S-ar putea să vă placă și
- Quality Control of Reinforced Concrete Structures For DurabilityDocument9 paginiQuality Control of Reinforced Concrete Structures For Durabilitychirag dumaniyaÎncă nu există evaluări
- Performance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)Document7 paginiPerformance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)IJRASETPublicationsÎncă nu există evaluări
- Al-Fahdawi 2020 IOP Conf. Ser. Mater. Sci. Eng. 881 012179Document10 paginiAl-Fahdawi 2020 IOP Conf. Ser. Mater. Sci. Eng. 881 012179Saif LlÎncă nu există evaluări
- Production of High Strength Concrete in SudanDocument8 paginiProduction of High Strength Concrete in SudanInternational Organization of Scientific Research (IOSR)Încă nu există evaluări
- Investigation of Roller Compacted Concrete: Literature ReviewDocument12 paginiInvestigation of Roller Compacted Concrete: Literature Reviewfilenbari shiferawÎncă nu există evaluări
- Compliance Criteria For Quality ConcreteDocument8 paginiCompliance Criteria For Quality Concreterajasekhar.cheruvu8635Încă nu există evaluări
- Performance Evaluation of Bituminous Mixes With Modified Binders Using Roller Compactor Cum Rut AnalyzerDocument8 paginiPerformance Evaluation of Bituminous Mixes With Modified Binders Using Roller Compactor Cum Rut AnalyzerIJRASETPublicationsÎncă nu există evaluări
- Evaluating The Feasibility of Using Construction and Demolition Waste in SubgradeDocument5 paginiEvaluating The Feasibility of Using Construction and Demolition Waste in SubgradeIJRASETPublicationsÎncă nu există evaluări
- Performance-Based Specifications For Concrete Drying Shrinkage in PerspectiveDocument12 paginiPerformance-Based Specifications For Concrete Drying Shrinkage in PerspectivemusaÎncă nu există evaluări
- SummaryDocument5 paginiSummaryAubrey ManelleÎncă nu există evaluări
- 1 s2.0 S0950061821016263 MainDocument13 pagini1 s2.0 S0950061821016263 MainKarlvon TerghaziÎncă nu există evaluări
- Performance Evaluation of Cement Stabilised Road Base Using Falling Weight DeflectometerDocument8 paginiPerformance Evaluation of Cement Stabilised Road Base Using Falling Weight DeflectometerJames KhooÎncă nu există evaluări
- SSRN Id3372119Document7 paginiSSRN Id3372119ADELÎncă nu există evaluări
- Applied Mixture Optimization Techniques For Paste Design of Bonded Roller-Compacted Fibre Reinforced Polymer Modified Concrete (BRCFRPMC) OverlaysDocument20 paginiApplied Mixture Optimization Techniques For Paste Design of Bonded Roller-Compacted Fibre Reinforced Polymer Modified Concrete (BRCFRPMC) OverlaysTarek ChikerÎncă nu există evaluări
- Wang 2017Document9 paginiWang 2017MauricioGallardoÎncă nu există evaluări
- Mix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodDocument11 paginiMix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodPtpgStucÎncă nu există evaluări
- Laboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsDocument11 paginiLaboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsFoolad GharbÎncă nu există evaluări
- B.tech Project TopicsDocument13 paginiB.tech Project TopicsSanu KuriakoseÎncă nu există evaluări
- Experimental Investigation On Self Compacting Concrete by Partial Replacement of Cement With AkeofineDocument47 paginiExperimental Investigation On Self Compacting Concrete by Partial Replacement of Cement With AkeofineB VAMSI KRISHNAÎncă nu există evaluări
