S-ar putea să vă placă și
- Shearwall Basics Using SDPWS DesignDocument132 paginiShearwall Basics Using SDPWS DesignDixon Antonio MaradiagaÎncă nu există evaluări
- J1939da 201907Document3.242 paginiJ1939da 201907samsularief03Încă nu există evaluări
- ECM Driver Maker ENUDocument36 paginiECM Driver Maker ENUPaulo Dinis100% (1)
- State of The Art CNC MachinesDocument19 paginiState of The Art CNC MachinesJeanelle ArpaÎncă nu există evaluări
- Die Design PresentationDocument24 paginiDie Design PresentationIsrar Equbal100% (1)
- Saddle Stress CalculationsDocument8 paginiSaddle Stress CalculationsMuthuÎncă nu există evaluări
- The Shape of The Cone of The Twist Drills Unit-2Document5 paginiThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaÎncă nu există evaluări
- Welders Visual Inspection Handbook-2013 WEB PDFDocument77 paginiWelders Visual Inspection Handbook-2013 WEB PDFketanÎncă nu există evaluări
- Tech Manual ZX110MF PDFDocument479 paginiTech Manual ZX110MF PDFtaufiqharto100% (3)
- Engine Pressure Sensor TestDocument11 paginiEngine Pressure Sensor Testsamsularief03100% (1)
- NX CAM Book 8 EngDocument16 paginiNX CAM Book 8 Engsaiguruji100% (2)
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocument6 paginiPaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!Încă nu există evaluări
- Cap Screws: Sae J429 Grade IdentificationDocument6 paginiCap Screws: Sae J429 Grade IdentificationHomer SilvaÎncă nu există evaluări
- Design of BearingsDocument46 paginiDesign of BearingsSatyaprakash Dinesh Vispute100% (1)
- Iveco Error Number: 84: A Max. Number of AttemptsDocument1 paginăIveco Error Number: 84: A Max. Number of Attemptssamsularief03Încă nu există evaluări
- Air Inlet Heater TestDocument12 paginiAir Inlet Heater Testsamsularief03Încă nu există evaluări
- Bar Bending ScheduleDocument25 paginiBar Bending ScheduleDheeraj Verma100% (1)
- BP-delta ChartDocument22 paginiBP-delta ChartMasum Mahdy100% (1)
- Project ReportDocument70 paginiProject ReportIshaan Punj100% (4)
- Calculating Length of Reinforcing BarsDocument3 paginiCalculating Length of Reinforcing BarsswarluÎncă nu există evaluări
- Drill String Design Group 3Document15 paginiDrill String Design Group 3Anusha AnuÎncă nu există evaluări
- Reinforcing Detailing of R.C.C MembersDocument47 paginiReinforcing Detailing of R.C.C Membersmanumeet100% (2)
- Sheet Metal Bending-3Document15 paginiSheet Metal Bending-3Sai Sujan100% (1)
- Design With Weldox and HardoxDocument146 paginiDesign With Weldox and Hardoxgkhn100% (5)
- ستيل ستركشرDocument73 paginiستيل ستركشرAws SamaÎncă nu există evaluări
- Angle Grinder StandDocument24 paginiAngle Grinder StandVargÎncă nu există evaluări
- 07 Final Rapid Prototype ReportDocument16 pagini07 Final Rapid Prototype ReportpallaviÎncă nu există evaluări
- CNC Edm Die SinkingDocument4 paginiCNC Edm Die SinkingFuza SyakirinÎncă nu există evaluări
- Ruukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCDocument9 paginiRuukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCM R PatraputraÎncă nu există evaluări
- Hot Rolled Steel Plates, Sheets and CoilsDocument5 paginiHot Rolled Steel Plates, Sheets and CoilsAnamaria SuzanaÎncă nu există evaluări
- MT 2labDocument32 paginiMT 2labPRINCE MATHEWÎncă nu există evaluări
- A Study of High-Performance Plane Rake Faced Twist Drills.Document10 paginiA Study of High-Performance Plane Rake Faced Twist Drills.RihabChommakhÎncă nu există evaluări
