S-ar putea să vă placă și
- Le Soudage A L'arc Manuel Avec Electrode EnrobeeDocument8 paginiLe Soudage A L'arc Manuel Avec Electrode EnrobeefedÎncă nu există evaluări
- Introduction To Welding TechnologyDocument29 paginiIntroduction To Welding TechnologyMohamed TAHDECHTÎncă nu există evaluări
- Procèdes de Soudage SMAW - CouleurDocument8 paginiProcèdes de Soudage SMAW - CouleurFethi BELOUISÎncă nu există evaluări
- Procedure de SoudureDocument16 paginiProcedure de SoudureBouzaida Maher100% (1)
- Soudage de PiplineuDocument35 paginiSoudage de Piplineumaian saja0% (1)
- Introduction Précède La Première Partie Soudage TIG Ou GTAWDocument30 paginiIntroduction Précède La Première Partie Soudage TIG Ou GTAWGOUAREF SAMIR100% (1)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- Soudage RésuméDocument19 paginiSoudage RésumébeyÎncă nu există evaluări
- Classification Des Procédés de SoudageDocument7 paginiClassification Des Procédés de SoudageFethi BELOUISÎncă nu există evaluări
- Cours SoudageDocument33 paginiCours SoudageDëLux OwO100% (1)
- Positions de SoudageDocument34 paginiPositions de SoudagebouhamidiÎncă nu există evaluări
- Definition Des Termes - CODE API 1104Document2 paginiDefinition Des Termes - CODE API 1104ALP69100% (1)
- Défauts de SouduresDocument11 paginiDéfauts de SouduresZAOUIÎncă nu există evaluări
- Sous Flux Poudre TerminéDocument5 paginiSous Flux Poudre TerminéCharaf TsÎncă nu există evaluări
- Les Principaux Défauts de SoudageDocument62 paginiLes Principaux Défauts de Soudageامين البحري꧁Încă nu există evaluări
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- Quizz Déformations Et ContraintesDocument45 paginiQuizz Déformations Et Contraintesdanemsal50% (2)
- Mig MagDocument10 paginiMig MagH_DEBIANEÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Qualification API 1104Document38 paginiQualification API 1104walid walid100% (1)
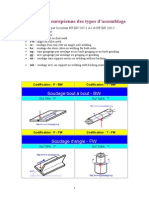
- Codification Européenne Des Types de Soudure Soudage 2000Document3 paginiCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoÎncă nu există evaluări
- Soudage Avec DMOS 111 135Document61 paginiSoudage Avec DMOS 111 135soufianesaniÎncă nu există evaluări
- Assistant de Soudage Et ASMEDocument11 paginiAssistant de Soudage Et ASMEDanem Halas100% (1)
- Procede 141 Tig Ou GtawDocument7 paginiProcede 141 Tig Ou Gtawmed chabane100% (1)
- Procédé 111Document8 paginiProcédé 111Abdessalam ReÎncă nu există evaluări
- Guide de Qualification SoudageDocument21 paginiGuide de Qualification SoudageMarouanEljerrariÎncă nu există evaluări
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- Qualite en SoudageDocument44 paginiQualite en Soudagemodza2383% (12)
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- DMOS 135 Bout À BoutDocument1 paginăDMOS 135 Bout À BoutMhd OuakÎncă nu există evaluări
- Résumé SOUDAGEDocument24 paginiRésumé SOUDAGEFaiez Ghrab100% (5)
- Procede Mig 131 Et Mag 135Document8 paginiProcede Mig 131 Et Mag 135BIJOUNA BILELÎncă nu există evaluări
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDocument1 paginăProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 paginiRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Soudage OxyacetyleniqueDocument30 paginiSoudage OxyacetyleniqueJohakim974Încă nu există evaluări
- Soudure Et Procédés Courants: Cours TechnologieDocument9 paginiSoudure Et Procédés Courants: Cours TechnologiesaisÎncă nu există evaluări
- PROCEDE MIG 131 Et MAG 135Document9 paginiPROCEDE MIG 131 Et MAG 135Lycée Alfred kastlerÎncă nu există evaluări
- DMOSDocument13 paginiDMOSLycée Alfred kastler100% (2)
- Position de SoudageDocument1 paginăPosition de SoudageTj Andrian100% (2)
- Mémo SoudageDocument10 paginiMémo SoudageJonathan KacouÎncă nu există evaluări
