S-ar putea să vă placă și
- Apertura y LimpiezaDocument11 paginiApertura y Limpieza20081079f0% (1)
- Clasificacion de Telares Industriales y Proceso de TejeduriaDocument75 paginiClasificacion de Telares Industriales y Proceso de TejeduriaTati Emilia HerreraÎncă nu există evaluări
- Diagrama de Flujo de Proceso de HilanderíaDocument24 paginiDiagrama de Flujo de Proceso de HilanderíaSaul GonzalesÎncă nu există evaluări
- Maquinas Circulares de Doble FonturaDocument11 paginiMaquinas Circulares de Doble FonturaJose Domingues Mamani100% (1)
- Blanqueo Quimico y OpticoDocument8 paginiBlanqueo Quimico y OpticoSocrates Andrade Merubia100% (2)
- Acabados MecanicosDocument11 paginiAcabados MecanicosLarisa Romero100% (2)
- Inserción de Trama A ProyectilDocument9 paginiInserción de Trama A ProyectilChriStianCooper50% (2)
- SuavizadoDocument21 paginiSuavizadoninoyodo50% (2)
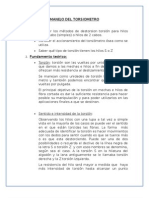
- Manejo Del Torsiometro ControlDocument17 paginiManejo Del Torsiometro ControlElvis Medina0% (1)
- Tejidos de RizoDocument3 paginiTejidos de RizoJimena Hinostroz AparicioÎncă nu există evaluări
- La PeinadoraDocument13 paginiLa PeinadoraCristhian LoayzaÎncă nu există evaluări
- La TintoreríaDocument60 paginiLa TintoreríajennyskiaÎncă nu există evaluări
- Informe N 4 Final HiladoDocument17 paginiInforme N 4 Final HiladoNoemi Thalía Martinez RiverosÎncă nu există evaluări
- TundidoDocument2 paginiTundidoCarolina Pambaquishpe100% (3)
- Blanqueo de Fibras TextilesDocument3 paginiBlanqueo de Fibras TextilesPamela Sánchez100% (1)
- Tejido PlanoDocument13 paginiTejido Planokenyi aroquipa100% (1)
- Carbonización de LanaDocument2 paginiCarbonización de LanaMaia Hayashibara83% (6)
- Pretratamiento LanaDocument6 paginiPretratamiento LanaJaime TorresÎncă nu există evaluări
- W.Ulcuango-PTP-Evaluacion 4Document14 paginiW.Ulcuango-PTP-Evaluacion 4widman ulcuango100% (1)
- Informe1 Tejidos IIDocument10 paginiInforme1 Tejidos IIMaría Eugenia Pablo Mory100% (1)
- Hilatura de Fibras ManufacturadasDocument33 paginiHilatura de Fibras ManufacturadasElvis Medina100% (1)
- Procesos de HilaturaDocument59 paginiProcesos de HilaturaSebastian Meza0% (1)
- Funciones de La Maquina CardaDocument2 paginiFunciones de La Maquina CardagsaÎncă nu există evaluări
- Hilatura Por EnvolvimientoDocument4 paginiHilatura Por EnvolvimientoFrans Erquinio CangalayaÎncă nu există evaluări
- Ensayo Preparación Del Tejido PlanoDocument6 paginiEnsayo Preparación Del Tejido PlanoAdrián HerreraÎncă nu există evaluări
- Instituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaDocument22 paginiInstituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaaymisilÎncă nu există evaluări
- 1 Sistemas de Hilatura No ConvencionalesDocument21 pagini1 Sistemas de Hilatura No Convencionalesatico123456Încă nu există evaluări
- Labo N°2 - DescrudeDocument11 paginiLabo N°2 - DescrudeJOSE AYALA100% (2)
- Calandrado de MoaréDocument2 paginiCalandrado de MoaréJE JosephÎncă nu există evaluări
- Fibras RegeneradasDocument11 paginiFibras RegeneradasJuan Carlos Alarcon Mariño0% (1)
- Laboratorio de DescrudeDocument12 paginiLaboratorio de DescrudeBrando Fernández100% (2)
- Remetido y AnudadoDocument8 paginiRemetido y AnudadoMiguel Makishi Velásquez100% (1)
