S-ar putea să vă placă și
- Eil SpecDocument37 paginiEil SpecJames100% (1)
- 6-12-0031 - Standard Specification For Storage Tanks For Package Items PDFDocument13 pagini6-12-0031 - Standard Specification For Storage Tanks For Package Items PDFpl_arunachalam79Încă nu există evaluări
- Specifications of LR BendDocument11 paginiSpecifications of LR BendPrafulla PatilÎncă nu există evaluări
- EIL Painting Spec B16!79!41 PLS 01Document61 paginiEIL Painting Spec B16!79!41 PLS 01mANISH THIRANI100% (3)
- Strainer DescriptionDocument321 paginiStrainer DescriptionChirag ShahÎncă nu există evaluări
- Is 210Document16 paginiIs 210Debopriyo GhoshÎncă nu există evaluări
- TBE-Pressure Vessel Standard TemplateDocument4 paginiTBE-Pressure Vessel Standard TemplateSiva baalanÎncă nu există evaluări
- Chevron Corporation 1CS10: Pressure - Temperature Ratings Hydrotest at Ambient ServiceDocument1 paginăChevron Corporation 1CS10: Pressure - Temperature Ratings Hydrotest at Ambient ServiceAldeline Sungahid100% (1)
- Low-Pressure Hoselines SN 544: Double Nipple Welding NippleDocument2 paginiLow-Pressure Hoselines SN 544: Double Nipple Welding NippleNaveen Kumar Chauhan100% (1)
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 paginiInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessÎncă nu există evaluări
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PDocument209 paginiComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999Încă nu există evaluări
- 12 Chaturvedi EIL PresentationDocument12 pagini12 Chaturvedi EIL Presentationget2anushÎncă nu există evaluări
- Is 3074 2005Document16 paginiIs 3074 2005Kuldeep SinghÎncă nu există evaluări
- Inspection and Test Paln For LSAWDocument4 paginiInspection and Test Paln For LSAWkbpatel123Încă nu există evaluări
- Bs 5351 1986 PDFDocument31 paginiBs 5351 1986 PDFSSFPLÎncă nu există evaluări
- WEP Standard For Reference OnlyDocument37 paginiWEP Standard For Reference OnlyKiran NikateÎncă nu există evaluări
- 6 77 0001 Rev - 4 PDFDocument40 pagini6 77 0001 Rev - 4 PDFRam Kadam0% (1)
- 6-41-0006 Rev 3 - EIL STD Specs For Centrifugal PumpsDocument20 pagini6-41-0006 Rev 3 - EIL STD Specs For Centrifugal PumpsSachinShinde100% (2)
- Sa 320 PDFDocument13 paginiSa 320 PDFRaju SkÎncă nu există evaluări
- 7-12-0025 Rev 5Document2 pagini7-12-0025 Rev 5cynideÎncă nu există evaluări
- Base and Hanger Spring Data SheetsDocument4 paginiBase and Hanger Spring Data SheetsxkokarcaxÎncă nu există evaluări
- Specification For NDE For Piping B016-6-44-0016 - Rev. 3Document21 paginiSpecification For NDE For Piping B016-6-44-0016 - Rev. 3Ayush Choudhary50% (2)
- TDC For Flanges SA 105NDocument2 paginiTDC For Flanges SA 105NRenny DevassyÎncă nu există evaluări
- 6 44 0006 Rev6Document415 pagini6 44 0006 Rev6karunaÎncă nu există evaluări
- IS:2002Document14 paginiIS:2002Madhavi YerurÎncă nu există evaluări
- Udhe 2.standardsDocument1 paginăUdhe 2.standardsom dhamnikarÎncă nu există evaluări
- 6-79-0013 Rev 2Document6 pagini6-79-0013 Rev 2MONER MANUSÎncă nu există evaluări
- A 1 KDocument5 paginiA 1 KSumantrra ChattopadhyayÎncă nu există evaluări
- Snamprogetti: CustomerDocument3 paginiSnamprogetti: Customeradesloop100% (1)
- Hmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Document81 paginiHmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Krunal Shaj100% (1)
- Valve Material Specifications: Forged Cast Key Physical PropertiesDocument1 paginăValve Material Specifications: Forged Cast Key Physical PropertiesdenyÎncă nu există evaluări
- Iocl Tank Spec F-601 Rev 0Document18 paginiIocl Tank Spec F-601 Rev 0Rama Krishna Reddy Donthireddy100% (1)
- Api 602 Forged Steel Valve PDFDocument4 paginiApi 602 Forged Steel Valve PDFThomasFrenchÎncă nu există evaluări