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- CODAPDocument85 paginiCODAPAmine FeraounÎncă nu există evaluări
- Dossier ExercicesDocument45 paginiDossier ExercicespetacciaÎncă nu există evaluări
- Dokumen - Tips Soudage GeneraliteDocument99 paginiDokumen - Tips Soudage Generalitesarre mamoudouÎncă nu există evaluări
- SoudageDocument12 paginiSoudageHajar HM100% (1)
- Procèdes de SoudageDocument27 paginiProcèdes de SoudageFethi BELOUIS100% (2)
- 615-Formation IWT (Part 4c)Document19 pagini615-Formation IWT (Part 4c)Chokri AtefÎncă nu există evaluări
- Les Différents Types de SoudageDocument7 paginiLes Différents Types de SoudageHamada Hamada100% (2)
- Soudage TIG - WikipédiaDocument24 paginiSoudage TIG - WikipédiaLoic MfonzieÎncă nu există evaluări
- Comment Bien Choisir Son Gaz de Protection de Soudage Selon Le Procédé ENBAGDocument14 paginiComment Bien Choisir Son Gaz de Protection de Soudage Selon Le Procédé ENBAGdaemsalÎncă nu există evaluări
- Rappel Sur Les Soudage ClassiqueDocument10 paginiRappel Sur Les Soudage ClassiqueHamdi NefetiÎncă nu există evaluări
- Soudage TIG - WikipédiaDocument8 paginiSoudage TIG - WikipédiaARSENE BRICE NDEMA BOMEÎncă nu există evaluări
- 605-Formation IWT (Part 1b)Document47 pagini605-Formation IWT (Part 1b)Mathieu DouÎncă nu există evaluări
- Cours de SoudageDocument16 paginiCours de Soudagehouyam hamdi100% (7)
- Soudage MastDocument51 paginiSoudage MastLanjar RanimÎncă nu există evaluări
- 141 TigDocument6 pagini141 TigAziz DzÎncă nu există evaluări
- Comment Souder À LDocument23 paginiComment Souder À LrehedaÎncă nu există evaluări
- ISO IEC 17025 LaboratoireDocument18 paginiISO IEC 17025 LaboratoireFethi BELOUISÎncă nu există evaluări
- Procèdes de SoudageDocument27 paginiProcèdes de SoudageFethi BELOUIS100% (2)
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- PA InoxDocument14 paginiPA InoxFethi BELOUISÎncă nu există evaluări
- PA Connectors FR A4 201502Document2 paginiPA Connectors FR A4 201502Fethi BELOUISÎncă nu există evaluări
- Procèdes de SoudageDocument27 paginiProcèdes de SoudageFethi BELOUIS100% (2)
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Classification Des Procédés de SoudageDocument7 paginiClassification Des Procédés de SoudageFethi BELOUISÎncă nu există evaluări
- Defauts de Soudure - CouleurDocument15 paginiDefauts de Soudure - CouleurFethi BELOUISÎncă nu există evaluări
- Defauts de Soudure - Fissuration À Chaud PDFDocument6 paginiDefauts de Soudure - Fissuration À Chaud PDFFethi BELOUISÎncă nu există evaluări
- AI Dosimetre FRDocument2 paginiAI Dosimetre FRFethi BELOUISÎncă nu există evaluări
- Defauts de Soudure - FissuresDocument27 paginiDefauts de Soudure - FissuresFethi BELOUISÎncă nu există evaluări
- ASME IX Variables WPS - SMAWDocument1 paginăASME IX Variables WPS - SMAWFethi BELOUISÎncă nu există evaluări
- Defauts de Soudure - Fissuration À Froid (D'hydrogene) PDFDocument5 paginiDefauts de Soudure - Fissuration À Froid (D'hydrogene) PDFFethi BELOUISÎncă nu există evaluări
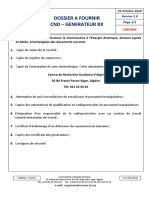
- CND Generateur RXDocument1 paginăCND Generateur RXFethi BELOUISÎncă nu există evaluări
- ASME IX Positions de SoudageDocument2 paginiASME IX Positions de SoudageFethi BELOUISÎncă nu există evaluări
- Classification Des Procédés de Soudage - CouleurDocument7 paginiClassification Des Procédés de Soudage - CouleurFethi BELOUISÎncă nu există evaluări
- API 1104 Illustrations D'imperfections de SouduresDocument2 paginiAPI 1104 Illustrations D'imperfections de SouduresFethi BELOUISÎncă nu există evaluări
- AI Surveillance Medicale FR PDFDocument5 paginiAI Surveillance Medicale FR PDFFethi BELOUISÎncă nu există evaluări
