaluări
- SEPTIC AND SOAK PIT-ModelDocument1 paginăSEPTIC AND SOAK PIT-Modelgewegw3gÎncă nu există evaluări
- Section 1-1: Owner: Independent Engineer: Concessionaire: Design ConsultantDocument1 paginăSection 1-1: Owner: Independent Engineer: Concessionaire: Design Consultantkulveer.sgiÎncă nu există evaluări
- 4 FlangesDocument52 pagini4 FlangesJumanah Al-alshaikhÎncă nu există evaluări
- Durapac - Pumps - LRDocument29 paginiDurapac - Pumps - LRDương Lê HồngÎncă nu există evaluări
- 8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsDocument12 pagini8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsSandro ChiliquingaÎncă nu există evaluări
- Concrete A2Document1 paginăConcrete A2Darshan ShahÎncă nu există evaluări
- Ramp DWG - Bangladesh TenderDocument2 paginiRamp DWG - Bangladesh TenderkanagarajodishaÎncă nu există evaluări
- Centrifugal Twin-Impeller Pumps: Installation and Use Performance RangeDocument12 paginiCentrifugal Twin-Impeller Pumps: Installation and Use Performance Rangeمعين عزامÎncă nu există evaluări
- Final Portfolio For Print 2 FULLDocument29 paginiFinal Portfolio For Print 2 FULLJim NohÎncă nu există evaluări
- As Built Stand Alone FoundationDocument1 paginăAs Built Stand Alone FoundationJack HaamboteÎncă nu există evaluări
- Geotextiles and Geomembranes HandbookDe la EverandGeotextiles and Geomembranes HandbookT.S. IngoldEvaluare: 5 din 5 stele5/5 (1)
- F75201-Pressure Test ReportDocument1 paginăF75201-Pressure Test Reportsarsan nedumkuzhiÎncă nu există evaluări
- F73015 Buildings Water Proofing and Damp ProofingDocument1 paginăF73015 Buildings Water Proofing and Damp Proofingsarsan nedumkuzhiÎncă nu există evaluări
- Water Washing of Steam Turbine Rotors SOW PDFDocument4 paginiWater Washing of Steam Turbine Rotors SOW PDFsarsan nedumkuzhiÎncă nu există evaluări
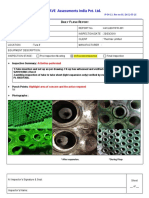
- APAVE Assessments India Pvt. LTD.: Activities PerformedDocument1 paginăAPAVE Assessments India Pvt. LTD.: Activities Performedsarsan nedumkuzhiÎncă nu există evaluări
- Building Inspection and Test Checklist Report No.Document1 paginăBuilding Inspection and Test Checklist Report No.sarsan nedumkuzhiÎncă nu există evaluări
- MD 512 1a51 Iso WRW XXXX XXX 01 PDFDocument1 paginăMD 512 1a51 Iso WRW XXXX XXX 01 PDFsarsan nedumkuzhiÎncă nu există evaluări
- Ma'Aden Engineering Manual: Piping MaterialsDocument21 paginiMa'Aden Engineering Manual: Piping Materialssarsan nedumkuzhiÎncă nu există evaluări
- Request For Ready Mix ConcreteDocument6 paginiRequest For Ready Mix Concretesarsan nedumkuzhiÎncă nu există evaluări
- NCR Log Sheet: Gulf Asia Contracting Co - LLCDocument1 paginăNCR Log Sheet: Gulf Asia Contracting Co - LLCsarsan nedumkuzhiÎncă nu există evaluări
- PL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFDocument4 paginiPL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFsarsan nedumkuzhiÎncă nu există evaluări
- Int'L NDT Services: Magnetic Particle Examination ReportDocument3 paginiInt'L NDT Services: Magnetic Particle Examination Reportsarsan nedumkuzhiÎncă nu există evaluări
- Gulf Asia Contracting Co - LLC: Site Inspection RequestDocument1 paginăGulf Asia Contracting Co - LLC: Site Inspection Requestsarsan nedumkuzhiÎncă nu există evaluări
- Itp SampleDocument1 paginăItp Samplesarsan nedumkuzhiÎncă nu există evaluări
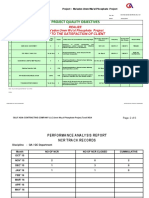
- List of Attendees: PROJECT: Ma'aden Umm Wu'al Phosphate Project, Package.5Document2 paginiList of Attendees: PROJECT: Ma'aden Umm Wu'al Phosphate Project, Package.5sarsan nedumkuzhiÎncă nu există evaluări
- Test Package No. System No. Subsystem No. Inspection Test Finish DateDocument1 paginăTest Package No. System No. Subsystem No. Inspection Test Finish Datesarsan nedumkuzhiÎncă nu există evaluări
- Request For Ready Mix ConcreteDocument1 paginăRequest For Ready Mix Concretesarsan nedumkuzhiÎncă nu există evaluări
- ,Rev.A02 - Surveillance ReportDocument2 pagini,Rev.A02 - Surveillance Reportsarsan nedumkuzhiÎncă nu există evaluări
- Pages From ASME - IX - 2019 - Boiler - and - Pressure - VesselDocument1 paginăPages From ASME - IX - 2019 - Boiler - and - Pressure - Vesselsarsan nedumkuzhiÎncă nu există evaluări
- Gulf Asia Contracting Co. LLC: Umm Wu, Al Phosphate Project (Overland Conveyor and Primary Crusher-Package # 1)Document1 paginăGulf Asia Contracting Co. LLC: Umm Wu, Al Phosphate Project (Overland Conveyor and Primary Crusher-Package # 1)sarsan nedumkuzhiÎncă nu există evaluări