- Titulación de Los HiladosDocument3 paginiTitulación de Los HiladosDaiana Bausela50% (2)
- Tintura de AcrilicoDocument43 paginiTintura de AcrilicoJuan Vaca Almeida63% (8)
- Tesis Textil Proceso de Hilatura PDFDocument62 paginiTesis Textil Proceso de Hilatura PDFe.yanez.munio751Încă nu există evaluări
- BobinadoDocument22 paginiBobinadoCarlos Mejía50% (2)
- #1 Descrude BlanqueoDocument11 pagini#1 Descrude BlanqueoKarla Cecilia Alor Yupanqui100% (1)
- Tipos de HilaturaDocument15 paginiTipos de Hilaturacesar tineo100% (1)
- Introducción Al Pre Tratamiento de Sustratos TextilesDocument17 paginiIntroducción Al Pre Tratamiento de Sustratos TextilesMonish Ylonen Rouse75% (12)
- Ejercicio de Hilatura (Calculo de Producción)Document4 paginiEjercicio de Hilatura (Calculo de Producción)rambetsÎncă nu există evaluări
- Conclusiones Informe de Hilatura N3Document4 paginiConclusiones Informe de Hilatura N3kevinÎncă nu există evaluări
- Acabados Físicos y Químicos Semipermanentes y PermanentesDocument11 paginiAcabados Físicos y Químicos Semipermanentes y PermanentesDaysi Verónica100% (2)
- Apertura y LimpiezaDocument52 paginiApertura y Limpiezayui100% (8)
- Proceso de Urdido DirectoDocument1 paginăProceso de Urdido DirectogsaÎncă nu există evaluări
- Desengomado AlgodonDocument7 paginiDesengomado AlgodonLisavel33% (3)
- HilaturaDocument98 paginiHilaturaBraulio Rodriguez100% (1)
- Pretratamiento de AlgodonDocument15 paginiPretratamiento de Algodonpablo_blackbullÎncă nu există evaluări
- Informe de Investigacion de HilaturaDocument45 paginiInforme de Investigacion de HilaturaRONNY100% (3)
- Sistema de Hilatura Open EndDocument3 paginiSistema de Hilatura Open EndHugo Eduardo Ipiales MesaÎncă nu există evaluări
- Anti PillingDocument2 paginiAnti PillingJessica Michell JemmyÎncă nu există evaluări
- Sistemas de Hilatura No ConvencionalesDocument21 paginiSistemas de Hilatura No Convencionalesatico12345675% (4)
- Procesos de HilaturaDocument59 paginiProcesos de Hilaturaloconodes76% (29)
- g3 Según Sistema de Insercion de La TramaDocument33 paginig3 Según Sistema de Insercion de La TramaMarife Marvel71% (7)
- BobinadoDocument21 paginiBobinadoNaile Mar Hanco100% (1)
- GillsDocument17 paginiGillsFrankoCastroÎncă nu există evaluări
- Fibras Proteicas y LanaDocument56 paginiFibras Proteicas y LanaJimmyXam83% (6)
- Apertura y Limpieza - HILOS IDocument12 paginiApertura y Limpieza - HILOS IJoselito VacaÎncă nu există evaluări
- Tarea No TejidosDocument27 paginiTarea No TejidosLeonardo MacuilÎncă nu există evaluări
- BLOWROOM PART 1 (Autoguardado)Document19 paginiBLOWROOM PART 1 (Autoguardado)Joselito VacaÎncă nu există evaluări
- Informe Apertura-Y-Limpieza (1) Hilos IDocument19 paginiInforme Apertura-Y-Limpieza (1) Hilos IJoselito VacaÎncă nu există evaluări
- ProblemaspropuestosprogramacionmatlabDocument4 paginiProblemaspropuestosprogramacionmatlabyuiÎncă nu există evaluări
- Solucionario 6ta Ma71320091Document1 paginăSolucionario 6ta Ma71320091yuiÎncă nu există evaluări
- Ma 713 PC 620092 YsolucionarioDocument2 paginiMa 713 PC 620092 YsolucionarioyuiÎncă nu există evaluări
- Problemas Normalmuestrales Xma 611092Document2 paginiProblemas Normalmuestrales Xma 611092yuiÎncă nu există evaluări