- Cement Treated Sub-Base For Bituminous Pavement: Aher D.D., Sangale Y. B., Pagar S. R., Yadnesh Patil, Rahul RayateDocument6 paginiCement Treated Sub-Base For Bituminous Pavement: Aher D.D., Sangale Y. B., Pagar S. R., Yadnesh Patil, Rahul RayateRabindraÎncă nu există evaluări
- The Effects of Compaction Methods and MiDocument12 paginiThe Effects of Compaction Methods and MiAly OuedryÎncă nu există evaluări
- 1 s2.0 S095006182203745X MainDocument11 pagini1 s2.0 S095006182203745X MainAnang ARÎncă nu există evaluări
- Case Studies in Construction MaterialsDocument11 paginiCase Studies in Construction MaterialsgiannsÎncă nu există evaluări
- Young 2019 IOP Conf. Ser. Mater. Sci. Eng. 512 012028Document11 paginiYoung 2019 IOP Conf. Ser. Mater. Sci. Eng. 512 012028Muhd FazÎncă nu există evaluări
- Evaluation of Bond Between Bituminous Pavement LayersDocument68 paginiEvaluation of Bond Between Bituminous Pavement LayersHanamant HunashikattiÎncă nu există evaluări
- Han 2016Document8 paginiHan 2016Sajjad AhmedÎncă nu există evaluări
- انكليزي مقالةDocument19 paginiانكليزي مقالةAhmed Al-IraqiÎncă nu există evaluări
- Vol 28 No 2 Paper 8Document15 paginiVol 28 No 2 Paper 8ArunavÎncă nu există evaluări
- Projet FRCDocument20 paginiProjet FRCHARSH KUMARÎncă nu există evaluări
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Document8 paginiIjciet: International Journal of Civil Engineering and Technology (Ijciet)IAEME PublicationÎncă nu există evaluări
- Effect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialDocument76 paginiEffect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialbenhasidÎncă nu există evaluări
- 7 PDFDocument9 pagini7 PDFMohamedRaahimÎncă nu există evaluări
- 40 - Nano Clay - GeopolymerDocument16 pagini40 - Nano Clay - Geopolymerfs friedaÎncă nu există evaluări
- Sustainable: Building Technology and Urban DevelopmentDocument18 paginiSustainable: Building Technology and Urban DevelopmentCao Giang NamÎncă nu există evaluări
- 1 s2.0 S2214509523002437 MainDocument16 pagini1 s2.0 S2214509523002437 MainengrnasiraminÎncă nu există evaluări
- Roller Compacted Concrete: A Litrature Review: S.D. Bauchkar, Dr.H.S. ChoreDocument5 paginiRoller Compacted Concrete: A Litrature Review: S.D. Bauchkar, Dr.H.S. ChoreoussamaÎncă nu există evaluări
- Production of Hard Grade Bitumen For Using in High Modulus Asphalt ConcreteDocument18 paginiProduction of Hard Grade Bitumen For Using in High Modulus Asphalt ConcretePanjiÎncă nu există evaluări
- Is 10262 2009 PDFDocument21 paginiIs 10262 2009 PDFNatarajan NalanthÎncă nu există evaluări
- Utilization of Alternative Aggregates For Roller Compacted ConcreteDocument19 paginiUtilization of Alternative Aggregates For Roller Compacted ConcreteRidwanÎncă nu există evaluări
- Ijri Cce 01 012Document9 paginiIjri Cce 01 012ijripublishersÎncă nu există evaluări
- 2013 Glasby-Earth Friendly Concrete - A Sustainable Option For Tunnels Requiring High DurabilityDocument11 pagini2013 Glasby-Earth Friendly Concrete - A Sustainable Option For Tunnels Requiring High DurabilityChi ĐặngÎncă nu există evaluări
- What Is Ready Mixed Concrete?Document7 paginiWhat Is Ready Mixed Concrete?knp115Încă nu există evaluări