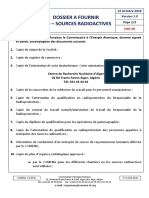
- CND SRDocument2 paginiCND SRFethi BELOUISÎncă nu există evaluări
- ASME IX Qualification de SoudeursDocument2 paginiASME IX Qualification de SoudeursFethi BELOUIS100% (2)
- EHC09 1543 10 OC NoticeDocument76 paginiEHC09 1543 10 OC NoticeFethi BELOUISÎncă nu există evaluări
- N Réf 2070-COMENA-SC-2009Document1 paginăN Réf 2070-COMENA-SC-2009Fethi BELOUISÎncă nu există evaluări
- DP 14-195 Sécurité Des Sources Radioactives FRDocument8 paginiDP 14-195 Sécurité Des Sources Radioactives FRFethi BELOUISÎncă nu există evaluări
- N Réf 041-COMENA-SC-2010Document1 paginăN Réf 041-COMENA-SC-2010Fethi BELOUISÎncă nu există evaluări
- Plaquette Ecole Ed2019 v2Document1 paginăPlaquette Ecole Ed2019 v2Fethi BELOUISÎncă nu există evaluări
- EHC09 1543 10 OC NoticeDocument76 paginiEHC09 1543 10 OC NoticeFethi BELOUISÎncă nu există evaluări
- UT 1 MalotDocument5 paginiUT 1 MalotFethi BELOUISÎncă nu există evaluări
- CRTI BrochureDocument1 paginăCRTI BrochureFethi BELOUISÎncă nu există evaluări
- 3M210 TD4corDocument4 pagini3M210 TD4corSoufiane MajdÎncă nu există evaluări
- CoursDocument76 paginiCoursAnissa Haj AbdallahÎncă nu există evaluări
- IkhtisaratDocument2 paginiIkhtisaratEl Amrani LailaÎncă nu există evaluări
- td10 CorDocument9 paginitd10 Corghouti ghoutiÎncă nu există evaluări
- TD 2018 ConductionDocument1 paginăTD 2018 ConductionElleonore Gla100% (1)
- Modèle D'estimation Des Coûts Des Assemblages SoudésDocument7 paginiModèle D'estimation Des Coûts Des Assemblages SoudésZackaria El IdrissiÎncă nu există evaluări
- Simulation Et Etude Des Caractéristique Electronique D'un Contact Metalsemi-Conducteur Base Du GaAs PDFDocument81 paginiSimulation Et Etude Des Caractéristique Electronique D'un Contact Metalsemi-Conducteur Base Du GaAs PDFwardaÎncă nu există evaluări
- Tech Brief PLC Troubleshooting FRDocument7 paginiTech Brief PLC Troubleshooting FRMoby El GamraÎncă nu există evaluări
- SYN - EN.TO. MATH 6èmeDocument138 paginiSYN - EN.TO. MATH 6èmeDieudonné soleil soleil100% (1)
- Ex06 - Etage D'adaptationDocument6 paginiEx06 - Etage D'adaptationAissa KalacheÎncă nu există evaluări
- Généaralités Sur Les Solutions Et Les SolvantsDocument18 paginiGénéaralités Sur Les Solutions Et Les SolvantsBsissaSoltaniÎncă nu există evaluări
- TP001 - Wildfly8Document3 paginiTP001 - Wildfly8Sarrah HoussemÎncă nu există evaluări
- 01 Cours AutomateDocument15 pagini01 Cours AutomateBrahim Bakhach100% (1)
- Sommes ProduitsDocument12 paginiSommes Produitsissam.lanfoufÎncă nu există evaluări
- Tutoriel - Fluent - Airfoil - Profil - (J. Boudet)Document31 paginiTutoriel - Fluent - Airfoil - Profil - (J. Boudet)gzaraÎncă nu există evaluări
- Mise en Oeuvre Du Clustering À Basculement Avec Hyper-V 2012 - Hyper-V - IT-Connect PDFDocument7 paginiMise en Oeuvre Du Clustering À Basculement Avec Hyper-V 2012 - Hyper-V - IT-Connect PDFboubizÎncă nu există evaluări
- Echecs ChirurgieDocument116 paginiEchecs ChirurgietiphainenoeÎncă nu există evaluări
- 2 - Logiciel - CoursDocument18 pagini2 - Logiciel - CoursMoad EssofiÎncă nu există evaluări
- En Iso 14175Document15 paginiEn Iso 14175barbierÎncă nu există evaluări
- Geometrie Hyperbolique Labourie PDFDocument85 paginiGeometrie Hyperbolique Labourie PDF21260paco61Încă nu există evaluări
- Modélisation Des Paramètres Pétrophysiques Et EstimationDocument102 paginiModélisation Des Paramètres Pétrophysiques Et EstimationRomeo NoupaÎncă nu există evaluări
- Des AntennesDocument2 paginiDes Antennesram pierÎncă nu există evaluări
- Intro MATLABDocument31 paginiIntro MATLABYaye Ndew ThiaoÎncă nu există evaluări
- Chapitre IX Cours Eleves 2022 2023Document5 paginiChapitre IX Cours Eleves 2022 2023mathieu.demange13Încă nu există evaluări