- 2b1 ProjectionDocument20 pagini2b1 ProjectionJoel BrasilBorgesÎncă nu există evaluări
- Weldox PrefabricationDocument6 paginiWeldox Prefabricationmuamer1Încă nu există evaluări
- Riveted JointDocument62 paginiRiveted JointRicky petraÎncă nu există evaluări
- Presented by WEST Engineering ServicesDocument25 paginiPresented by WEST Engineering ServicesCarlos Antonio Fontalvo CarrascalÎncă nu există evaluări
- Effective BreadthDocument9 paginiEffective BreadthMuntoiaÎncă nu există evaluări
- C 630 - C 630m - 01 - Qzyzmc9dnjmwts1sruqDocument6 paginiC 630 - C 630m - 01 - Qzyzmc9dnjmwts1sruqjuan perezÎncă nu există evaluări
- Is12778 2004Document16 paginiIs12778 2004ershekarÎncă nu există evaluări
- Raex 500Document4 paginiRaex 500Daniel MauricioÎncă nu există evaluări
- Experimental Analysis of Friction Welding For Dissimilar MetalsDocument45 paginiExperimental Analysis of Friction Welding For Dissimilar MetalsSumaiya BegamÎncă nu există evaluări
- Lec 01 - Steel and Introduction To AISC Steel ManualDocument26 paginiLec 01 - Steel and Introduction To AISC Steel ManualbilalÎncă nu există evaluări
- Is 6735Document11 paginiIs 6735Sunil AgarwalÎncă nu există evaluări
- Steel Structures-Lecture 4 PDFDocument15 paginiSteel Structures-Lecture 4 PDFAli FarooqÎncă nu există evaluări
- Anchor-Bolts in CMU Wall DesignDocument26 paginiAnchor-Bolts in CMU Wall DesignWenxuan WangÎncă nu există evaluări
- Be Final Year ProjectDocument17 paginiBe Final Year ProjectMALLIKARJUN KATAREÎncă nu există evaluări
- Catalog Shear ConnectorDocument16 paginiCatalog Shear ConnectordedeÎncă nu există evaluări
- 2017 Dec Intermediate 2 Exam ME IDocument2 pagini2017 Dec Intermediate 2 Exam ME IshanthakumargcÎncă nu există evaluări
- Narrow Gap Gas Metal Arc (GMA) Welding Technologies: AbstractDocument7 paginiNarrow Gap Gas Metal Arc (GMA) Welding Technologies: Abstracttiepnh.ameccÎncă nu există evaluări
- Spe/Iadc: Applications of A Real Time Wellbore Friction AnalysisDocument10 paginiSpe/Iadc: Applications of A Real Time Wellbore Friction AnalysisAhmed Ali AlsubaihÎncă nu există evaluări
- Corod SWR High Strength 29feb12Document3 paginiCorod SWR High Strength 29feb12Ronald LlerenaÎncă nu există evaluări
- SP40-Steel Portal FrameDocument82 paginiSP40-Steel Portal FrameTarun saiÎncă nu există evaluări
- Welding Eng Lab GuidenceDocument15 paginiWelding Eng Lab Guidencewan yusufÎncă nu există evaluări
- IB79 Bar BendingpdfDocument6 paginiIB79 Bar Bendingpdfthegerman11Încă nu există evaluări
- Indian Institute of Welding - ANB Refresher Course - Module 12Document41 paginiIndian Institute of Welding - ANB Refresher Course - Module 12dayalramÎncă nu există evaluări
- Tool WearDocument12 paginiTool WearSharath Kumar Bm100% (1)
- SSAB - 912 en Bending of High Strength Steel PDFDocument8 paginiSSAB - 912 en Bending of High Strength Steel PDFchristos032Încă nu există evaluări
- Section 5 - Material - StrengthsDocument32 paginiSection 5 - Material - StrengthsChris MedeirosÎncă nu există evaluări
- RC DetailingDocument82 paginiRC DetailingkishoreÎncă nu există evaluări
- Lec6 - Ce429 - Rebar Estimate and Cutting List PrepDocument65 paginiLec6 - Ce429 - Rebar Estimate and Cutting List Preparchweiss06Încă nu există evaluări
- Civil QualityDocument89 paginiCivil QualitymithileshÎncă nu există evaluări
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 paginiالخطأ والصواب في تسليح العناصر الانشائيهBen ÂmarÎncă nu există evaluări
