S-ar putea să vă placă și
- M12-Cours01 ProfDocument15 paginiM12-Cours01 ProfFathi KHOUDIÎncă nu există evaluări
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid100% (1)
- ASME IX Positions de SoudageDocument2 paginiASME IX Positions de SoudageFethi BELOUISÎncă nu există evaluări
- Classification Des Procédés de SoudageDocument7 paginiClassification Des Procédés de SoudageFethi BELOUISÎncă nu există evaluări
- CEWAC QMOS ExplicationDocument2 paginiCEWAC QMOS ExplicationAmi Roslane100% (1)
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 paginiRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
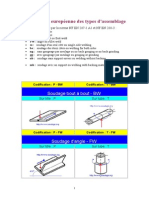
- Codification Européenne Des Types de Soudure Soudage 2000Document3 paginiCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Assistant de Soudage Et ASMEDocument11 paginiAssistant de Soudage Et ASMEDanem Halas100% (1)
- Soudage OxyacetyleniqueDocument30 paginiSoudage OxyacetyleniqueJohakim974Încă nu există evaluări
- Support de CoursDocument43 paginiSupport de CoursSalah Jallali0% (1)
- Cours SoudageDocument33 paginiCours SoudageDëLux OwO100% (1)
- Introduction Soudage 2Document25 paginiIntroduction Soudage 2Yacine RiproÎncă nu există evaluări
- Technique de Contr Le Visuels PDFDocument13 paginiTechnique de Contr Le Visuels PDFamjed_de_enimÎncă nu există evaluări
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- A Programme de Formation 01-01Document3 paginiA Programme de Formation 01-01med chabane100% (1)
- Positions de SoudageDocument34 paginiPositions de SoudagebouhamidiÎncă nu există evaluări
- Public Review Draft 2404Document87 paginiPublic Review Draft 2404Said100% (1)
- CND GeneralitesDocument25 paginiCND GeneralitesMohsen SaidiÎncă nu există evaluări
- Normalisation SoudeurDocument3 paginiNormalisation SoudeurMetabulletproofÎncă nu există evaluări
- Diaporama 9606 1 PDFDocument28 paginiDiaporama 9606 1 PDFZouhair BenmabroukÎncă nu există evaluări
- Introduction Précède La Première Partie Soudage TIG Ou GTAWDocument30 paginiIntroduction Précède La Première Partie Soudage TIG Ou GTAWGOUAREF SAMIR100% (1)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- Iso 4063Document1 paginăIso 4063Vivien EmeraldoÎncă nu există evaluări
- L'oxycoupageDocument12 paginiL'oxycoupagemarouane karimÎncă nu există evaluări
- DMOS 135 Bout À BoutDocument1 paginăDMOS 135 Bout À BoutMhd OuakÎncă nu există evaluări
- PrésentationDocument13 paginiPrésentationTangarfi Mohamed100% (1)
- Controle Des Soudures PDFDocument3 paginiControle Des Soudures PDFhocimtmÎncă nu există evaluări
- Defauts Des SouduresDocument11 paginiDefauts Des SouduresSidahmed DahiÎncă nu există evaluări
- 1er JourDocument49 pagini1er Jourbounatiro HatemÎncă nu există evaluări
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- Zat Soudure2Document26 paginiZat Soudure2Karla Sara100% (1)
- Catalogue Formation CND 2018Document56 paginiCatalogue Formation CND 2018darouichÎncă nu există evaluări
- Rapport de Controle Par Ressuage: Liquid Penetrant Examination ReportDocument1 paginăRapport de Controle Par Ressuage: Liquid Penetrant Examination ReportKhlif Nada100% (1)
- Defauts de SoudageDocument76 paginiDefauts de SoudageWissem El'MissaouiÎncă nu există evaluări
