S-ar putea să vă placă și
- Banchmark Olga Vs LedaDocument79 paginiBanchmark Olga Vs Ledasri9987100% (1)
- 06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFDocument8 pagini06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFabhijit kharoteÎncă nu există evaluări
- Gas Flooding: Muhammad Haziq Bin YussofDocument18 paginiGas Flooding: Muhammad Haziq Bin YussofHaziq YussofÎncă nu există evaluări
- Thermomechanical Assessment Coke Drum - Shell1 1Document9 paginiThermomechanical Assessment Coke Drum - Shell1 1scg1234Încă nu există evaluări
- Optimizing Boiler Performance with Digital TechnologyDocument21 paginiOptimizing Boiler Performance with Digital TechnologyenjineringÎncă nu există evaluări
- Cfa BrochureDocument8 paginiCfa BrochureAhmed GharbiÎncă nu există evaluări
- Boiler FailureDocument6 paginiBoiler FailureMahmoud RefaatÎncă nu există evaluări
- Download ebook Flow Analysis For Hydrocarbon Pipeline Engineering Pdf full chapter pdfDocument53 paginiDownload ebook Flow Analysis For Hydrocarbon Pipeline Engineering Pdf full chapter pdfjeanette.contreras926100% (25)
- Download Flow Analysis For Hydrocarbon Pipeline Engineering Alessandro Terenzi full chapterDocument67 paginiDownload Flow Analysis For Hydrocarbon Pipeline Engineering Alessandro Terenzi full chapterpatricia.taylor977100% (3)
- PRODUCTIONDocument32 paginiPRODUCTIONAngelo Kristoff MacarioÎncă nu există evaluări
- MD (BF) - 7 PDFDocument7 paginiMD (BF) - 7 PDFMaheswar SethiÎncă nu există evaluări
- IDM Basic Training - EzCleanDocument22 paginiIDM Basic Training - EzCleanThomas DuÎncă nu există evaluări
- Performance Driven Maintenance Feb 52013Document25 paginiPerformance Driven Maintenance Feb 52013recaiÎncă nu există evaluări
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 paginăFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Încă nu există evaluări
- Failure Analysis of Shell and Tube Heat Exchangers: Raj Kulsange MIS No.:121524006Document50 paginiFailure Analysis of Shell and Tube Heat Exchangers: Raj Kulsange MIS No.:121524006Ashraf EmadÎncă nu există evaluări
- Introduction Oct07Document16 paginiIntroduction Oct07aoua1997Încă nu există evaluări
- Juan Sebastian Arcila Henao 2021-I, CORTE IDocument29 paginiJuan Sebastian Arcila Henao 2021-I, CORTE InataliaÎncă nu există evaluări
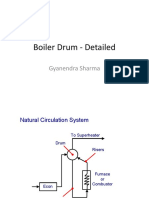
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocument86 paginiBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- PVT & Eos ModelingDocument48 paginiPVT & Eos ModelingahouaÎncă nu există evaluări
- Steam Condensate in Return LinesDocument13 paginiSteam Condensate in Return LinesAayushi SinhaÎncă nu există evaluări
- 3 Preparation of SleepersDocument15 pagini3 Preparation of SleepersMourya Teja VuddandiÎncă nu există evaluări
- IntroductionDocument17 paginiIntroductionbashome3399Încă nu există evaluări
- Working Guide to Petroleum and Natural Gas Production EngineeringDe la EverandWorking Guide to Petroleum and Natural Gas Production EngineeringEvaluare: 5 din 5 stele5/5 (2)
- Best Practices in Energy Efficiency in Cement Sector CFD Final PDFDocument53 paginiBest Practices in Energy Efficiency in Cement Sector CFD Final PDFPradeepÎncă nu există evaluări
- Line Sizing Manager 3Document2 paginiLine Sizing Manager 3tyokÎncă nu există evaluări
- CFD Modelling of River FlowDocument42 paginiCFD Modelling of River FlowLuay Kadhum Alwaili100% (1)