- Hardness TestingDocument3 paginiHardness TestingtuanÎncă nu există evaluări
- Rotary Deck Bushing: Balls Make The Difference... Increased Drilling Production Proves ItDocument2 paginiRotary Deck Bushing: Balls Make The Difference... Increased Drilling Production Proves ItFedericoButronÎncă nu există evaluări
- 00 CINCINNATI No 2 Radius Grinding AttachmentDocument4 pagini00 CINCINNATI No 2 Radius Grinding AttachmentGilberto GarciaÎncă nu există evaluări
- Hub Casting Process DetailsDocument5 paginiHub Casting Process DetailsKannan Seenu100% (1)
- Anchor BoltsDocument27 paginiAnchor Boltsセリロ しわぁb ぱtÎncă nu există evaluări
- Is - 12778 - 2004Document17 paginiIs - 12778 - 2004pankajjoshichittor100% (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDe la EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesÎncă nu există evaluări
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryDe la EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryÎncă nu există evaluări
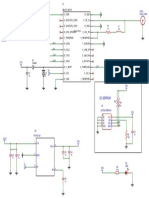
- Schematic ENC28J60 Ethernet Board 2022-12-14Document1 paginăSchematic ENC28J60 Ethernet Board 2022-12-14samsularief03Încă nu există evaluări
- Injection Actuation CircuitDocument9 paginiInjection Actuation Circuitsamsularief03Încă nu există evaluări
- Swing Brake SolenoidDocument6 paginiSwing Brake Solenoidsamsularief03Încă nu există evaluări
- SORENSEN DCS600 1.7E DatasheetDocument5 paginiSORENSEN DCS600 1.7E Datasheetsamsularief03Încă nu există evaluări
- Schematic - DS1302 RTC - 2022-12-14Document1 paginăSchematic - DS1302 RTC - 2022-12-14samsularief03Încă nu există evaluări
- CAN Based Unified Customizable Diagnostic Measure Research and RealizationDocument5 paginiCAN Based Unified Customizable Diagnostic Measure Research and Realizationsamsularief03Încă nu există evaluări
- Schematic GPS Module 2022-12-14Document1 paginăSchematic GPS Module 2022-12-14samsularief03Încă nu există evaluări
- Can Bus HD785-7Document5 paginiCan Bus HD785-7samsularief03Încă nu există evaluări
- 500 Ma Output LDO Regulator With Voltage Detector: DatasheetDocument24 pagini500 Ma Output LDO Regulator With Voltage Detector: Datasheetsamsularief03Încă nu există evaluări
- Schematic - WEMOS D1 Mini Clone Schematic - 2022!12!14Document1 paginăSchematic - WEMOS D1 Mini Clone Schematic - 2022!12!14samsularief03Încă nu există evaluări
- 5 CANGO DumitruDocument18 pagini5 CANGO Dumitrusamsularief03Încă nu există evaluări
- Immobilizer System 0914-3: To Model IndexDocument2 paginiImmobilizer System 0914-3: To Model Indexsamsularief03Încă nu există evaluări
- 2005 HiermannDocument7 pagini2005 Hiermannsamsularief03Încă nu există evaluări
- 19-4 p8 Sae j1939 25th Anniversary Holger Zeltwanger CiaDocument4 pagini19-4 p8 Sae j1939 25th Anniversary Holger Zeltwanger Ciasamsularief03Încă nu există evaluări
- Parameter Tool 329DDocument40 paginiParameter Tool 329Dsamsularief03Încă nu există evaluări
- 1472199732847sunwin 10.05Document8 pagini1472199732847sunwin 10.05samsularief03Încă nu există evaluări
- HD785 CanbusDocument1 paginăHD785 Canbussamsularief03Încă nu există evaluări
- Interfacing The LDC1000 With ArduinoDocument8 paginiInterfacing The LDC1000 With Arduinosamsularief03Încă nu există evaluări
- A Max. Number of Attempts.: ZF Friedrichshafen AG LKS-T 2004-01 ZF-ASTRONIC - 1328 - 754 - 05 - 136Document1 paginăA Max. Number of Attempts.: ZF Friedrichshafen AG LKS-T 2004-01 ZF-ASTRONIC - 1328 - 754 - 05 - 136samsularief03Încă nu există evaluări