- TP MatérauxDocument21 paginiTP Matérauxnizar bchiniÎncă nu există evaluări
- Modélisation 2022 2023Document38 paginiModélisation 2022 2023elammaryibtissam777Încă nu există evaluări
- Gas Turbines FrenchDocument1 paginăGas Turbines FrenchDebcha DebchaouiÎncă nu există evaluări
- MP Physique CCP 1 2013.extraitDocument4 paginiMP Physique CCP 1 2013.extraitHaytamÎncă nu există evaluări
- BiochimieDocument11 paginiBiochimieAbdennour FishermanÎncă nu există evaluări
- Chapitre 3 ElectromagnétismeDocument6 paginiChapitre 3 ElectromagnétismeOussema BankagiÎncă nu există evaluări
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteDe la EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteEvaluare: 3 din 5 stele3/5 (3)
- Technologie automobile: Les Grands Articles d'UniversalisDe la EverandTechnologie automobile: Les Grands Articles d'UniversalisÎncă nu există evaluări
- Le livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesDe la EverandLe livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesEvaluare: 4 din 5 stele4/5 (6)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsDe la EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsEvaluare: 5 din 5 stele5/5 (1)
- Force Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)De la EverandForce Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)Evaluare: 4.5 din 5 stele4.5/5 (28)
- Hypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completDe la EverandHypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completEvaluare: 4.5 din 5 stele4.5/5 (8)
- Les enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risqueDe la EverandLes enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risqueÎncă nu există evaluări
- Entretien clinique: Outils et techniques de diagnostic en santé mentaleDe la EverandEntretien clinique: Outils et techniques de diagnostic en santé mentaleÎncă nu există evaluări
- Coaching de vie: Manuel de bord pour coachs et coachésDe la EverandCoaching de vie: Manuel de bord pour coachs et coachésÎncă nu există evaluări
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)De la EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Evaluare: 4 din 5 stele4/5 (3032)
- Le TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionDe la EverandLe TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionÎncă nu există evaluări
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainDe la EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainEvaluare: 4.5 din 5 stele4.5/5 (2)
- Aimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableDe la EverandAimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableEvaluare: 5 din 5 stele5/5 (4)
- Anatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursDe la EverandAnatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursÎncă nu există evaluări
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsDe la EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsÎncă nu există evaluări
- L'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaDe la EverandL'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaEvaluare: 3 din 5 stele3/5 (1)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsDe la Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsEvaluare: 5 din 5 stele5/5 (1)
- La créativité de l'enfant: Évaluation et développementDe la EverandLa créativité de l'enfant: Évaluation et développementÎncă nu există evaluări
- Émotions et intelligence émotionnelle dans les organisationsDe la EverandÉmotions et intelligence émotionnelle dans les organisationsÎncă nu există evaluări
- Affirmations positives : Perte de poids pour les femmesDe la EverandAffirmations positives : Perte de poids pour les femmesÎncă nu există evaluări