S-ar putea să vă placă și
- Roller Cone Bit Dull Grading System: All Rights ReservedDocument106 paginiRoller Cone Bit Dull Grading System: All Rights ReservedFarouq EngÎncă nu există evaluări
- Tric Dull Grade SIIDocument57 paginiTric Dull Grade SIICamila Palacios100% (1)
- Drill Bits: Habiburrohman AbdullahDocument54 paginiDrill Bits: Habiburrohman AbdullahHamis RamadhaniÎncă nu există evaluări
- RC Dull GradingDocument106 paginiRC Dull GradingAbdelkader FattoucheÎncă nu există evaluări
- DrillingDocument9 paginiDrillingreza hosseiniÎncă nu există evaluări
- Bits SelectionDocument9 paginiBits SelectionAdamu MSÎncă nu există evaluări
- PDC Bit Dull GradingDocument33 paginiPDC Bit Dull Gradingzunuwanus100% (1)
- CoilTOOLS Milling Retrieving Course SLB 5743100 01Document169 paginiCoilTOOLS Milling Retrieving Course SLB 5743100 01Umar Mushtaq100% (1)
- Iadc BitsDocument6 paginiIadc BitsCamila PalaciosÎncă nu există evaluări
- Fixed Cutter Bits: Early Diamond Bit HistoryDocument24 paginiFixed Cutter Bits: Early Diamond Bit HistoryTim Clarke100% (1)
- HW#3-Drill Bits 2Document3 paginiHW#3-Drill Bits 2نور الهدى احمد بشير A 50Încă nu există evaluări
- PDC Bit Dull Grading PDFDocument21 paginiPDC Bit Dull Grading PDFmo7ammad_elzawawy100% (1)
- Tri ConeDocument2 paginiTri ConeAÎncă nu există evaluări
- 2-4 IADC Bit Dull Grading System - 5689907 - 01Document35 pagini2-4 IADC Bit Dull Grading System - 5689907 - 01Trang HoangÎncă nu există evaluări
- PDC Dull GradeDocument4 paginiPDC Dull GradeCamila PalaciosÎncă nu există evaluări
- Drilling Engineering: Bottom Hole Assembly (BHA)Document41 paginiDrilling Engineering: Bottom Hole Assembly (BHA)djeramÎncă nu există evaluări
- Introduction To Dull Bit Grading 1Document35 paginiIntroduction To Dull Bit Grading 1ToroboxÎncă nu există evaluări
- Drilling Overview: Bottom Hole Assembly (BHA)Document41 paginiDrilling Overview: Bottom Hole Assembly (BHA)Sunny ChaubeyÎncă nu există evaluări
- Oldham General Purpose Couplings: Blind Set Screw and Clamp TypesDocument4 paginiOldham General Purpose Couplings: Blind Set Screw and Clamp TypesSueli ZaniÎncă nu există evaluări
- Desgaste de BrocasDocument2 paginiDesgaste de Brocasjuliantobop181Încă nu există evaluări
- Bit RunDocument24 paginiBit RunjalalÎncă nu există evaluări
- PDC Dull GradingDocument52 paginiPDC Dull GradingimampranadipaÎncă nu există evaluări
- Bottom Hole Assembly (BHA) : Presented by Mahmoud Mohamed Ali Ahmed Abdel Aziz RabieDocument47 paginiBottom Hole Assembly (BHA) : Presented by Mahmoud Mohamed Ali Ahmed Abdel Aziz RabieArturo Elizondo100% (1)
- Me 2252 - Manufacturing Technology - Ii II Year Mechanical Engg. B-Sec Notes On Lesson Unit - I: Theory of Metal CuttingDocument17 paginiMe 2252 - Manufacturing Technology - Ii II Year Mechanical Engg. B-Sec Notes On Lesson Unit - I: Theory of Metal CuttingLenin KumarÎncă nu există evaluări
- Hardware, Fasteners, Drills, and Thread RepairDocument14 paginiHardware, Fasteners, Drills, and Thread RepairfermelÎncă nu există evaluări
- MachiningDocument63 paginiMachiningAnonymous LU3Dz3TKtVÎncă nu există evaluări
- Bit GradingDocument17 paginiBit GradingnugratamaÎncă nu există evaluări
- Iadc Dull GradingDocument1 paginăIadc Dull GradingSaeed AlshamsiÎncă nu există evaluări
- Dull Grading BesteBitDocument52 paginiDull Grading BesteBitJohn SzÎncă nu există evaluări
- 02 Training Program Gear 2013Document56 pagini02 Training Program Gear 2013amrit002Încă nu există evaluări