- Ateliers Chaudronnerie Et SoudureDocument1 paginăAteliers Chaudronnerie Et Soudurekopnang100% (1)
- Procèdes de Soudage SMAW - CouleurDocument8 paginiProcèdes de Soudage SMAW - CouleurFethi BELOUISÎncă nu există evaluări
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- Équivalence Entre NormeDocument2 paginiÉquivalence Entre NormeOlss Bbzo100% (1)
- Procedure de SoudureDocument16 paginiProcedure de SoudureBouzaida Maher100% (1)
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Procèdes de Soudage GTAW PDFDocument7 paginiProcèdes de Soudage GTAW PDFFethi BELOUISÎncă nu există evaluări
- Norme Soudage 01-50-026Document22 paginiNorme Soudage 01-50-026mariuswolf10100% (2)
- Chapitre 2-P1-Aspects Thermique Et Chimique de Soudage PDFDocument12 paginiChapitre 2-P1-Aspects Thermique Et Chimique de Soudage PDFSourour TrabelsiÎncă nu există evaluări
- Documentation Tuyauterie IsometriqueDocument5 paginiDocumentation Tuyauterie Isometriqueamine bouizar100% (1)
- Essai de PliageDocument1 paginăEssai de Pliageguillome14100% (1)
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- Defauts de SoudureDocument3 paginiDefauts de SoudureamineÎncă nu există evaluări
- PV PT2Document1 paginăPV PT2gueridiÎncă nu există evaluări
- Cours CNDDocument104 paginiCours CNDzouaoua slimaneÎncă nu există evaluări
- Calcul Fond GRC CodapDocument4 paginiCalcul Fond GRC CodapHarambe HarambeÎncă nu există evaluări
- DMOSDocument13 paginiDMOSLycée Alfred kastler100% (2)
- 435-DMOS WPS ViergeDocument1 pagină435-DMOS WPS Viergesakina laabid86% (7)
- Justification Effort TranchantDocument2 paginiJustification Effort TranchantfatimetouÎncă nu există evaluări
- Format de Qualification de SoudeurDocument1 paginăFormat de Qualification de SoudeurScribdTranslationsÎncă nu există evaluări
- Tache Des Inspecteur en SoudageDocument10 paginiTache Des Inspecteur en Soudageattalah.djaafar19887Încă nu există evaluări
- WPS Spécimen CSC ASME IXDocument5 paginiWPS Spécimen CSC ASME IXMenad SalahÎncă nu există evaluări
- Diapos-Cours Chapitre 1Document34 paginiDiapos-Cours Chapitre 1lolitta noraÎncă nu există evaluări
- SN044a-FR-EU Calcul de Raboutage Profilés CreuxDocument12 paginiSN044a-FR-EU Calcul de Raboutage Profilés Creuxamous_kenÎncă nu există evaluări
- Produits Laminés À Chaud: NF EN 10025Document39 paginiProduits Laminés À Chaud: NF EN 10025Fathi KHOUDI100% (4)
- Awsz49 Safetyinweldingandcutting 130528031946 Phpapp01Document31 paginiAwsz49 Safetyinweldingandcutting 130528031946 Phpapp01HassanSobohÎncă nu există evaluări
- Cours Explique La QMOSDocument17 paginiCours Explique La QMOSFathi KHOUDIÎncă nu există evaluări
- Cours Explique La QMOSDocument17 paginiCours Explique La QMOSFathi KHOUDIÎncă nu există evaluări
- Pangas Brochure Traitement Thermique F - tcm557 168869Document28 paginiPangas Brochure Traitement Thermique F - tcm557 168869Píís DGÎncă nu există evaluări
- Cours Matériaux Et Structures Partie 2 PDFDocument35 paginiCours Matériaux Et Structures Partie 2 PDFMoudi BouhlelÎncă nu există evaluări
- Flow Chart F1Document4 paginiFlow Chart F1Yohann NgankongÎncă nu există evaluări
- HPC T1 2013 ElementsMecaniquesDocument450 paginiHPC T1 2013 ElementsMecaniquesfirstmagician100% (1)
