S-ar putea să vă placă și
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDe la EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingEvaluare: 5 din 5 stele5/5 (3)
- 3115-BWK-PRQ-021.5 Lube Oil Cleaning Procedure - B1Document16 pagini3115-BWK-PRQ-021.5 Lube Oil Cleaning Procedure - B1Dannis AnantoÎncă nu există evaluări
- DROPSADocument27 paginiDROPSAcguillermosmÎncă nu există evaluări
- 921e PDFDocument12 pagini921e PDFrossifrancescoÎncă nu există evaluări
- Trg-B1008-COMPRESSOR HOUSE PIPINGDocument12 paginiTrg-B1008-COMPRESSOR HOUSE PIPINGVijay Gupta50% (2)
- Nebol Ungere Aer-Ulei EnglezaDocument30 paginiNebol Ungere Aer-Ulei Englezaangela_draguÎncă nu există evaluări
- Oil Flushing Procedures For Steam Turbine & Generator Sets 1Document8 paginiOil Flushing Procedures For Steam Turbine & Generator Sets 1atul singhÎncă nu există evaluări
- Instruction - Flushing Gas Turbine Lubricant Oil SystemDocument5 paginiInstruction - Flushing Gas Turbine Lubricant Oil SystemRicky Hendra Silalahi100% (1)
- MPP PO ItalyDocument11 paginiMPP PO ItalyUmar Ijaz KhanÎncă nu există evaluări
- Transsmission Oil SystemDocument8 paginiTranssmission Oil Systemamin chaabenÎncă nu există evaluări
- Vacuum Pump ManualDocument29 paginiVacuum Pump ManualAnonymous Qy5TzR1fÎncă nu există evaluări
- CSB19-01A Fuel (Primer) Diverter Valve AssemblyDocument12 paginiCSB19-01A Fuel (Primer) Diverter Valve AssemblyFranco PugaÎncă nu există evaluări
- Pressol - Air Grease Pum - Instruction ManualDocument14 paginiPressol - Air Grease Pum - Instruction ManualDhanraj PatilÎncă nu există evaluări
- Installation Instructions: LO-NOX™ Line Burners Page 5800-S-1Document6 paginiInstallation Instructions: LO-NOX™ Line Burners Page 5800-S-1Nicolás Becker CastellaroÎncă nu există evaluări
- Oil Circulation Tank 674 GB Register 7Document6 paginiOil Circulation Tank 674 GB Register 7hendraÎncă nu există evaluări
- B70 Rock Breaker Care Operation Manual For TH86Document21 paginiB70 Rock Breaker Care Operation Manual For TH86Latifa EngineeringÎncă nu există evaluări
- Commissioning of Lubricating Oil SystemsDocument5 paginiCommissioning of Lubricating Oil Systemssatya_chagantiÎncă nu există evaluări
- Operating & Maintenance Procedure For Air Cooler Heat ExchangerDocument10 paginiOperating & Maintenance Procedure For Air Cooler Heat Exchangerrahim_33516285675% (8)
- Installation, Commissioning and Maintenance Guidelines: For Electrohydraulic SystemsDocument0 paginiInstallation, Commissioning and Maintenance Guidelines: For Electrohydraulic Systemsanta77100% (1)
- Drying & Cleanning SpecificationDocument5 paginiDrying & Cleanning SpecificationAnant Rubade100% (1)
- Lubricating OilDocument36 paginiLubricating OilArisFebriantoCapitaLisÎncă nu există evaluări
- Design of Steam Turbine Generator Oil Systems: Standard Practice ForDocument4 paginiDesign of Steam Turbine Generator Oil Systems: Standard Practice Formkaseem74Încă nu există evaluări
- Oil Flushing of Rotating EquipmentDocument9 paginiOil Flushing of Rotating Equipmentsrigirisetty208Încă nu există evaluări
- Peggen02 PDFDocument70 paginiPeggen02 PDFAlberto CorticelliÎncă nu există evaluări
- Engine 12V140E-3 Series: 01 SpecificationDocument25 paginiEngine 12V140E-3 Series: 01 SpecificationЕгорÎncă nu există evaluări
- PEGGEN02Document70 paginiPEGGEN02aliijaz007100% (1)
- 2011 ABB Tips For TC Operators PDFDocument40 pagini2011 ABB Tips For TC Operators PDFaresobscureÎncă nu există evaluări
- Es2184d - Cleaning and Flushing of Hydraulic Systems & ComponentsDocument9 paginiEs2184d - Cleaning and Flushing of Hydraulic Systems & Componentsferfilho100% (2)
- Eksvj Okguksa Esa Iz QDR LFKK H:I Ls Cus Æfor Isv Ksfy E XSL (,yihth) Vkèkkuksa Osq Fy, Cgqizdk Fred Okyo Vlsecyh Fof'Kf"VDocument23 paginiEksvj Okguksa Esa Iz QDR LFKK H:I Ls Cus Æfor Isv Ksfy E XSL (,yihth) Vkèkkuksa Osq Fy, Cgqizdk Fred Okyo Vlsecyh Fof'Kf"VShubham DhupkarÎncă nu există evaluări
