S-ar putea să vă placă și
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 paginiGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
- Aquap SNCTDocument22 paginiAquap SNCTRobertBostanÎncă nu există evaluări
- Normalisation SoudeurDocument3 paginiNormalisation SoudeurMetabulletproofÎncă nu există evaluări
- NF en Iso 14341 - 2011Document23 paginiNF en Iso 14341 - 2011Emmanuel Boquet100% (1)
- Assistant de Soudage Et ASMEDocument11 paginiAssistant de Soudage Et ASMEDanem Halas100% (1)
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- CCTP Tuyauteries Depot GPL HLDocument16 paginiCCTP Tuyauteries Depot GPL HLJohakim974100% (1)
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- 1 PDFDocument41 pagini1 PDFKhalidMoutarajiÎncă nu există evaluări
- Dossier InterventionDocument60 paginiDossier InterventiontroisvirguleÎncă nu există evaluări
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- Calcule Courdon Soudure Oreille de LevageDocument14 paginiCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- Saf Fro FR Chap3 Consommables Arc2870527885232716754Document74 paginiSaf Fro FR Chap3 Consommables Arc2870527885232716754babaarome0% (1)
- Equivalences de Nuances D AcierDocument29 paginiEquivalences de Nuances D AcierJuan José Viñas Méndez100% (3)
- Contrôle Visuel Des Soudures PDFDocument2 paginiContrôle Visuel Des Soudures PDFgueridi100% (2)
- Calcul de Chaudronnerie Selon CODAPDocument126 paginiCalcul de Chaudronnerie Selon CODAPahmed bakey100% (1)
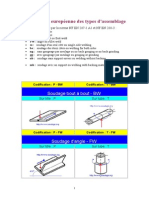
- Codification Européenne Des Types de Soudure Soudage 2000Document3 paginiCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoÎncă nu există evaluări
- Codeti 2010 Division 2Document18 paginiCodeti 2010 Division 2DebelmeÎncă nu există evaluări
- Norme Européenne: NF EN 10028-2Document27 paginiNorme Européenne: NF EN 10028-2Noureddine SemaraÎncă nu există evaluări
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 paginiRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Qualification Des SoudeursDocument28 paginiQualification Des SoudeursDanem HalasÎncă nu există evaluări
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- Application CodapDocument1 paginăApplication CodapChaker AmirÎncă nu există evaluări
- Le Contrôle Visuel DDocument5 paginiLe Contrôle Visuel DMounir FrijaÎncă nu există evaluări
- Technique de Contr Le Visuels PDFDocument13 paginiTechnique de Contr Le Visuels PDFamjed_de_enimÎncă nu există evaluări
- AQUAP2Document16 paginiAQUAP2Damien BouticourtÎncă nu există evaluări
- Guide Soudabilité Matériaux Par GroupeDocument115 paginiGuide Soudabilité Matériaux Par GroupePetitloup2013100% (2)
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Controle Soudage Globale 2016Document129 paginiControle Soudage Globale 2016walid walid100% (1)
- Calcul D'une Citerne Horizontale Sous PressionDocument59 paginiCalcul D'une Citerne Horizontale Sous PressionChamseddine MerdasÎncă nu există evaluări
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- Cours Soudage PDFDocument118 paginiCours Soudage PDFTabka SouheilÎncă nu există evaluări
- P Et F NembDocument5 paginiP Et F NembH_DEBIANEÎncă nu există evaluări
- DMOS 135 Bout À BoutDocument1 paginăDMOS 135 Bout À BoutMhd OuakÎncă nu există evaluări