- ASCENT - Advanced Solids Cycles With Efficient Novel TechnologiesDocument19 paginiASCENT - Advanced Solids Cycles With Efficient Novel TechnologiesROÎncă nu există evaluări
- Dijp CursoDocument2 paginiDijp CursoJorgeÎncă nu există evaluări
- Process Simulation: Flow Assurance Case StudyDocument25 paginiProcess Simulation: Flow Assurance Case Studyrooparn28391Încă nu există evaluări
- SAGD Simulation Modelling Using STARS - Sep 2011Document29 paginiSAGD Simulation Modelling Using STARS - Sep 2011jackie.nangendoÎncă nu există evaluări
- 6-1 Introduction Oct07Document10 pagini6-1 Introduction Oct07rennyÎncă nu există evaluări
- Coke Drum and Blowdown System Overpressure Protection DesignDocument5 paginiCoke Drum and Blowdown System Overpressure Protection DesignAmir BehrouzifarÎncă nu există evaluări
- Drilling Fluids PresentationDocument81 paginiDrilling Fluids PresentationNamwangala Rashid Natindu100% (1)
- 01 PendahuluanDocument47 pagini01 PendahuluanMUHAMMAD LUQMAN HAKIMI MOHD ZAMRIÎncă nu există evaluări
- 20220615-Low Delta T SyndromeDocument7 pagini20220615-Low Delta T SyndromepratheeshÎncă nu există evaluări
- World Record in Long Distance Pumping - Case Study V1Document28 paginiWorld Record in Long Distance Pumping - Case Study V1Kaleeswari GÎncă nu există evaluări
- Typical Uses:: Design Analysis TrainingDocument4 paginiTypical Uses:: Design Analysis TrainingSrashmiÎncă nu există evaluări
- 04 - Analyze OverviewDocument28 pagini04 - Analyze OverviewMohd Hafiq FirdausÎncă nu există evaluări
- CFD Applications Mech-WellDocument8 paginiCFD Applications Mech-WellKantiSutharÎncă nu există evaluări
- Reservoir Simulation and ECLISPEDocument78 paginiReservoir Simulation and ECLISPEAlesa Acosta Jara50% (2)
- Che 202005 Steam-Quality-ConsiderationsDocument8 paginiChe 202005 Steam-Quality-ConsiderationsSava VijakÎncă nu există evaluări
- Flow Assurance by MikeDocument98 paginiFlow Assurance by MikemukhzinrashidÎncă nu există evaluări
- High Pressure Hydrogen Storage PDFDocument23 paginiHigh Pressure Hydrogen Storage PDFPablo AlcázarÎncă nu există evaluări
- BK g4 Gas Meter ManualDocument2 paginiBK g4 Gas Meter ManualSaulat LoneÎncă nu există evaluări
- PETSOC-09-07-18 Gas Condensate Reservoir Performance PDFDocument7 paginiPETSOC-09-07-18 Gas Condensate Reservoir Performance PDFEduardo UstarezÎncă nu există evaluări
- PETSOC-09-07-18 Gas Condensate Reservoir Performance PDFDocument7 paginiPETSOC-09-07-18 Gas Condensate Reservoir Performance PDFMiguel Angel GonzalesÎncă nu există evaluări
- Parker Subsea Drilling. BOP Umbilicals, Hotlines and Stack HosesDocument7 paginiParker Subsea Drilling. BOP Umbilicals, Hotlines and Stack Hoses魏永涛Încă nu există evaluări
- Sts Test FormDocument2 paginiSts Test FormsugiantobarusÎncă nu există evaluări
- 0-ME110-ZM610-00001 O&M For CFBC Boiler and Auxiliaries System 195Document9 pagini0-ME110-ZM610-00001 O&M For CFBC Boiler and Auxiliaries System 195Iin MuhatobÎncă nu există evaluări
- Weekly Learnings on Boilers, Chillers and Compressed Air Systems /TITLEDocument18 paginiWeekly Learnings on Boilers, Chillers and Compressed Air Systems /TITLEKirby Lanz RosalesÎncă nu există evaluări
- CO2 Foam EOR Pilot Design, Workflow Modeling, Laboratory Investigations, and Application 1 Case StudyDocument19 paginiCO2 Foam EOR Pilot Design, Workflow Modeling, Laboratory Investigations, and Application 1 Case StudyHaziq YussofÎncă nu există evaluări