- Pages From ASME - B31.3 - Ed.201820191106-37149-SjoktkDocument2 paginiPages From ASME - B31.3 - Ed.201820191106-37149-Sjoktksarsan nedumkuzhiÎncă nu există evaluări
- Pages From ASME - B31.3 - Ed.2018Document10 paginiPages From ASME - B31.3 - Ed.2018sarsan nedumkuzhiÎncă nu există evaluări
- Lisa ChangDocument8 paginiLisa Changsarsan nedumkuzhiÎncă nu există evaluări
- PENOSIL Premium +1500 °C Sealant: Technical DatasheetDocument2 paginiPENOSIL Premium +1500 °C Sealant: Technical Datasheetsarsan nedumkuzhiÎncă nu există evaluări
- Curriculum Vitae: Meettu Peter LalDocument3 paginiCurriculum Vitae: Meettu Peter Lalsarsan nedumkuzhiÎncă nu există evaluări
- Stuck PipeDocument42 paginiStuck PipeDaniel Anzola CamargoÎncă nu există evaluări
- MSS SP 85 - Gray Iron Globe & Angle Valves - 2002 - InglêsDocument12 paginiMSS SP 85 - Gray Iron Globe & Angle Valves - 2002 - InglêsAllan SousaÎncă nu există evaluări
- Plate Design GuideDocument118 paginiPlate Design Guideyogs_184Încă nu există evaluări
- Asse 1002-2008Document18 paginiAsse 1002-2008Prima SatriaÎncă nu există evaluări
- BS 4607-5Document18 paginiBS 4607-5Jeff Anderson CollinsÎncă nu există evaluări
- DS-TenarisHydril TSH W563 RFB-4.500-21.500-L80 PDFDocument1 paginăDS-TenarisHydril TSH W563 RFB-4.500-21.500-L80 PDFfocusonandyÎncă nu există evaluări
- Osmadrain: Product and Installation ManualDocument35 paginiOsmadrain: Product and Installation Manualshafeer aboobuckerÎncă nu există evaluări
- Fisher ES and EAS Easy e Valves CL125 Through CL600: Scope of ManualDocument32 paginiFisher ES and EAS Easy e Valves CL125 Through CL600: Scope of ManualNajem A. SakorÎncă nu există evaluări
- Pipe Hangers and Supports - Materials, Design, and Manufacture - Mss SP 58 2002Document32 paginiPipe Hangers and Supports - Materials, Design, and Manufacture - Mss SP 58 2002José A. RamírezÎncă nu există evaluări
- Butterfly MTD, GTDDocument12 paginiButterfly MTD, GTDNaser JahangiriÎncă nu există evaluări
- General Shop ToolsDocument8 paginiGeneral Shop ToolsCarlos veraÎncă nu există evaluări
- Plough Servo enDocument45 paginiPlough Servo enonion yambolÎncă nu există evaluări
- Manual de Partes QAS 200VdDocument118 paginiManual de Partes QAS 200VdLeandro ToledoÎncă nu există evaluări
- Pipe Cold Bending (HBG)Document15 paginiPipe Cold Bending (HBG)Haries Bugarin GarciaÎncă nu există evaluări
- Ump Fan-Air Om Manual - Rev Dec 2014Document12 paginiUmp Fan-Air Om Manual - Rev Dec 2014api-252481722Încă nu există evaluări
- Method Statement: Personnel and Site OrganizationDocument6 paginiMethod Statement: Personnel and Site OrganizationМаринаÎncă nu există evaluări
- Section6 - Bill of QuantitiesDocument4 paginiSection6 - Bill of Quantitiesamdadul hoqueÎncă nu există evaluări
- 01 Piping ComponentsDocument23 pagini01 Piping Componentshwang2100% (1)
- Gas Networks - Technical OverviewDocument93 paginiGas Networks - Technical OverviewLamHotÎncă nu există evaluări
- Asahi Wafer Check ValveDocument2 paginiAsahi Wafer Check ValveShaimaa BaataÎncă nu există evaluări
- 2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDocument490 pagini2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDusngi MoÎncă nu există evaluări
- Weld Matrix - PAGE 1&2Document20 paginiWeld Matrix - PAGE 1&2abdulgafoor54Încă nu există evaluări
- General Catalogue Push Fittings RC 0135ENDocument12 paginiGeneral Catalogue Push Fittings RC 0135ENwodrÎncă nu există evaluări
- Compendiu Aer Comprimat PDFDocument230 paginiCompendiu Aer Comprimat PDFVisan GheorgheÎncă nu există evaluări
- Uecp-Sd-Cul - 1.4-R01Document3 paginiUecp-Sd-Cul - 1.4-R01Anuradha KoswaththaÎncă nu există evaluări
- 3000 Brochure PDFDocument24 pagini3000 Brochure PDFFarooque ShaikhÎncă nu există evaluări
- Product Catalog: Drilling & CompletionsDocument33 paginiProduct Catalog: Drilling & CompletionsSergioBernardesÎncă nu există evaluări
- Annexure 3 External Inspection ChecklistDocument5 paginiAnnexure 3 External Inspection Checklistankur100% (1)
- 2 140716021917 Phpapp01Document87 pagini2 140716021917 Phpapp01LK AnhDungÎncă nu există evaluări
- Specification For Piping FabricationDocument24 paginiSpecification For Piping FabricationSanjay SenÎncă nu există evaluări