- 2011 ABB Tips For TC OperatorsDocument108 pagini2011 ABB Tips For TC Operatorsjohndmariner123100% (1)
- Piledriver III PumpsDocument8 paginiPiledriver III PumpsJOSE LUIS ALDAVE VASQUEZÎncă nu există evaluări
- Deployment of The Reelwell Drilling MethodDocument9 paginiDeployment of The Reelwell Drilling Methodraj kumarÎncă nu există evaluări
- Commissioning Lubricating Oil Systems: 1. ScopeDocument5 paginiCommissioning Lubricating Oil Systems: 1. ScopearnulfoalopezqÎncă nu există evaluări
- TR Filter TDS FlowerDocument7 paginiTR Filter TDS FlowerBinod KafleÎncă nu există evaluări
- 73 10 01 PDFDocument6 pagini73 10 01 PDFAnonymous 298xlo3uUÎncă nu există evaluări
- Oil Whirl in Floating Ring SealsDocument11 paginiOil Whirl in Floating Ring SealsMuhammad Irfan AnwarÎncă nu există evaluări
- 13-2-117 Service BulletinDocument6 pagini13-2-117 Service BulletinRidwanÎncă nu există evaluări
- Lubrication Applications: 11-1. IntroductionDocument28 paginiLubrication Applications: 11-1. IntroductionFmc U'fuçador100% (1)
- Guidance Document For Design of Axial-Flow Vortex Tube Dust CollectorDocument13 paginiGuidance Document For Design of Axial-Flow Vortex Tube Dust CollectorYong JunÎncă nu există evaluări
- Practical Experience With Oil Mist LubricationDocument8 paginiPractical Experience With Oil Mist Lubricationannccknarime100% (1)
- CT Ecn 71.0 - EngDocument29 paginiCT Ecn 71.0 - Englucian.voinicaÎncă nu există evaluări
- Doc. No. 02 - 42 18 TF02 - BGDocument8 paginiDoc. No. 02 - 42 18 TF02 - BGryo asg5Încă nu există evaluări
- 500 TF ManualDocument13 pagini500 TF ManualJawad AmjadÎncă nu există evaluări
- Pump Maintenance Procedures 1Document7 paginiPump Maintenance Procedures 1Shraddha Raut100% (1)
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 720000 - 4Document24 paginiRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 720000 - 4anony8103Încă nu există evaluări
- Problem in Steam Turbine LubricationDocument8 paginiProblem in Steam Turbine LubricationmishraenggÎncă nu există evaluări
- 29 Exhaust Gas TurbochargerDocument79 pagini29 Exhaust Gas TurbochargerYuri Duri50% (2)
- RT-flex-03 CLU Cylinder LubricationDocument11 paginiRT-flex-03 CLU Cylinder LubricationCatalin CataÎncă nu există evaluări
- Instruction Manual For SSP-70D-ACMEVACDocument15 paginiInstruction Manual For SSP-70D-ACMEVACParjanya MandalÎncă nu există evaluări
- SB 388Document13 paginiSB 388oscarÎncă nu există evaluări
- Maintenance of Major Components: 1) Main Data and SpecificationsDocument30 paginiMaintenance of Major Components: 1) Main Data and SpecificationscacaÎncă nu există evaluări
- Ballast PumpDocument18 paginiBallast Pumptim kaminskyÎncă nu există evaluări
- Process-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal CompressorsDocument12 paginiProcess-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal Compressorsronny_fernandes363Încă nu există evaluări
- Hampco H125 MGS ManualDocument8 paginiHampco H125 MGS ManualLes OakesÎncă nu există evaluări
- Float Carb ServiceDocument5 paginiFloat Carb ServiceJessie BechaydaÎncă nu există evaluări
- Hartl Powercrusher PC1 Impact Crusher Service ManualDocument22 paginiHartl Powercrusher PC1 Impact Crusher Service ManualMax Perminov100% (1)
- Method Statement For Repair Deethanizer Reflux Pump - CommentsDocument5 paginiMethod Statement For Repair Deethanizer Reflux Pump - CommentsRahmat HidayatÎncă nu există evaluări
- DDocument18 paginiDMahmoud El-abdÎncă nu există evaluări
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- Engineering Encyclopedia: Fundamental of Radio CommunicationsDocument12 paginiEngineering Encyclopedia: Fundamental of Radio Communicationscvg ertdÎncă nu există evaluări
- 19 Title ArabicDocument1 pagină19 Title Arabiccvg ertdÎncă nu există evaluări
- ZFOD-Zubair Field Op - DivDocument4 paginiZFOD-Zubair Field Op - Divcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Atmospheric Storage Tank and Vessel LiningsDocument18 paginiEngineering Encyclopedia: Atmospheric Storage Tank and Vessel Liningscvg ertdÎncă nu există evaluări