- Welcome To: Cooling Water Treatment in Power Plants Recent Trends & Case StudyDocument17 paginiWelcome To: Cooling Water Treatment in Power Plants Recent Trends & Case StudyrpshvjuÎncă nu există evaluări
- Welding Rod IssueDocument7 paginiWelding Rod IssuemisthahÎncă nu există evaluări
- Reservoir Simulation: Chapter 1: IntroductionDocument52 paginiReservoir Simulation: Chapter 1: IntroductionShakerMahmoodÎncă nu există evaluări
- BHELDocument26 paginiBHELVishal ChoudharyÎncă nu există evaluări
- CDS Presentation 11-14-02aDocument60 paginiCDS Presentation 11-14-02adoraq7975Încă nu există evaluări
- Pipesim Ps PDFDocument2 paginiPipesim Ps PDFWilliam O OkolotuÎncă nu există evaluări
- Distillation Column EfficiencyDocument7 paginiDistillation Column EfficiencyRafiah JobÎncă nu există evaluări
- Silo - Tips - Mixing Process DesignDocument28 paginiSilo - Tips - Mixing Process DesignZYChengÎncă nu există evaluări
- Aerothermodynamics of Turbomachinery: Analysis and DesignDe la EverandAerothermodynamics of Turbomachinery: Analysis and DesignÎncă nu există evaluări
- Bio Data FarhaDocument1 paginăBio Data FarhaFayaz MohammedÎncă nu există evaluări
- Using Simulation As A Tool For Coker Troubleshooting The KBC Approach Bhise KBC DCU Mumbai 2016 PDFDocument17 paginiUsing Simulation As A Tool For Coker Troubleshooting The KBC Approach Bhise KBC DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Handling Power and Steam Outage in DCU Vinothkanna Pai MRPL DCU Mumbai 2016 PDFDocument22 paginiHandling Power and Steam Outage in DCU Vinothkanna Pai MRPL DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Coker Vessel Life Extension Repair Implementation Amador AZZ DCU Mumbai 2016Document39 paginiCoker Vessel Life Extension Repair Implementation Amador AZZ DCU Mumbai 2016Fayaz MohammedÎncă nu există evaluări
- Support Network Critical To Coker Crane Success Laughlin Sutar Konecranes DCU Mumbai 2016 PDFDocument25 paginiSupport Network Critical To Coker Crane Success Laughlin Sutar Konecranes DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Dcu Revamp For Capacity and Efficiency IncreaseDocument25 paginiDcu Revamp For Capacity and Efficiency IncreaseFayaz MohammedÎncă nu există evaluări
- Delayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFDocument46 paginiDelayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- The Latest Advancements in Delayed Coke Drums Inspection Reliability Techniques Harold CIA Mumbai 2016 PDFDocument23 paginiThe Latest Advancements in Delayed Coke Drums Inspection Reliability Techniques Harold CIA Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Troubleshooting and Inspection Experience in Delayed Coker UnitDocument21 paginiTroubleshooting and Inspection Experience in Delayed Coker UnitFayaz MohammedÎncă nu există evaluări
- Cost Conscious Coker Unheading Valve Hydraulic System Design Cammy Blac DCU Mumbai 2016 PDFDocument24 paginiCost Conscious Coker Unheading Valve Hydraulic System Design Cammy Blac DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Mechanical Coker Buckets Inspection Repair Rebuilding Craft Sutar Anvil Attachments Konecranes DCU Mumbai 2016 PDFDocument19 paginiMechanical Coker Buckets Inspection Repair Rebuilding Craft Sutar Anvil Attachments Konecranes DCU Mumbai 2016 PDFFayaz MohammedÎncă nu există evaluări
