S-ar putea să vă placă și
- Chapitre 2 Management Duree Vie EquipementsDocument5 paginiChapitre 2 Management Duree Vie EquipementsAbdou La100% (1)
- Sujet Étudiant Étude de CasDocument3 paginiSujet Étudiant Étude de CasDésiré TedÎncă nu există evaluări
- Gestion Des Flux Chap1Document25 paginiGestion Des Flux Chap1rida fargaliÎncă nu există evaluări
- Analyse MulticritèreDocument38 paginiAnalyse MulticritèreFaregh WailÎncă nu există evaluări
- FMD1Document16 paginiFMD1mnassri houcineÎncă nu există evaluări
- Corrige 4Document4 paginiCorrige 4aeroÎncă nu există evaluări
- Organisation de La MaintenanceDocument10 paginiOrganisation de La MaintenanceRachid KamimÎncă nu există evaluări
- 20 - TD TPM TRSDocument5 pagini20 - TD TPM TRSMohammed Amine KenedÎncă nu există evaluări
- Diaporama Gipsi M2 Implant 2Document24 paginiDiaporama Gipsi M2 Implant 2ZakariaChardoudiÎncă nu există evaluări
- 119 - TPM - SynthèseDocument6 pagini119 - TPM - Synthèsekhalida1Încă nu există evaluări
- Typologies Des Systemes de ProductionDocument6 paginiTypologies Des Systemes de ProductionBrFoster ElalLaliÎncă nu există evaluări
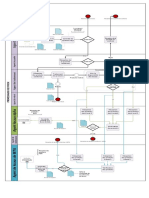
- BPMN Processus Gestion de StockDocument1 paginăBPMN Processus Gestion de StockdaoÎncă nu există evaluări
- Echantillonnage MatièreDocument7 paginiEchantillonnage MatièreMohamed MOUKHTARIAÎncă nu există evaluări
- Formation Maintenance PDFDocument99 paginiFormation Maintenance PDFMiraÎncă nu există evaluări
- Exercice MetalarmDocument2 paginiExercice MetalarmTCHAMADEU SEVERINÎncă nu există evaluări
- Formation Techniques Et Outils de Mesure Du TravailDocument143 paginiFormation Techniques Et Outils de Mesure Du TravailLouafi Youssef100% (1)
- 5894 U52 CCF 00 Bts Ms Option SefDocument5 pagini5894 U52 CCF 00 Bts Ms Option Sefnouamane beghitiÎncă nu există evaluări
- Chapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de ProductionDocument27 paginiChapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de Productionabdo tmÎncă nu există evaluări
- TP 3 Licence2 CoffeeDocument4 paginiTP 3 Licence2 CoffeeSayf BouyeddaÎncă nu există evaluări
- Cours Abaque de NoiretDocument4 paginiCours Abaque de Noiretdriss bouycharanÎncă nu există evaluări
- BTS Cours 18 FiabiliteDocument6 paginiBTS Cours 18 FiabiliteĐào Hải NamÎncă nu există evaluări
- DS - FMD - Unité de TulipageDocument9 paginiDS - FMD - Unité de TulipageKaneki Ken100% (1)
- Gestion de La MaintenanceDocument62 paginiGestion de La MaintenanceAbdellah BaÎncă nu există evaluări
- 2018Document21 pagini2018ABD REZZAK ABD REZZAK100% (1)
- Matrice AMDECDocument2 paginiMatrice AMDECKOUAKOUTIE LEONARD DJAMARAÎncă nu există evaluări
- Presentation MRPDocument50 paginiPresentation MRPSafae BelmazouziÎncă nu există evaluări
- 05 - TD Introduction FMD PDFDocument5 pagini05 - TD Introduction FMD PDFTriki BilelÎncă nu există evaluări
- Chapitre - 15 Techniques de PrévisionsDocument124 paginiChapitre - 15 Techniques de PrévisionsBrahim BarhrarÎncă nu există evaluări
- Maintenance Et Fiabilité Industriel - RBIDocument29 paginiMaintenance Et Fiabilité Industriel - RBIRemy Blondel100% (1)
- Ordonncement 2021 2022 Chapitre 1Document57 paginiOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Organisation Du Service de Maintenance Industrie TextileDocument3 paginiOrganisation Du Service de Maintenance Industrie Textileaboubakar fofanaÎncă nu există evaluări
- U42 Bts Ati 2023 Dossier Corrige Metropole CopieDocument5 paginiU42 Bts Ati 2023 Dossier Corrige Metropole CopielauretgeroÎncă nu există evaluări
- Les Indicateurs MaintenanceDocument4 paginiLes Indicateurs MaintenanceM'barek BouzianiÎncă nu există evaluări