- Équivalence Entre NormeDocument2 paginiÉquivalence Entre NormeOlss Bbzo100% (1)
- Fiche I Serrage Des Boulons Non - Précontraints SBDocument7 paginiFiche I Serrage Des Boulons Non - Précontraints SBOUSSAMA taibiÎncă nu există evaluări
- NF en 14276-2+a1Document30 paginiNF en 14276-2+a1Nicolas PELTIER100% (1)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- Dmos Ato 5755 32Document4 paginiDmos Ato 5755 32Patrick BaridonÎncă nu există evaluări
- Procèdes de Soudage SMAW - CouleurDocument8 paginiProcèdes de Soudage SMAW - CouleurFethi BELOUISÎncă nu există evaluări
- La Constuction Metallique PDFDocument53 paginiLa Constuction Metallique PDFMohamed IzikiÎncă nu există evaluări
- Infos Qualite 3Document4 paginiInfos Qualite 3Patrick BaridonÎncă nu există evaluări
- NF A 49 710Document29 paginiNF A 49 710mahotkatÎncă nu există evaluări
- Ateliers Chaudronnerie Et SoudureDocument1 paginăAteliers Chaudronnerie Et Soudurekopnang100% (1)
- NF E86-200-5 NF EN 13445-5 V2 Du 2014-12-12 Récipient Sous Pression Non Soumi À La FlammeDocument84 paginiNF E86-200-5 NF EN 13445-5 V2 Du 2014-12-12 Récipient Sous Pression Non Soumi À La FlammeImane KhammouriÎncă nu există evaluări
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pagini119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidÎncă nu există evaluări
- Guide de Qualification SoudageDocument21 paginiGuide de Qualification SoudageMarouanEljerrariÎncă nu există evaluări
- Cours Guide en 15614-1Document33 paginiCours Guide en 15614-1laz_kÎncă nu există evaluări
- 152f35 Nouvelle Version en 287-1Document2 pagini152f35 Nouvelle Version en 287-1Mohamed EddriefÎncă nu există evaluări
- NF en 15614-1Document52 paginiNF en 15614-1sakina laabid100% (4)
- NF en Iso 15614-1 - 2017Document52 paginiNF en Iso 15614-1 - 2017Eric MeyerÎncă nu există evaluări
- Nouvelle en 287-1 Parution ImminenteDocument3 paginiNouvelle en 287-1 Parution Imminentemasterix7Încă nu există evaluări
- Comparatif 9606-1 287-1Document3 paginiComparatif 9606-1 287-1g33k59Încă nu există evaluări
- NF en 10277 5 2008Document16 paginiNF en 10277 5 2008YvetteÎncă nu există evaluări
- NF en 10025-6Document26 paginiNF en 10025-6Daniel Lodi100% (1)
- NF EN 10210-1 (Tubes de Construction)Document35 paginiNF EN 10210-1 (Tubes de Construction)Amine FerhaniÎncă nu există evaluări
- NF en ISO 1461 - Revêtements Par Galvanisation À Chaud - Specs Et EssaisDocument24 paginiNF en ISO 1461 - Revêtements Par Galvanisation À Chaud - Specs Et EssaisMike100% (1)
- NF en 10346 - Produits Plats en Acier À Bas CarboneDocument41 paginiNF en 10346 - Produits Plats en Acier À Bas CarboneMike100% (2)
- WPS 01Document3 paginiWPS 01Zouhair BenmabroukÎncă nu există evaluări
- WPS 01Document3 paginiWPS 01Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco MT 1364 16Document1 pagină5025 Soco MT 1364 16Zouhair BenmabroukÎncă nu există evaluări
- Rapport Inspection Echangeur: Caracteristiques TechniquesDocument5 paginiRapport Inspection Echangeur: Caracteristiques TechniquesZouhair BenmabroukÎncă nu există evaluări
- Rapport Inspection Echangeur: RAPPORT N°:0315-436-IV 36-E-123 BDocument7 paginiRapport Inspection Echangeur: RAPPORT N°:0315-436-IV 36-E-123 BZouhair BenmabroukÎncă nu există evaluări
- WPS Et PQR-193Document18 paginiWPS Et PQR-193Zouhair Benmabrouk100% (1)