- Din en Iso 16135Document26 paginiDin en Iso 16135Ahmed HassanÎncă nu există evaluări
- A869-6-44-0005 PMS For RevampDocument950 paginiA869-6-44-0005 PMS For RevampMastram HatheshÎncă nu există evaluări
- Duplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Document13 paginiDuplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)aleeimeran100% (1)
- 175-Ir022501, (850146), 07.12.2017Document2 pagini175-Ir022501, (850146), 07.12.2017Rami ELLOUMIÎncă nu există evaluări
- APT001-S-DS-PI-004 Insulation - Gasket - Data - Sheet - Rev0+Document10 paginiAPT001-S-DS-PI-004 Insulation - Gasket - Data - Sheet - Rev0+Roy RahadianÎncă nu există evaluări
- API Specification 6D 24th Edition Errata 10 20210803Document1 paginăAPI Specification 6D 24th Edition Errata 10 20210803ANANDÎncă nu există evaluări
- Tractebel SpecificationDocument69 paginiTractebel SpecificationShyam MurugesanÎncă nu există evaluări
- Buried Pipes and Fittings Painting SpecDocument5 paginiBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Technical Specification - Patratu-3LPE CoatingDocument24 paginiTechnical Specification - Patratu-3LPE CoatingAJAY PatilÎncă nu există evaluări
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDocument2 paginiDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithÎncă nu există evaluări
- Canalta Orifice Fitting Parts & Accessories: Precision Machined Accuracy Reliability PerformanceDocument90 paginiCanalta Orifice Fitting Parts & Accessories: Precision Machined Accuracy Reliability Performanceray mojicaÎncă nu există evaluări
- Uns S31803Document2 paginiUns S31803Amjath PallasÎncă nu există evaluări
- Indian Standard - 2644Document8 paginiIndian Standard - 2644Biswajit DasÎncă nu există evaluări
- PED 2014-68-EU Guidelines EN v4Document235 paginiPED 2014-68-EU Guidelines EN v4Nav TalukdarÎncă nu există evaluări
- Material Requisition For Expansion Joint - Rev1Document4 paginiMaterial Requisition For Expansion Joint - Rev1altipatlarÎncă nu există evaluări
- EIL Nozzle LoadsDocument5 paginiEIL Nozzle LoadsAniket GaikwadÎncă nu există evaluări
- Piping Material EquivalentsDocument1 paginăPiping Material EquivalentspejnorozyÎncă nu există evaluări
- 4 2500 (F347H)Document2 pagini4 2500 (F347H)siddhesh_guessÎncă nu există evaluări
- Datahseet For Strainer With Air EliminatorDocument4 paginiDatahseet For Strainer With Air Eliminatorvinoj chandranÎncă nu există evaluări
- Spe 77-105 Gate Globe and Check Valves To Bs 5154Document9 paginiSpe 77-105 Gate Globe and Check Valves To Bs 5154awisakipÎncă nu există evaluări
- Inspection & Test Plan Advance Valves Butterfly ValvesDocument2 paginiInspection & Test Plan Advance Valves Butterfly Valvessyed jafarÎncă nu există evaluări
- General Specification For Pressure VesselsDocument15 paginiGeneral Specification For Pressure VesselsAMIT SHAHÎncă nu există evaluări
- Technical Specification For On-Off Valves - 20140225 - 174713Document120 paginiTechnical Specification For On-Off Valves - 20140225 - 174713fraihafraiha100% (1)
- Mucg06m1tw - List of DocumentsDocument62 paginiMucg06m1tw - List of DocumentsKalai SelvanÎncă nu există evaluări
- EIL-STD Specifiction For Centrifugal Pumps PDFDocument21 paginiEIL-STD Specifiction For Centrifugal Pumps PDFM Danish john paul100% (1)
- 6-12-0015 - Standard Specification For Clad Plates.Document5 pagini6-12-0015 - Standard Specification For Clad Plates.pl_arunachalam79100% (1)
- Indra: For ConstructionDocument28 paginiIndra: For Constructionsumit kumarÎncă nu există evaluări
- Indra: For ConstructionDocument8 paginiIndra: For Constructionsumit kumarÎncă nu există evaluări