- Is 1672 PDFDocument112 paginiIs 1672 PDFMohamed ElÎncă nu există evaluări
- Niveau de Qualité AcceptableDocument2 paginiNiveau de Qualité AcceptableEmmanuel-Landry N'Gotta AmpÎncă nu există evaluări
- Diagrammes de Pareto Exercice CorrigDocument5 paginiDiagrammes de Pareto Exercice CorrigDadi Dadi100% (1)
- AMDECDocument54 paginiAMDECAnge Jacques François NdiayeÎncă nu există evaluări
- Ch1. Contrôle Statistique de La QualitéDocument13 paginiCh1. Contrôle Statistique de La QualitéAref ChaariÎncă nu există evaluări
- C4 Assurance DisponibilitéDocument126 paginiC4 Assurance Disponibilitémnassri houcineÎncă nu există evaluări
- Capabilite Processus PDFDocument8 paginiCapabilite Processus PDFKHALI AMIÎncă nu există evaluări
- Perfomrance MaintenanceDocument15 paginiPerfomrance MaintenanceOussama LSÎncă nu există evaluări
- PMP Gestion de ProductionDocument28 paginiPMP Gestion de ProductionSimo TaziÎncă nu există evaluări
- Capabilité CAE 22Document15 paginiCapabilité CAE 22Bouzine IkramÎncă nu există evaluări
- TD 07 - Systèmes Linéaires Continus Invariants - 2Document2 paginiTD 07 - Systèmes Linéaires Continus Invariants - 2Kais BahrouniÎncă nu există evaluări
- Diaporama Gipsi M2 FLUXDocument43 paginiDiaporama Gipsi M2 FLUXMed Aymen SalemÎncă nu există evaluări
- Terminologie Et Typologie Des Systèmes de ProductionDocument25 paginiTerminologie Et Typologie Des Systèmes de Productionlolitaaaa100% (1)
- Faq 11 - CacesDocument33 paginiFaq 11 - CacesQuentin GiacomettiÎncă nu există evaluări
- TD 2 - e - Indicateurs Et Tableau de Bord - Adtm - Ae6Document20 paginiTD 2 - e - Indicateurs Et Tableau de Bord - Adtm - Ae6Rhonel PounguiÎncă nu există evaluări
- Chapitre 2 Concept de La MaintenanceDocument27 paginiChapitre 2 Concept de La MaintenanceAya MlmÎncă nu există evaluări
- TDI Passage Synthese 2014 V1Document7 paginiTDI Passage Synthese 2014 V1Fa KhirÎncă nu există evaluări
- Étude de L Abaque de Charges D Un Chariot À Mâts Frontaux Plaque de Charge Exercices Étude de L Abaque de Charges D Un Gerbeur ExercicesDocument20 paginiÉtude de L Abaque de Charges D Un Chariot À Mâts Frontaux Plaque de Charge Exercices Étude de L Abaque de Charges D Un Gerbeur ExercicesYounes ErreffaÎncă nu există evaluări
- Chapitre 4 Service MaintenanceDocument59 paginiChapitre 4 Service Maintenancenassima azegrar100% (1)
- Exercice Partique N°01-Lean - Réparation D'une Voiture Chez Votre Garagiste - 03 CHantiers-CORRECTIONDocument1 paginăExercice Partique N°01-Lean - Réparation D'une Voiture Chez Votre Garagiste - 03 CHantiers-CORRECTIONbouaziz samiÎncă nu există evaluări
- Cours Estimation Et EchantillonnageDocument36 paginiCours Estimation Et EchantillonnageChaymæ AdmirÎncă nu există evaluări
- Planification et contrôle de la production et des stocks : techniques et pratiquesDe la EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesEvaluare: 3 din 5 stele3/5 (1)
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsDe la EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsÎncă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Exercice 3Document4 paginiExercice 3IBNELOUALID ElmahdiÎncă nu există evaluări
- Rapport Audit SSTDocument4 paginiRapport Audit SSTSoulaimaÎncă nu există evaluări
- TP RDMDocument10 paginiTP RDMSoulaima100% (2)
- Compte Rendu BIDocument11 paginiCompte Rendu BISoulaimaÎncă nu există evaluări
- Zone Entrepôt Général: Safety & Security of Building and GroundsDocument2 paginiZone Entrepôt Général: Safety & Security of Building and GroundsSoulaima100% (1)
- PR-Manuel QualitéDocument11 paginiPR-Manuel QualitéSoulaimaÎncă nu există evaluări