- LAB4puente Unificador de Wheat StoneDocument15 paginiLAB4puente Unificador de Wheat StonecefiqtÎncă nu există evaluări
- Resistencia El+®ctric1 Fund TeoricoDocument5 paginiResistencia El+®ctric1 Fund TeoricoyuiÎncă nu există evaluări
- Problemas Matlab Vectores Matrices PolinomiosDocument3 paginiProblemas Matlab Vectores Matrices PolinomiosIsadora Choes DávilaÎncă nu există evaluări
- 13) Sistema de Control Retro Aliment AdoDocument26 pagini13) Sistema de Control Retro Aliment AdoyuiÎncă nu există evaluări
- 06 NyquistDocument9 pagini06 NyquistyuiÎncă nu există evaluări
- PuenteDocument5 paginiPuenteyuiÎncă nu există evaluări
- Prob Tip P1Document6 paginiProb Tip P1yuiÎncă nu există evaluări
- Produccion de Bebidas Derivadas de La UvaDocument21 paginiProduccion de Bebidas Derivadas de La UvayuiÎncă nu există evaluări
- Resistencia El+®ctric1 Fund TeoricoDocument5 paginiResistencia El+®ctric1 Fund TeoricoyuiÎncă nu există evaluări
- PI426 082 P2A SolDocument2 paginiPI426 082 P2A SolyuiÎncă nu există evaluări
- Pi 415 Guia Contenido 2010-2Document133 paginiPi 415 Guia Contenido 2010-2yuiÎncă nu există evaluări
- 11) Comport A Mien To Dinamico de Los ProcesosDocument15 pagini11) Comport A Mien To Dinamico de Los ProcesosyuiÎncă nu există evaluări
- 12) Diagrama de BloquesDocument22 pagini12) Diagrama de BloquesyuiÎncă nu există evaluări
- 07) Tiempo MuertoDocument10 pagini07) Tiempo MuertoyuiÎncă nu există evaluări
- 10) IntroMatLabDocument34 pagini10) IntroMatLabyuiÎncă nu există evaluări
- 06) Sistema de 2do OrdenDocument7 pagini06) Sistema de 2do OrdenyuiÎncă nu există evaluări
- 06 RespFrecDocument11 pagini06 RespFrecyuiÎncă nu există evaluări
- 08) Espacio EstadosDocument16 pagini08) Espacio EstadosyuiÎncă nu există evaluări
- 06 DiagBodeDocument13 pagini06 DiagBodeyuiÎncă nu există evaluări
- 04) Sistema de Primer OrdenDocument13 pagini04) Sistema de Primer OrdenyuiÎncă nu există evaluări
- 03) Aplicaciones de ModelamientoDocument16 pagini03) Aplicaciones de ModelamientoyuiÎncă nu există evaluări
- 05 EstabilidadDocument10 pagini05 EstabilidadLenin IllichÎncă nu există evaluări
- 05 RootLocusDocument36 pagini05 RootLocusyuiÎncă nu există evaluări
- 05) Sistema en Serie Interacturante y No InteracturamteDocument8 pagini05) Sistema en Serie Interacturante y No InteracturamteyuiÎncă nu există evaluări
- 04 DiagBloqDocument7 pagini04 DiagBloqNicolas David Cabanillas AraujoÎncă nu există evaluări
- 02) Modelamiento MatematicoDocument26 pagini02) Modelamiento MatematicoyuiÎncă nu există evaluări
- Draft PD - Tendencias Globales Del DiseñoDocument7 paginiDraft PD - Tendencias Globales Del DiseñodannaedesantiagoÎncă nu există evaluări
- Analisis PEST Y FODA TelcelDocument4 paginiAnalisis PEST Y FODA TelcelCarlos Alberto Flores RojasÎncă nu există evaluări
- Trabajo Final de Matematica FinancieraDocument29 paginiTrabajo Final de Matematica FinancieraUrsula Sernaque TorresÎncă nu există evaluări
- 1 Geografia y Medio Ambiente 2019-IDocument7 pagini1 Geografia y Medio Ambiente 2019-IDAVID ARTURO RAMOS VASQUEZÎncă nu există evaluări
- Normativas Básicas Del Sistema de Las Naciones UnidasDocument13 paginiNormativas Básicas Del Sistema de Las Naciones UnidasElvisMilanoLiraÎncă nu există evaluări