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument76 paginiPressure Vessel Fabrication & Inspection: Poyyara ConsultantsgopidhanÎncă nu există evaluări
- Bit Condition ChartDocument1 paginăBit Condition ChartMas KuncritÎncă nu există evaluări
- Bits NozzlesDocument197 paginiBits Nozzlesiman100% (2)
- Bar Bending ScheduleDocument25 paginiBar Bending ScheduleDheeraj Verma100% (1)
- Drill String Design BHA DesignDocument97 paginiDrill String Design BHA DesignAhmed SallamÎncă nu există evaluări
- Dull Grading Manual HalliburtonDocument35 paginiDull Grading Manual HalliburtonMarcos Florim50% (2)
- 7 - Drill BitDocument17 pagini7 - Drill Bitlovely petsÎncă nu există evaluări
- Bit Grading IADCDocument2 paginiBit Grading IADCsarir drillingÎncă nu există evaluări
- An Engineer's Guide To Bending Tubes: Tool School - Rotary Draw Bending ToolingDocument50 paginiAn Engineer's Guide To Bending Tubes: Tool School - Rotary Draw Bending ToolingAlberto CoronadoÎncă nu există evaluări
- Drilling Bits SalamDocument93 paginiDrilling Bits Salamkmelloistaken100% (3)
- BitsDocument94 paginiBitsBurt Powell100% (3)
- Fixed Cutter - IADC Dull GradingDocument2 paginiFixed Cutter - IADC Dull GradingCésar González CruzÎncă nu există evaluări
- Drill String-ONGC GTs-June 2014Document49 paginiDrill String-ONGC GTs-June 2014Srikanta Khuntia100% (1)
- 5.21 Drill BitsDocument52 pagini5.21 Drill BitsSamuel OkezieÎncă nu există evaluări
- Drill BitsDocument52 paginiDrill BitsBoyÎncă nu există evaluări
- Drill Bits 1701290287Document10 paginiDrill Bits 1701290287Reza heidari orojlooÎncă nu există evaluări
- Sheet Metal (C) FabricationDocument67 paginiSheet Metal (C) FabricationAl VlaerÎncă nu există evaluări
- 19SE201 - Advanced Steel Design: M. Thiruvannamalai, AP/Civil, MSEC, SivakasiDocument42 pagini19SE201 - Advanced Steel Design: M. Thiruvannamalai, AP/Civil, MSEC, SivakasiNagalakshmi SanthakumarÎncă nu există evaluări
- Drill BitsDocument38 paginiDrill Bitsquang.nguyen1812Încă nu există evaluări
- Lathe Machine: Amit RoyDocument36 paginiLathe Machine: Amit RoyAdnan ParkerÎncă nu există evaluări
- Rotolok Rotary Valves Airlocks ATEX UK v5.6Document4 paginiRotolok Rotary Valves Airlocks ATEX UK v5.6rheriÎncă nu există evaluări
- Drilling Bits and Hydraulics Calculation PDFDocument197 paginiDrilling Bits and Hydraulics Calculation PDFSohaib Rashid100% (4)
- Part 6 Drilling BitsDocument27 paginiPart 6 Drilling BitsJood SultanÎncă nu există evaluări
- TCDPDocument88 paginiTCDPPrakash KumarÎncă nu există evaluări
- Fabrication and Inspection of PV and Columns PPMAIDocument47 paginiFabrication and Inspection of PV and Columns PPMAIguruj3057640% (1)
- Drill String Design BHA DesignDocument97 paginiDrill String Design BHA DesignAhmed SallamÎncă nu există evaluări
- General Cutting InsertDocument15 paginiGeneral Cutting Insertvipul mishra100% (1)
- Basic Knowledge 2010Document36 paginiBasic Knowledge 2010Razvan Radu100% (1)
- Caiet de Sarcini de Executie Si Montaj / Job SpecificationDocument39 paginiCaiet de Sarcini de Executie Si Montaj / Job SpecificationRazvan RaduÎncă nu există evaluări
- Safety ContourDocument16 paginiSafety ContourRazvan Radu100% (2)
- SquatDocument8 paginiSquatRazvan RaduÎncă nu există evaluări
- C 2 Hipstock Ystems: HapterDocument16 paginiC 2 Hipstock Ystems: HapterRazvan Radu100% (1)