- WPS For WPQ - 6GDocument2 paginiWPS For WPQ - 6GZouhair Benmabrouk100% (1)
- NF en Iso 9000-3 - 1999Document50 paginiNF en Iso 9000-3 - 1999Abdeldjallil BouderbaÎncă nu există evaluări
- IEC974 5FDISpdfDocument20 paginiIEC974 5FDISpdfGreggBaeten100% (2)
- VIEWER-1 Extrait Red Line 10672-2Document4 paginiVIEWER-1 Extrait Red Line 10672-2Qualité En ENTREPRISEÎncă nu există evaluări
- Procédure Projet Maitrise Des Documents VFDocument7 paginiProcédure Projet Maitrise Des Documents VFchahiÎncă nu există evaluări
- Extrait 42145210Document63 paginiExtrait 42145210Nader ChouaibiÎncă nu există evaluări
- ISO 10006 2003 (F) - Character PDF DocumentDocument6 paginiISO 10006 2003 (F) - Character PDF DocumentKarim RafikiÎncă nu există evaluări
- Dtu 40.211-TuilesDocument32 paginiDtu 40.211-Tuileschouidi0% (1)
- NF en Iso 5667-3-2018Document57 paginiNF en Iso 5667-3-2018zanazeÎncă nu există evaluări
- Iso 23418 2022Document15 paginiIso 23418 2022Ntoutoume Aldrain jonasÎncă nu există evaluări
- Fonderie Et Moulage de L'acier - NormalisationDocument8 paginiFonderie Et Moulage de L'acier - Normalisationfranck rogerÎncă nu există evaluări
- DAO 5 Spécifications TechniquesDocument184 paginiDAO 5 Spécifications Techniquespopamino100% (1)
- Dispositif RéglemmentaireDocument17 paginiDispositif Réglemmentaireinstru MentationÎncă nu există evaluări
- 18 1338e FDIS PDFDocument44 pagini18 1338e FDIS PDFPERRACHUDOÎncă nu există evaluări
- Introduction Norme Et CertificationDocument37 paginiIntroduction Norme Et CertificationSàmi Bm100% (1)
- Iso+iec 27002-2013FDocument98 paginiIso+iec 27002-2013Fgermain bekono100% (5)
- Electronique - La Normalisation Dans La Conception ElectroniqueDocument17 paginiElectronique - La Normalisation Dans La Conception ElectroniquekoukihamedÎncă nu există evaluări
- ISO IEC 27001 2022 (FR)Document28 paginiISO IEC 27001 2022 (FR)Hammouda Berraies100% (10)
- ISO - 91 2017 (F) - Character - PDF - Document - CopieDocument5 paginiISO - 91 2017 (F) - Character - PDF - Document - CopieAnonh AdikoÎncă nu există evaluări
- Iso 45001 PDFDocument56 paginiIso 45001 PDFHSE CERIÎncă nu există evaluări
- Présentation ISO9001-2015Document46 paginiPrésentation ISO9001-2015Khaled Lajmi100% (3)
- Licence Pro Nantes-S5-X31MC13 - NormesDocument252 paginiLicence Pro Nantes-S5-X31MC13 - NormesSH Mahdi100% (1)
- SNN Annex PDFDocument212 paginiSNN Annex PDFTougma JulinoÎncă nu există evaluări
- NF en Iso 11553-1 - 2009Document31 paginiNF en Iso 11553-1 - 2009Emmanuel BoquetÎncă nu există evaluări
- ISO GUIDE 73 Risk Management VocabularyDocument24 paginiISO GUIDE 73 Risk Management Vocabularyilicarpio100% (2)
- Elements Normalises Pour Tuyauteries Sous PressionDocument32 paginiElements Normalises Pour Tuyauteries Sous PressionFrédéric VaianaÎncă nu există evaluări
- 13.1.141 Iso 17892 2 PDFDocument20 pagini13.1.141 Iso 17892 2 PDFerrai rachidÎncă nu există evaluări
- FA135543Document88 paginiFA135543Abdellah AbdouÎncă nu există evaluări
- NF en 614 ErgonomieDocument22 paginiNF en 614 Ergonomieali OuakliÎncă nu există evaluări
- ISO 23601 Plan EvacuationDocument20 paginiISO 23601 Plan Evacuationserge vaneukemÎncă nu există evaluări
- FD Cen Iso TR 20172Document43 paginiFD Cen Iso TR 20172Eric MeyerÎncă nu există evaluări