- 1237-1 Possible Flexible Hose Installation Errors February 25, 1998Document4 pagini1237-1 Possible Flexible Hose Installation Errors February 25, 1998cvg ertdÎncă nu există evaluări
- 378C: Coverplate Inspection & InstallationDocument3 pagini378C: Coverplate Inspection & Installationcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by PrepassivationDocument9 paginiEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by Prepassivationcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Telephone SwitchingDocument19 paginiEngineering Encyclopedia: Telephone Switchingcvg ertdÎncă nu există evaluări
- Hassan S. Ghaleb-Profile PDFDocument1 paginăHassan S. Ghaleb-Profile PDFcvg ertdÎncă nu există evaluări
- Nuovo Pignone: Gas Turbine Compressor WashingDocument22 paginiNuovo Pignone: Gas Turbine Compressor Washingcvg ertdÎncă nu există evaluări
- Data Sheet RVO 07011Document2 paginiData Sheet RVO 07011cvg ertd100% (1)
- Engineering Encyclopedia: Oil Industry Applications of Aas/Aes TechniquesDocument16 paginiEngineering Encyclopedia: Oil Industry Applications of Aas/Aes Techniquescvg ertdÎncă nu există evaluări
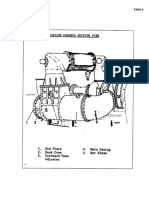
- (D) Combustion Chamber Outside ViewDocument1 pagină(D) Combustion Chamber Outside Viewcvg ertdÎncă nu există evaluări
- Coe10508 PDFDocument25 paginiCoe10508 PDFcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Environmental ComplianceDocument25 paginiEngineering Encyclopedia: Environmental Compliancecvg ertdÎncă nu există evaluări
- Handout Dimension Less Numbers PrintDocument1 paginăHandout Dimension Less Numbers PrintMarco García HernándezÎncă nu există evaluări
- Introduction To Electrical System and Equipment CommissioningDocument26 paginiIntroduction To Electrical System and Equipment Commissioningbookbum100% (3)
- Engineering Encyclopedia: Structural Steel Codes and StandardsDocument23 paginiEngineering Encyclopedia: Structural Steel Codes and Standardscvg ertdÎncă nu există evaluări
- Eex10601 PDFDocument29 paginiEex10601 PDFcvg ertd100% (1)
- ZFOD-Zubair Field Op - DivDocument6 paginiZFOD-Zubair Field Op - Divcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Maintenance Paint and Protective Coating SurveysDocument24 paginiEngineering Encyclopedia: Maintenance Paint and Protective Coating Surveyscvg ertdÎncă nu există evaluări
- New Modification 02Document1 paginăNew Modification 02cvg ertdÎncă nu există evaluări
- Oil Piping Flushing: G Nuovo PignoneDocument14 paginiOil Piping Flushing: G Nuovo Pignonecvg ertdÎncă nu există evaluări
- Data Sheet Som 14463 PDFDocument2 paginiData Sheet Som 14463 PDFcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Basic Radio SystemsDocument16 paginiEngineering Encyclopedia: Basic Radio Systemscvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 6) Precommission Cleaning and PassivationDocument14 paginiEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 6) Precommission Cleaning and Passivationcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Lab Experiments in IcpDocument21 paginiEngineering Encyclopedia: Lab Experiments in Icpcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning JobDocument14 paginiEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning Jobcvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Introduction To Environmental AwarenessDocument21 paginiEngineering Encyclopedia: Introduction To Environmental Awarenesscvg ertdÎncă nu există evaluări
- Engineering Encyclopedia: Protective Coatings For Corrosion Prevention Beneath Thermal Insulation and ConcreteDocument23 paginiEngineering Encyclopedia: Protective Coatings For Corrosion Prevention Beneath Thermal Insulation and Concretecvg ertdÎncă nu există evaluări
- O Level Physics 2023-2025 ATP TipsDocument7 paginiO Level Physics 2023-2025 ATP TipsAmy WolmesÎncă nu există evaluări