- Caiet de Sarcini Lucrari Din Beton Armat/ Technical Specification Reinforcement Concrete WorksDocument26 paginiCaiet de Sarcini Lucrari Din Beton Armat/ Technical Specification Reinforcement Concrete WorksRazvan RaduÎncă nu există evaluări
- Caiet de Sarcini Privind Protectia Anticoroziva / Job Specification For Anticorrosive ProtectionDocument7 paginiCaiet de Sarcini Privind Protectia Anticoroziva / Job Specification For Anticorrosive ProtectionRazvan RaduÎncă nu există evaluări
- Unit 4 Anchor and Cable WorkDocument5 paginiUnit 4 Anchor and Cable WorkRazvan RaduÎncă nu există evaluări
- Hvo Storage Tank 621T001 Mechanical DatasheetDocument7 paginiHvo Storage Tank 621T001 Mechanical DatasheetRazvan RaduÎncă nu există evaluări
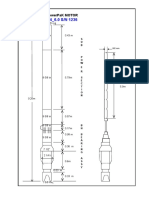
- A 962 XP 3:4 - 6.0 S/N 1236: Anadrill Powerpak MotorDocument1 paginăA 962 XP 3:4 - 6.0 S/N 1236: Anadrill Powerpak MotorRazvan RaduÎncă nu există evaluări
- A 675M XP 4:5 - 7.0 S/N 3246: Anadrill Powerpak Motor MWD PP 10.21m (Up Sub 0.40m Down Sub 0.38m) 1707Document1 paginăA 675M XP 4:5 - 7.0 S/N 3246: Anadrill Powerpak Motor MWD PP 10.21m (Up Sub 0.40m Down Sub 0.38m) 1707Razvan RaduÎncă nu există evaluări
- Reliant 10K Hornet Mechanical Tension Set Packer: Packer Systems Technical Unit ™ Product Family No. H64682Document49 paginiReliant 10K Hornet Mechanical Tension Set Packer: Packer Systems Technical Unit ™ Product Family No. H64682Razvan RaduÎncă nu există evaluări
- A 700GT 7:8 - 6.6S/N 3663: Anadrill Powerpak MotorDocument1 paginăA 700GT 7:8 - 6.6S/N 3663: Anadrill Powerpak MotorRazvan RaduÎncă nu există evaluări
- 9-1/2in CDR : Fishing Diagram and Mechanical SpecificationsDocument10 pagini9-1/2in CDR : Fishing Diagram and Mechanical SpecificationsRazvan RaduÎncă nu există evaluări
- Rig Up For Drill Pipe Back OffDocument2 paginiRig Up For Drill Pipe Back OffRazvan RaduÎncă nu există evaluări
- Unit 3 Anchoring PDFDocument6 paginiUnit 3 Anchoring PDFRazvan RaduÎncă nu există evaluări
- MWD LWD DD Fishing DiagramsDocument39 paginiMWD LWD DD Fishing DiagramsRazvan RaduÎncă nu există evaluări
- Accelerator Ap Ps PDFDocument2 paginiAccelerator Ap Ps PDFRazvan RaduÎncă nu există evaluări
- My Back Off ProceduresDocument1 paginăMy Back Off ProceduresRazvan RaduÎncă nu există evaluări
- Tackmaster Ops Manual 11.2010Document53 paginiTackmaster Ops Manual 11.2010Razvan Radu100% (3)
- Trackmaster Plus Tech UnitsDocument54 paginiTrackmaster Plus Tech UnitsRazvan RaduÎncă nu există evaluări
- OKC Millhead ModificationDocument22 paginiOKC Millhead ModificationRazvan RaduÎncă nu există evaluări
- Drilling&Connection PDFDocument199 paginiDrilling&Connection PDFRazvan RaduÎncă nu există evaluări
- Series 150 Overshot Strength Data 4-12-2012Document1 paginăSeries 150 Overshot Strength Data 4-12-2012Razvan Radu100% (1)
- Series 150 Overshot Make Up Torques PDFDocument8 paginiSeries 150 Overshot Make Up Torques PDFRazvan RaduÎncă nu există evaluări
- 3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsDocument23 pagini3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsRazvan RaduÎncă nu există evaluări
- ITCO Type Releasing SpearDocument20 paginiITCO Type Releasing SpearRazvan Radu80% (5)
- Series 70 Overshot Strength DataDocument1 paginăSeries 70 Overshot Strength DataRazvan RaduÎncă nu există evaluări
- Coarse Thread Safety JointDocument7 paginiCoarse Thread Safety JointRazvan RaduÎncă nu există evaluări
- SoldadasDocument4 paginiSoldadasmiroslavacrÎncă nu există evaluări