- S-000-1222-001 BeddDocument30 paginiS-000-1222-001 Beddsumit kumarÎncă nu există evaluări
- Indra: For ConstructionDocument48 paginiIndra: For Constructionsumit kumarÎncă nu există evaluări
- Indra: For ConstructionDocument25 paginiIndra: For Constructionsumit kumarÎncă nu există evaluări
- Indra: For ConstructionDocument25 paginiIndra: For Constructionsumit kumarÎncă nu există evaluări
- Appendix 2 - Example 3D Model PDFDocument1 paginăAppendix 2 - Example 3D Model PDFsumit kumarÎncă nu există evaluări
- Improved Spectrometric Analysis For Positive Material Identification (PMI)Document14 paginiImproved Spectrometric Analysis For Positive Material Identification (PMI)sumit kumarÎncă nu există evaluări
- Appendix 1 - Referenc ProjectsDocument2 paginiAppendix 1 - Referenc Projectssumit kumarÎncă nu există evaluări
- Appendix 3 - Priliminary PFDDocument1 paginăAppendix 3 - Priliminary PFDsumit kumarÎncă nu există evaluări
- GPRS Line Sizes Velocity Max 25 M-SDocument1 paginăGPRS Line Sizes Velocity Max 25 M-Ssumit kumarÎncă nu există evaluări
- 7-12-0037 Rev4 (SR Nozzle Neck)Document1 pagină7-12-0037 Rev4 (SR Nozzle Neck)sumit kumarÎncă nu există evaluări
- Untitled2 PDFDocument1 paginăUntitled2 PDFsumit kumarÎncă nu există evaluări
- 7-12-0006 Rev6 (Angle Leg Support)Document2 pagini7-12-0006 Rev6 (Angle Leg Support)sumit kumarÎncă nu există evaluări
- 7-12-0005 Rev6 (Skirt Opening Details)Document2 pagini7-12-0005 Rev6 (Skirt Opening Details)sumit kumar100% (1)
- 7-12-0026 Rev6 (Earthing Lug)Document1 pagină7-12-0026 Rev6 (Earthing Lug)sumit kumarÎncă nu există evaluări
- 7-12-0015 Rev6 (Standard Bolt Hole Orientation)Document1 pagină7-12-0015 Rev6 (Standard Bolt Hole Orientation)sumit kumarÎncă nu există evaluări
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Document2 pagini134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarÎncă nu există evaluări
- Inspection and Test Plan FOR Filter Separator/CoalescerDocument6 paginiInspection and Test Plan FOR Filter Separator/Coalescersumit kumarÎncă nu există evaluări
- 7-12-0020 Rev6 (Inlet Deflector Baffles) PDFDocument1 pagină7-12-0020 Rev6 (Inlet Deflector Baffles) PDFsumit kumarÎncă nu există evaluări
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocument1 pagină7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumar100% (1)
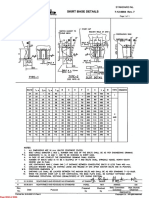
- 7-12-0004 Rev7 (Skirt Base Details)Document1 pagină7-12-0004 Rev7 (Skirt Base Details)sumit kumarÎncă nu există evaluări
- Inter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref RemarksDocument1 paginăInter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref Remarkssumit kumarÎncă nu există evaluări
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocument1 pagină7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumarÎncă nu există evaluări
- Onshore Terminal For KG DWN 98/2 Development Project: B.Sunil PrasadDocument7 paginiOnshore Terminal For KG DWN 98/2 Development Project: B.Sunil Prasadsumit kumar100% (1)
- 7-12-0007 Rev6 (Pipe Leg Support)Document1 pagină7-12-0007 Rev6 (Pipe Leg Support)sumit kumar100% (1)
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0Document6 paginiKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0sumit kumar100% (1)
- KG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0Document7 paginiKG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0sumit kumarÎncă nu există evaluări
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.ADocument5 paginiKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.Asumit kumarÎncă nu există evaluări
- Onshore Terminal For KG DWN 98/2 Development Project: Pramod KhotDocument7 paginiOnshore Terminal For KG DWN 98/2 Development Project: Pramod Khotsumit kumarÎncă nu există evaluări