- Delayed Coking Unit ImprovementDocument43 paginiDelayed Coking Unit ImprovementtogentongÎncă nu există evaluări
- Coke Cutting Systems For Cokers in India Paul Ruhrpumpen DCU Mumbai 2016Document30 paginiCoke Cutting Systems For Cokers in India Paul Ruhrpumpen DCU Mumbai 2016Fayaz MohammedÎncă nu există evaluări
- Bechtel Hydrocarbon Technology Solutions (BHTS) Thruplus® Delayed Coking TechnologyDocument19 paginiBechtel Hydrocarbon Technology Solutions (BHTS) Thruplus® Delayed Coking TechnologyFayaz MohammedÎncă nu există evaluări
- ROS-024 Edition 2015 Rev 00-2015 - Nucleonic Gauge PDFDocument21 paginiROS-024 Edition 2015 Rev 00-2015 - Nucleonic Gauge PDFFayaz MohammedÎncă nu există evaluări
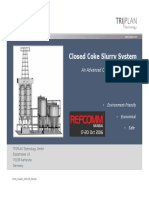
- Closed Coke Slurry System: An Advanced Coke Handling ProcessDocument33 paginiClosed Coke Slurry System: An Advanced Coke Handling ProcessFayaz MohammedÎncă nu există evaluări
- ROS-019 Edition 2015 Rev 00-2015 - Excavation PDFDocument20 paginiROS-019 Edition 2015 Rev 00-2015 - Excavation PDFFayaz MohammedÎncă nu există evaluări
- Heurtey Petrochem: Coker Furnace Run LengthDocument24 paginiHeurtey Petrochem: Coker Furnace Run LengthFayaz MohammedÎncă nu există evaluări
- ROS-028 A9.2-Formats For HAZOP PDFDocument1 paginăROS-028 A9.2-Formats For HAZOP PDFFayaz MohammedÎncă nu există evaluări
- ROS-028 A9.2-Formats For HAZOP PDFDocument1 paginăROS-028 A9.2-Formats For HAZOP PDFFayaz MohammedÎncă nu există evaluări
- ROS-018 Edition 2015 Rev 00-2015 - Confined Space PDFDocument25 paginiROS-018 Edition 2015 Rev 00-2015 - Confined Space PDFFayaz MohammedÎncă nu există evaluări
- ROS-018 Edition 2015 Rev 00-2015 - Confined Space PDFDocument25 paginiROS-018 Edition 2015 Rev 00-2015 - Confined Space PDFFayaz MohammedÎncă nu există evaluări
- ROS-024 Edition 2015 Rev 00-2015 - Nucleonic Gauge PDFDocument21 paginiROS-024 Edition 2015 Rev 00-2015 - Nucleonic Gauge PDFFayaz MohammedÎncă nu există evaluări
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 paginiROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedÎncă nu există evaluări
- ROS-019 Edition 2015 Rev 00-2015 - Excavation PDFDocument20 paginiROS-019 Edition 2015 Rev 00-2015 - Excavation PDFFayaz MohammedÎncă nu există evaluări
- 21 Jan Ticket Kochi To HydDocument2 pagini21 Jan Ticket Kochi To HydFayaz MohammedÎncă nu există evaluări
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 paginiROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedÎncă nu există evaluări
- June Heater-B Spalling ReportDocument226 paginiJune Heater-B Spalling ReportFayaz MohammedÎncă nu există evaluări
- DCU DGM SHA REPORT 7 Sept 2020 D ShiftDocument3 paginiDCU DGM SHA REPORT 7 Sept 2020 D ShiftFayaz MohammedÎncă nu există evaluări
- PSA Oxygen Generator: Typical ApplicationsDocument2 paginiPSA Oxygen Generator: Typical ApplicationsRaghu Vir ArjampudiÎncă nu există evaluări
- Mineral WebquestDocument3 paginiMineral Webquestapi-268569185Încă nu există evaluări
- CV en - Op - Gill Giovani Awonguino oDocument1 paginăCV en - Op - Gill Giovani Awonguino oAuguste SuelieÎncă nu există evaluări
- I-Chem Solution SDN BHD: Bmsolution Safety Data SheetDocument5 paginiI-Chem Solution SDN BHD: Bmsolution Safety Data SheetAmirHakimRusliÎncă nu există evaluări
- Medical Entrance Exam AnswersDocument24 paginiMedical Entrance Exam AnswersSanskruti ChavanÎncă nu există evaluări