- ECE7360 Project3Document58 paginiECE7360 Project3Icaro.RedwarriorÎncă nu există evaluări
- Moses Mabhida Stadium PDFDocument4 paginiMoses Mabhida Stadium PDFHCStepÎncă nu există evaluări
- BS en 10028-1Document24 paginiBS en 10028-1Andrei Balázs100% (1)
- Dayton Miller's Ether-Drift ExperimentsDocument33 paginiDayton Miller's Ether-Drift Experimentsxreader0Încă nu există evaluări
- Partial Derivative MCQs AssignementDocument14 paginiPartial Derivative MCQs AssignementMian ArhamÎncă nu există evaluări
- Cad Module 2Document3 paginiCad Module 2JithumonÎncă nu există evaluări
- Basics of Circuit Analysis: RC RLCDocument18 paginiBasics of Circuit Analysis: RC RLCdavissblaineÎncă nu există evaluări
- Python GUI Programming With Tkinter Deve-31-118 Job 1Document88 paginiPython GUI Programming With Tkinter Deve-31-118 Job 1Shafira LuthfiyahÎncă nu există evaluări
- Handout E.15 - Examples On Transient Response of First and Second Order Systems, System Damping and Natural FrequencyDocument14 paginiHandout E.15 - Examples On Transient Response of First and Second Order Systems, System Damping and Natural FrequencyRishikesh BhavsarÎncă nu există evaluări
- Ziad Masri - Reality Unveiled The Hidden KeyDocument172 paginiZiad Masri - Reality Unveiled The Hidden KeyAivlys93% (15)
- Tracking Field OperationsDocument9 paginiTracking Field OperationsWilberZangaÎncă nu există evaluări
- LI 6500WX: Making Life Easier and SaferDocument17 paginiLI 6500WX: Making Life Easier and SaferkellyburtonÎncă nu există evaluări
- Java DocumentationDocument4 paginiJava DocumentationAbhinav AroraÎncă nu există evaluări
- Homework - Cardinal NumbersDocument2 paginiHomework - Cardinal NumbersMAELSASAÎncă nu există evaluări
- Series: 973 - 1327 KWM (Gross) at 1500 RPMDocument18 paginiSeries: 973 - 1327 KWM (Gross) at 1500 RPMlahcen boudaoudÎncă nu există evaluări
- ch12 칼리스터 재료과학과 공학 답지Document71 paginich12 칼리스터 재료과학과 공학 답지hayun9999999Încă nu există evaluări
- Optimization Questions For PracticeDocument4 paginiOptimization Questions For PracticejvanandhÎncă nu există evaluări
- Basic of Statistical DataDocument15 paginiBasic of Statistical DatacataiceÎncă nu există evaluări
- Miscellaneous Measurements: and ControlsDocument50 paginiMiscellaneous Measurements: and ControlsJeje JungÎncă nu există evaluări
- Geometry and Trigonometry PDFDocument46 paginiGeometry and Trigonometry PDFnewspaperÎncă nu există evaluări
- Sample Electrical TakeoffDocument6 paginiSample Electrical TakeoffHafsa IjazÎncă nu există evaluări
- Periodicity in 3D Lab Report FormDocument2 paginiPeriodicity in 3D Lab Report FormZIX326100% (1)
- Manual de Programacao r6 N 1.3Document160 paginiManual de Programacao r6 N 1.3Ian MechuraÎncă nu există evaluări
- Characterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresDocument44 paginiCharacterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresnicolasÎncă nu există evaluări
- Spring - Design - Important Points and CalculationDocument17 paginiSpring - Design - Important Points and CalculationvenkateswaranÎncă nu există evaluări
- Solar Radiation, Heat Balance and Temperature Chapter 8 - Class 11 Geography NCERT - Class Notes - Samagra Book Series Batch (Hinglish)Document30 paginiSolar Radiation, Heat Balance and Temperature Chapter 8 - Class 11 Geography NCERT - Class Notes - Samagra Book Series Batch (Hinglish)avnish.k.verma.2014Încă nu există evaluări
- 3 Types of Emergency Shutdown and Emergency Isolation ValvesDocument4 pagini3 Types of Emergency Shutdown and Emergency Isolation ValvesMateusz KonopnickiÎncă nu există evaluări
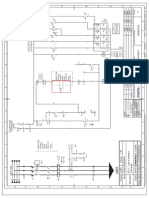
- Circuit Diagrams P160110 Rev.0Document24 paginiCircuit Diagrams P160110 Rev.0tuyetden613Încă nu există evaluări
- Computer Science 3IS3 Midterm Test 1 SolutionsDocument9 paginiComputer Science 3IS3 Midterm Test 1 SolutionsSiuYau LeungÎncă nu există evaluări