- General Notes:: 1 1 Pad Footing ScheduleDocument1 paginăGeneral Notes:: 1 1 Pad Footing ScheduleMa'arif Nuzul AddibÎncă nu există evaluări
- A Large European Iron Chamber Clock PDFDocument12 paginiA Large European Iron Chamber Clock PDFbahchovanskiÎncă nu există evaluări
- STS Pulleys: (1) STS Standard Pulley System (2) Designation For STS PulleysDocument34 paginiSTS Pulleys: (1) STS Standard Pulley System (2) Designation For STS Pulleysvietkham100% (1)
- Unit 1 - Basic Civil Engineering & Engineering Mechanics - WWW - Rgpvnotes.inDocument18 paginiUnit 1 - Basic Civil Engineering & Engineering Mechanics - WWW - Rgpvnotes.inVikas JainÎncă nu există evaluări
- Foundation Detail 1Document1 paginăFoundation Detail 1Mutha MorganÎncă nu există evaluări
- Converter 25 AprilDocument660 paginiConverter 25 Apriljyoti upadhyayÎncă nu există evaluări
- Wadena Library Plan PDFDocument18 paginiWadena Library Plan PDFinforumdocsÎncă nu există evaluări
- Plastic Hinging Considerations For Single-Column Piers Supporting Highly Curved Ramp BridgesDocument32 paginiPlastic Hinging Considerations For Single-Column Piers Supporting Highly Curved Ramp BridgesHoàng LongÎncă nu există evaluări
- Deep Sands DSC's Deepest Digging DredgeDocument5 paginiDeep Sands DSC's Deepest Digging DredgepiromaniacÎncă nu există evaluări
- Road Grader: Building Line EquipmentDocument3 paginiRoad Grader: Building Line Equipmentshaine schoolÎncă nu există evaluări
- T Specs SRL-005Document226 paginiT Specs SRL-005Umar100% (1)
- Aggregate Impact TestDocument4 paginiAggregate Impact Testrajusanju82% (11)
- HSR 2019Document48 paginiHSR 2019Kusal HettiarachchiÎncă nu există evaluări
- Deterioration of Monuments and Their PreservationDocument11 paginiDeterioration of Monuments and Their PreservationPranav PadmavasanÎncă nu există evaluări
- ChecklistDocument1 paginăChecklistKarthi KeyanÎncă nu există evaluări
- Appendix 2 - Technical SpecificationsDocument32 paginiAppendix 2 - Technical SpecificationsMouayed ZeadanÎncă nu există evaluări
- Hot StopDocument30 paginiHot StopaÎncă nu există evaluări
- Piping Painting Colour CodeDocument1 paginăPiping Painting Colour CodeBalaraman SÎncă nu există evaluări
- HOUSE PLAN-3 FinalDocument3 paginiHOUSE PLAN-3 FinalJems SoÎncă nu există evaluări
- Roads Table21.4-Length of National and State Highways-By Width (As On 31st March)Document6 paginiRoads Table21.4-Length of National and State Highways-By Width (As On 31st March)umesh1807Încă nu există evaluări
- High Rise Construction GuideDocument23 paginiHigh Rise Construction GuideReh maÎncă nu există evaluări
- Overview of Bonded Abrasive Product Shapes: Technical InformationDocument8 paginiOverview of Bonded Abrasive Product Shapes: Technical Informationherysyam1980Încă nu există evaluări
- Arrow Hart Extra Heavy Duty Industrial Grade Straight Blade Receptacles Td630070enDocument5 paginiArrow Hart Extra Heavy Duty Industrial Grade Straight Blade Receptacles Td630070enHenry B. Lira M.100% (1)
- Price List 135Document6 paginiPrice List 135JSD IndutriesÎncă nu există evaluări
- Corpuz - BLDGTC44 - Specification WritingDocument24 paginiCorpuz - BLDGTC44 - Specification WritingMeljhon CorpuzÎncă nu există evaluări
- Abbasi & Hogg.2005.05.029Document9 paginiAbbasi & Hogg.2005.05.029NOMAN WASIFÎncă nu există evaluări
- The Broken, Oaken TowerDocument6 paginiThe Broken, Oaken TowerMitchell GalarneauÎncă nu există evaluări
- Irc SP 40 B-8 PDFDocument129 paginiIrc SP 40 B-8 PDFFrank Stephens100% (1)
- Adleen Sofea - Bur & BQDocument21 paginiAdleen Sofea - Bur & BQadeliene 25Încă nu există evaluări
- Spun Piles KOBEDocument12 paginiSpun Piles KOBEmusthafaÎncă nu există evaluări