- Silvia Elena García Selva - Bitácora Estudiantil VirtualDocument6 paginiSilvia Elena García Selva - Bitácora Estudiantil VirtualMaría Fernanda Chavarria PinedaÎncă nu există evaluări
- Juzgado Séptimo Administrativo Del Circuito SINCELEJO (Sucre) Auto InterlocutorioDocument4 paginiJuzgado Séptimo Administrativo Del Circuito SINCELEJO (Sucre) Auto Interlocutoriosaul benitezÎncă nu există evaluări
- Guion RedDocument1 paginăGuion RedErika PatriciaÎncă nu există evaluări
- Crisis de 1999Document7 paginiCrisis de 1999danielaÎncă nu există evaluări
- Cuadro Comparativo Tipos de ControlDocument2 paginiCuadro Comparativo Tipos de ControlHairoÎncă nu există evaluări
- Caso Practico de Contabilidad - Plantilla - Partei y II FinalDocument25 paginiCaso Practico de Contabilidad - Plantilla - Partei y II Finalangela venegas alferezÎncă nu există evaluări
- La Preciosísima Sangre de Cristo - San Gaspar BufDocument4 paginiLa Preciosísima Sangre de Cristo - San Gaspar BufRaul CelyÎncă nu există evaluări
- Pigars Carhuaz 2013 PDFDocument117 paginiPigars Carhuaz 2013 PDFAudrey LangleyÎncă nu există evaluări
- Romaguera Modelo de Brechas Capitulo - 6Document39 paginiRomaguera Modelo de Brechas Capitulo - 6Jonathan QuishpeÎncă nu există evaluări
- Folleto SimposioDocument48 paginiFolleto SimposioSantiago SalamancaÎncă nu există evaluări
- CarbonatosDocument3 paginiCarbonatosOliver Edwin Santos FerrerÎncă nu există evaluări
- Rosanvallon Pierre La Contrademocracia ExtractoDocument24 paginiRosanvallon Pierre La Contrademocracia ExtractoJaviera Alejandra Toro RomoÎncă nu există evaluări
- Cadi 2Document64 paginiCadi 2abadxochitl1Încă nu există evaluări
- Los 18 Mantras de GaneshaDocument4 paginiLos 18 Mantras de GaneshaVin Riio100% (1)
- Árbol Colonial Frente A Árbol Unitario. Francis HalléDocument0 paginiÁrbol Colonial Frente A Árbol Unitario. Francis HalléAtxe PreikestolenÎncă nu există evaluări
- Psiquiatría 16-06-21 Trastornos Neurocognitivos y DisociativosDocument56 paginiPsiquiatría 16-06-21 Trastornos Neurocognitivos y DisociativosEduardo VillanuevaÎncă nu există evaluări
- Solución Taller de ConjuntosDocument12 paginiSolución Taller de ConjuntosHernan CarrilloÎncă nu există evaluări
- Semana 15 - Tema 01 Tarea - Práctica Calificada 2Document18 paginiSemana 15 - Tema 01 Tarea - Práctica Calificada 2keyla jamelyn villanueva briceñoÎncă nu există evaluări
- Lecciones para ADOLESCENTESDocument42 paginiLecciones para ADOLESCENTESmariela100% (2)
- Cuando Tu Redención Pende de Un CORDÓN ROJO - Parte 1-3Document21 paginiCuando Tu Redención Pende de Un CORDÓN ROJO - Parte 1-3Daniel Udroaica100% (1)
- El Efecto Del PH de Los PerfumesDocument4 paginiEl Efecto Del PH de Los PerfumesPeñaloza AurorisÎncă nu există evaluări
- Ejercicios de Williams y McKenzieDocument8 paginiEjercicios de Williams y McKenzieFreddy Álvarez0% (1)
- Jahs Yacarini VC PDFDocument381 paginiJahs Yacarini VC PDFMICAEL OSWALDO SALAZAR LAZOÎncă nu există evaluări
- 06 Norma Medero Hernandez Nubia Hernandez Medero La Practica Artistica en Sus Logicas Comunicativas Desde Una Perspectiva CriticaDocument10 pagini06 Norma Medero Hernandez Nubia Hernandez Medero La Practica Artistica en Sus Logicas Comunicativas Desde Una Perspectiva CriticaEmilianoLlanes100% (1)
- ConapaseDocument36 paginiConapaseever11Încă nu există evaluări