- Analyse de L'implantaion-La Gestion Actuelle D'entrepôtDocument4 paginiAnalyse de L'implantaion-La Gestion Actuelle D'entrepôtSoulaimaÎncă nu există evaluări
- Exercice - Checklist D'auditDocument3 paginiExercice - Checklist D'auditSoulaimaÎncă nu există evaluări
- Couverture Du Livret PDFDocument2 paginiCouverture Du Livret PDFSoulaimaÎncă nu există evaluări
- SQDC PDFDocument7 paginiSQDC PDFSoulaimaÎncă nu există evaluări
- Exercice - Checklist D'auditDocument3 paginiExercice - Checklist D'auditSoulaimaÎncă nu există evaluări
- Couverture Du Livret PDFDocument2 paginiCouverture Du Livret PDFSoulaimaÎncă nu există evaluări
- Exercice - Checklist D'auditDocument3 paginiExercice - Checklist D'auditSoulaimaÎncă nu există evaluări
- Plan Audit InterneDocument2 paginiPlan Audit InterneSoulaimaÎncă nu există evaluări
- Test ADocument2 paginiTest ASoulaimaÎncă nu există evaluări
- Travaux Dirigés D'électronique Série N°3 Exercice 1Document3 paginiTravaux Dirigés D'électronique Série N°3 Exercice 1SoulaimaÎncă nu există evaluări
- Housses SacochesDocument15 paginiHousses SacochesSoulaimaÎncă nu există evaluări
- RapportDocument3 paginiRapportSoulaimaÎncă nu există evaluări
- TP1 - 2 - C - CorrectionDocument4 paginiTP1 - 2 - C - CorrectionSoulaimaÎncă nu există evaluări
- 05 Kan Ban 2 PDFDocument37 pagini05 Kan Ban 2 PDFSoulaimaÎncă nu există evaluări
- Oraux ' A L' Ecole Polytechnique: 1 Oraux de Math EmatiquesDocument3 paginiOraux ' A L' Ecole Polytechnique: 1 Oraux de Math EmatiquesSamia KarroumiÎncă nu există evaluări
- Plan de Cours FLE-1141Document8 paginiPlan de Cours FLE-1141عبد الحميد الجزائريÎncă nu există evaluări
- TEP SubatomiqueDocument56 paginiTEP SubatomiqueKhalid GarbaÎncă nu există evaluări
- 2306 - Layout 2Document12 pagini2306 - Layout 2GRADUATEÎncă nu există evaluări
- TP 4: Intégration Numérique: Exercice 1Document5 paginiTP 4: Intégration Numérique: Exercice 1FATIMA ZAHRAE EZZEJJARIÎncă nu există evaluări
- kh1092 FRDocument5 paginikh1092 FRAkim LatifouÎncă nu există evaluări
- GastroDocument15 paginiGastroNy Antra RazafimanantsoaÎncă nu există evaluări
- Ccna2 Module 11Document34 paginiCcna2 Module 11Be Happy - كن سعيداÎncă nu există evaluări
- DCG 6 FinanceDocument156 paginiDCG 6 FinanceRamanamanjato Nah100% (5)
- TD4 Electronique Numérique DIC1Document3 paginiTD4 Electronique Numérique DIC1Jacques GregoireÎncă nu există evaluări
- Comparaison Sujet de DissertationDocument8 paginiComparaison Sujet de DissertationBaÎncă nu există evaluări
- Révision Unité 1 Et 2Document2 paginiRévision Unité 1 Et 2Sol Study gramÎncă nu există evaluări
- Correspondance Avec Vasile Lovinescu, René Guénon - 19 Mai 1935Document2 paginiCorrespondance Avec Vasile Lovinescu, René Guénon - 19 Mai 1935WadoudÎncă nu există evaluări
- Kristeva - L'Engendrement de La FormuleDocument5 paginiKristeva - L'Engendrement de La FormuleamicusphilologiaeÎncă nu există evaluări
- Automatique COURSDocument5 paginiAutomatique COURSToto Le boÎncă nu există evaluări
- CARDIO CollegeDocument645 paginiCARDIO CollegeLouis GhoÎncă nu există evaluări
- Abraham Aboulafia - Le Livre Du SigneDocument59 paginiAbraham Aboulafia - Le Livre Du SigneAmparoÎncă nu există evaluări
- ÜüüüDocument2 paginiÜüüüRamboAkkkoÎncă nu există evaluări
- La Banque Crédit Agricole Est LDocument2 paginiLa Banque Crédit Agricole Est LHanan KHEZOUÎncă nu există evaluări
- Gestion CoutsDocument13 paginiGestion Coutskyle_namgal1679Încă nu există evaluări
- A Une Passante AnalyseDocument3 paginiA Une Passante Analysezarouk.anass.comÎncă nu există evaluări
- RésuméDocument26 paginiRésumésousanaskiÎncă nu există evaluări