- Asphalt Mixes Properties and Pavement Structure Mechanics: Silvia Cápayová, Ivan Gschwendt, Andrea ZuzulováDocument11 paginiAsphalt Mixes Properties and Pavement Structure Mechanics: Silvia Cápayová, Ivan Gschwendt, Andrea ZuzulováRed RedÎncă nu există evaluări
- SMC 180Document10 paginiSMC 180scada1330Încă nu există evaluări
- Stangard 1311 Insulkote (Class B) : High Build - High Breakdown Voltage Solventfree Epoxy Insulation CoatingDocument7 paginiStangard 1311 Insulkote (Class B) : High Build - High Breakdown Voltage Solventfree Epoxy Insulation CoatingManish CorporationÎncă nu există evaluări
- Introduction To TribologyDocument4 paginiIntroduction To TribologyFiras RocktÎncă nu există evaluări
- SOM 2014 BhopalDocument454 paginiSOM 2014 Bhopalarungp187100% (1)
- CE207 Final Exam Formula BookletDocument7 paginiCE207 Final Exam Formula BookletangrytemperÎncă nu există evaluări
- LaO Habeeb MPhil DefenseDocument21 paginiLaO Habeeb MPhil DefenseHabeeb IjazÎncă nu există evaluări
- Cooling Towers - Evaporation Loss and Makeup WaterDocument13 paginiCooling Towers - Evaporation Loss and Makeup WaterXplore EnggÎncă nu există evaluări
- Drillpipe 3.500 G 105 2.438 ID 15.5ppf NC38Document1 paginăDrillpipe 3.500 G 105 2.438 ID 15.5ppf NC38german131418Încă nu există evaluări
- Introduction To ASME Section III Div1Document97 paginiIntroduction To ASME Section III Div1Siampol Feepakphor83% (6)
- PolyScience 1.5 HP Chiller - 110-392 Durachill 1.5 HP 01-05-2022Document57 paginiPolyScience 1.5 HP Chiller - 110-392 Durachill 1.5 HP 01-05-2022hsghdÎncă nu există evaluări
- Henkel Loctite AdesiveDocument60 paginiHenkel Loctite Adesive69x4Încă nu există evaluări
- Pla 2002d Data SheetDocument3 paginiPla 2002d Data SheetErick Ricardo Encalada InsuastiÎncă nu există evaluări
- Condur EglpDocument4 paginiCondur EglpbollidÎncă nu există evaluări
- New Microsoft Office Excel WorksheetDocument13 paginiNew Microsoft Office Excel WorksheetRavi TejaÎncă nu există evaluări
- ACSRDocument8 paginiACSRRajesh VauÎncă nu există evaluări
- SG WAC 12ESE ManualDocument16 paginiSG WAC 12ESE Manualviperz10Încă nu există evaluări
- Polyken 905 TapeDocument2 paginiPolyken 905 TapeKyaw Kyaw AungÎncă nu există evaluări
- Quotation For Rapicon WallDocument2 paginiQuotation For Rapicon WallDebkumar ChowdhuryÎncă nu există evaluări
- Seismic Design of RC Structures - SaatciogluDocument146 paginiSeismic Design of RC Structures - SaatciogluAl MamunÎncă nu există evaluări
- CamisaDocument2 paginiCamisaJuan Roberto López BetanzosÎncă nu există evaluări
- RH Tankless Productbrochure 101-66-10 Rev7Document6 paginiRH Tankless Productbrochure 101-66-10 Rev7api-221502147Încă nu există evaluări
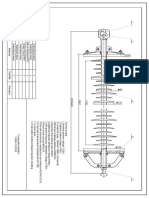
- 132kV Composite InsulatorDocument1 pagină132kV Composite InsulatorAneelÎncă nu există evaluări
- LH135-4PES-15 R404A t0 - 25 Tamb 43Document4 paginiLH135-4PES-15 R404A t0 - 25 Tamb 43Bashir SalimÎncă nu există evaluări
- Limit State Design Flanged BeamsDocument13 paginiLimit State Design Flanged BeamsRahulRandyÎncă nu există evaluări
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Document37 paginiIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedÎncă nu există evaluări
- Coating Adhesion TestingDocument37 paginiCoating Adhesion TestingRavindra S. Jivani75% (4)
- Us Lea Insul-Tube V1 Lres 0520Document2 paginiUs Lea Insul-Tube V1 Lres 0520Carlos MoralesÎncă nu există evaluări
- MPP 1013Document9 paginiMPP 1013Ainul Mardiah AhmadÎncă nu există evaluări