- Zaaoui M1 Construction Mecanique Technique de SoudageDocument2 paginiZaaoui M1 Construction Mecanique Technique de SoudageHamada HamadaÎncă nu există evaluări
- Le Tréfilage Version FR 07-2014Document41 paginiLe Tréfilage Version FR 07-2014MouadElOuadifiÎncă nu există evaluări
- Dedienne-cotylesDM-ancillaireSymbol BD - 1Document16 paginiDedienne-cotylesDM-ancillaireSymbol BD - 1Marielle CantinolÎncă nu există evaluări
- Rapport Stage OuvrierDocument19 paginiRapport Stage OuvrierHabib Mestiri100% (1)
- Pratique TSMFM 2007 CorrigéDocument17 paginiPratique TSMFM 2007 Corrigéayoub gannniÎncă nu există evaluări
- Memoire Finale MAHFOUD BRAHIMDocument73 paginiMemoire Finale MAHFOUD BRAHIMHachani AliÎncă nu există evaluări
- Protection AnticorrosionDocument30 paginiProtection AnticorrosionMaikel MehdiÎncă nu există evaluări
- 3 Claveles - Bueno Hermanos 2022Document168 pagini3 Claveles - Bueno Hermanos 2022AgustinÎncă nu există evaluări
- Toupie UtisDocument6 paginiToupie Utisapi-489017636100% (1)
- S5.4 Techniques de Pose de Fixations Aéronautiques-1Document70 paginiS5.4 Techniques de Pose de Fixations Aéronautiques-1hartmann2.0100% (1)
- Verifix - La Technique Du Collage Aux UVDocument152 paginiVerifix - La Technique Du Collage Aux UVPina GuiscardÎncă nu există evaluări
- ds-2023 Caractérisation Des MatériauxDocument3 paginids-2023 Caractérisation Des MatériauxHamrouniÎncă nu există evaluări
- LES MÉTAUX FERREUX RedDocument3 paginiLES MÉTAUX FERREUX Redmorales_nohelia100% (2)
- Chi Tichniques de Mise en Oeuvre Des MetauxDocument21 paginiChi Tichniques de Mise en Oeuvre Des MetauxmohamedÎncă nu există evaluări
- Reponse S8 Mise en Forme Des Materiaux MetalliquesDocument4 paginiReponse S8 Mise en Forme Des Materiaux MetalliquesRouvan NyrÎncă nu există evaluări
- Examen de SoudageDocument2 paginiExamen de Soudageأبو عمر نورالدينÎncă nu există evaluări
- B53 3710 - Aços Laminados A Frio (Nuance C10)Document3 paginiB53 3710 - Aços Laminados A Frio (Nuance C10)Thiago SilvaÎncă nu există evaluări
- BrochageDocument15 paginiBrochageTBG GadjiÎncă nu există evaluări
- Travaux Dirigés de Science Des Matériaux (2018-2019) L2: Exercice 2DDocument3 paginiTravaux Dirigés de Science Des Matériaux (2018-2019) L2: Exercice 2DMelchisedek MeignanÎncă nu există evaluări
- Série 01 Quelques Matériaux Au QuotidienDocument2 paginiSérie 01 Quelques Matériaux Au QuotidienAgnaou MohamedÎncă nu există evaluări
- Spécification Des Tuyaux API 5L (Mise À Jour en 2020) - Octal SteelDocument24 paginiSpécification Des Tuyaux API 5L (Mise À Jour en 2020) - Octal SteelFatehi GuermaÎncă nu există evaluări
- Technical Proposal Update Final (2) 4Document16 paginiTechnical Proposal Update Final (2) 4Moussa DahoumaneÎncă nu există evaluări
- Partie 13.le Soudage 3Document8 paginiPartie 13.le Soudage 3Hamza gamerÎncă nu există evaluări
- EI - M03 - Utilisation de L'outillage de Base Et Des Ancrages - (WWW - Diploma.ma)Document62 paginiEI - M03 - Utilisation de L'outillage de Base Et Des Ancrages - (WWW - Diploma.ma)ali.mixorÎncă nu există evaluări
- Support Du Cours-Matériaux MétalliquesDocument20 paginiSupport Du Cours-Matériaux MétalliquesKhamlichi SoukainaÎncă nu există evaluări
- Catalogue AFRIKISOLDocument27 paginiCatalogue AFRIKISOLhichemÎncă nu există evaluări