- Appnote Canbus FaqsDocument4 paginiAppnote Canbus Faqssamsularief03Încă nu există evaluări
- BitBox CarList 2021 07 27Document86 paginiBitBox CarList 2021 07 27samsularief03Încă nu există evaluări
- BitBox CarList 2021 07 27Document86 paginiBitBox CarList 2021 07 27samsularief03Încă nu există evaluări
- High-Side Intelligent Power SwitchDocument8 paginiHigh-Side Intelligent Power Switchsamsularief03Încă nu există evaluări
- DatasheetDocument160 paginiDatasheetsamsularief03Încă nu există evaluări
- Castings For Industrial Sector PDFDocument12 paginiCastings For Industrial Sector PDFJuliete Maria TaparelloÎncă nu există evaluări
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 paginiWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunÎncă nu există evaluări
- Thread Manufacturing NotesDocument13 paginiThread Manufacturing NotesRishabh GondaneÎncă nu există evaluări
- Manual Furadeira Craftsman 103.23620Document6 paginiManual Furadeira Craftsman 103.23620Argens ValenteÎncă nu există evaluări
- 15.2 Thread StandardsDocument3 pagini15.2 Thread Standardssathish69Încă nu există evaluări
- Prediction of Thrust Force and Torque in Drilling On Aluminium AlloyDocument7 paginiPrediction of Thrust Force and Torque in Drilling On Aluminium Alloyanilsamuel0077418Încă nu există evaluări
- ME6005 Ppce QBDocument18 paginiME6005 Ppce QBKamalakkannan Krishnan100% (1)
- Is - 1862 - 1981Document5 paginiIs - 1862 - 1981kumar QAÎncă nu există evaluări
- Deep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityDocument11 paginiDeep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityJhojan MuñozÎncă nu există evaluări
- Optimalisasi Hasil Proses Wire-Cut Edm Dengan Metode Principal Component Analysis (Pca) (Studi Kasus Di CV - Catur Prasetya Packindo) Mulyadi, Agus Puji SuryantoDocument6 paginiOptimalisasi Hasil Proses Wire-Cut Edm Dengan Metode Principal Component Analysis (Pca) (Studi Kasus Di CV - Catur Prasetya Packindo) Mulyadi, Agus Puji SuryantoSigit BagusÎncă nu există evaluări
- (D6) SHS Catalogue ScrewDocument6 pagini(D6) SHS Catalogue ScrewptdamyasÎncă nu există evaluări
- MT Lab Manual r21Document49 paginiMT Lab Manual r21vtsks2005Încă nu există evaluări
- Astm b408Document5 paginiAstm b408wilian_coelho3309Încă nu există evaluări
- Comparative Study of CNC Controllers Used in CNC Milling MachineDocument9 paginiComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALÎncă nu există evaluări
- OffshoreDocument16 paginiOffshoreKahl YeongÎncă nu există evaluări
- Quantum School of Technology Roorkee (Uttarakhand)Document7 paginiQuantum School of Technology Roorkee (Uttarakhand)Aman JeetÎncă nu există evaluări
- BoringDocument15 paginiBoringSreehari VpÎncă nu există evaluări
- 2019 - S80 - Rectificadora de Camaras RottlerDocument5 pagini2019 - S80 - Rectificadora de Camaras RottlerJesus D. Gutierrez G.Încă nu există evaluări
- CastingDocument12 paginiCastingFarhan KhanÎncă nu există evaluări
- Conventional Machining ProcessDocument6 paginiConventional Machining ProcessRajadurai BaskaranÎncă nu există evaluări
- E92 M3 Clutch ServiceDocument52 paginiE92 M3 Clutch ServiceJonas Alberto Ochoa CastilloÎncă nu există evaluări
- A Review of Electrochemical Macro To MicDocument16 paginiA Review of Electrochemical Macro To MicGaby AlvarezÎncă nu există evaluări
- Effect of Depth of Cut On MRR in Surface GrindingDocument7 paginiEffect of Depth of Cut On MRR in Surface GrindingshubhamÎncă nu există evaluări