- Recyclingand Reuseof TextileDocument47 paginiRecyclingand Reuseof TextileRey100% (1)
- Optical Emission From SemiconductorsDocument36 paginiOptical Emission From SemiconductorsvardhanÎncă nu există evaluări
- An Updated Review On IPQC Tests For Sterile and Non Sterile ProductsDocument12 paginiAn Updated Review On IPQC Tests For Sterile and Non Sterile ProductsJvnÎncă nu există evaluări
- Collected By: Prof: Abdul Samad Mechanical Engineering Department. 2017Document19 paginiCollected By: Prof: Abdul Samad Mechanical Engineering Department. 2017Ans ahmedÎncă nu există evaluări
- FINAL-PROPOSAL Need Revisions Fire RatingDocument30 paginiFINAL-PROPOSAL Need Revisions Fire RatingMeister MJÎncă nu există evaluări
- Monsal Enzymic Hydrolysis New Developments and Lessons LearntDocument23 paginiMonsal Enzymic Hydrolysis New Developments and Lessons LearntAnonymous MVHQ97KEoPÎncă nu există evaluări
- The Chemistry of The Morphine Alkaloids Bentley (Oxford 1954) PDFDocument452 paginiThe Chemistry of The Morphine Alkaloids Bentley (Oxford 1954) PDFJim Leonard100% (2)
- UOP PX-Plus ™ XPDocument2 paginiUOP PX-Plus ™ XPana_dcz7154Încă nu există evaluări
- Kandungan Obat Merek Dagang SediaanDocument1 paginăKandungan Obat Merek Dagang SediaanRaden Mas Nur HaryonoÎncă nu există evaluări
- Controlling Wax Deposition Presence Hydrates-01!25!10Document85 paginiControlling Wax Deposition Presence Hydrates-01!25!10wjawichÎncă nu există evaluări
- Vragen Fasediagrammen Zuivere Componenten PDFDocument3 paginiVragen Fasediagrammen Zuivere Componenten PDFbilberÎncă nu există evaluări
- XY-6S-10 English ManualDocument28 paginiXY-6S-10 English ManualShishir Kumar100% (1)
- Heavy Metal Contamination: An Alarming Threat To Environment and Human HealthDocument23 paginiHeavy Metal Contamination: An Alarming Threat To Environment and Human HealthMalik HopeÎncă nu există evaluări
- Buffers BookletDocument38 paginiBuffers BookletdgmansoÎncă nu există evaluări
- Chapter 13 Oil Based MudsDocument65 paginiChapter 13 Oil Based Mudsمحمد أحمد عبداللطيفÎncă nu există evaluări
- BK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Document45 paginiBK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Kev TraÎncă nu există evaluări
- Lab 2 - StoichiometryDocument4 paginiLab 2 - Stoichiometryapi-272470922100% (3)
- Construction & Material: Defects in Buildings & RemediesDocument29 paginiConstruction & Material: Defects in Buildings & RemedieskirtikaÎncă nu există evaluări
- Fundamental Reservoir Fluid BehaviourDocument20 paginiFundamental Reservoir Fluid BehaviourBrian CbtngnÎncă nu există evaluări
- Coconut Shell Based Activated Carbon W No Greeen House Gas EmissionDocument4 paginiCoconut Shell Based Activated Carbon W No Greeen House Gas Emissionmragul22Încă nu există evaluări
- ConversationDocument2 paginiConversationHiggilty PiggiltyÎncă nu există evaluări
- Thermal Analysis Choosing The Right BaselineDocument24 paginiThermal Analysis Choosing The Right BaselineHung NGUYENÎncă nu există evaluări
- Molecular Biology IB ReviewerDocument28 paginiMolecular Biology IB ReviewerCeline Garin ColadaÎncă nu există evaluări
- Combustion in SI & CI EnginesDocument25 paginiCombustion in SI & CI EnginesVenkatesh KabraÎncă nu există evaluări
- Claycap Liquid Technical DataDocument2 paginiClaycap Liquid Technical Datasaa6383Încă nu există evaluări