- Self Compacting Concrete: J.Vani J.Supriya III/IV B.Tech Students, Koneru Lakshmaiah College of EngineeringDocument10 paginiSelf Compacting Concrete: J.Vani J.Supriya III/IV B.Tech Students, Koneru Lakshmaiah College of Engineeringpremkumar_senguntharÎncă nu există evaluări
- Sethy 2016Document7 paginiSethy 2016ismail douidiÎncă nu există evaluări
- Ready Mix ConcreteDocument57 paginiReady Mix Concreteeyob yohannesÎncă nu există evaluări
- Unconfined Compressive Strength of Rehabilitated Road Base Via Polymer-Modified Cold In-Place Recycling (CIPR)Document8 paginiUnconfined Compressive Strength of Rehabilitated Road Base Via Polymer-Modified Cold In-Place Recycling (CIPR)ElaMazlanÎncă nu există evaluări
- Roller Compacted Concrete With Recycled Concrete ADocument16 paginiRoller Compacted Concrete With Recycled Concrete ASolomon DebbarmaÎncă nu există evaluări
- Guidelines For The Design - Irc-37 (Shahbaz Alam)Document57 paginiGuidelines For The Design - Irc-37 (Shahbaz Alam)engrarzooÎncă nu există evaluări
- Special Condition RobDocument37 paginiSpecial Condition RobPratik GuptaÎncă nu există evaluări
- A Simple Mix Design Method For Self-Compacting Concrete: Nan Su, Kung-Chung Hsu, His-Wen ChaiDocument9 paginiA Simple Mix Design Method For Self-Compacting Concrete: Nan Su, Kung-Chung Hsu, His-Wen Chaikrishna nandanamÎncă nu există evaluări
- Seminar ReportDocument21 paginiSeminar ReportTheWatchdogs WatchdogÎncă nu există evaluări
- Study of Cement Treated Base Agreagate Properties For Pavement StructureDocument9 paginiStudy of Cement Treated Base Agreagate Properties For Pavement StructureOrlando RojasÎncă nu există evaluări
- CTB PaperDocument9 paginiCTB PaperAmmar AliÎncă nu există evaluări
- 7 V May 2019Document10 pagini7 V May 2019Just Do LoveÎncă nu există evaluări
- A Practical Guide to Concrete Pavement Technology for Developing CountriesDe la EverandA Practical Guide to Concrete Pavement Technology for Developing CountriesÎncă nu există evaluări
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeDe la EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeÎncă nu există evaluări
- Guide to Performance-Based Road Maintenance ContractsDe la EverandGuide to Performance-Based Road Maintenance ContractsÎncă nu există evaluări
- The Fabrication of Materials: Materials TechnologyDe la EverandThe Fabrication of Materials: Materials TechnologyEvaluare: 5 din 5 stele5/5 (1)
- Soil Bioengineering for Infrastructure Development in Cambodia: A Study on Vetiver Grass and Liquid Soil Catalysts for Road ProjectsDe la EverandSoil Bioengineering for Infrastructure Development in Cambodia: A Study on Vetiver Grass and Liquid Soil Catalysts for Road ProjectsÎncă nu există evaluări
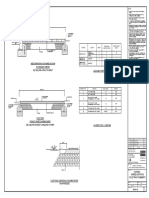
- Z Y Y Z: Table No.1 Longitudinal SteelDocument2 paginiZ Y Y Z: Table No.1 Longitudinal SteelprmraoÎncă nu există evaluări
- CSR 2011 Punjab PDFDocument442 paginiCSR 2011 Punjab PDFprmraoÎncă nu există evaluări
- !tanzania Standard Spec - RD 2000Document317 pagini!tanzania Standard Spec - RD 2000Elatiopay Netmeeting67% (3)
- Transport Management PlanDocument13 paginiTransport Management Planprmrao100% (3)
- Afi ManuscriptDocument29 paginiAfi ManuscriptprmraoÎncă nu există evaluări
- Z Y Y Z: Table No.1 Longitudinal SteelDocument2 paginiZ Y Y Z: Table No.1 Longitudinal SteelprmraoÎncă nu există evaluări
- Research: Recycled Asphalt Contributes To Rutting ResistanceDocument4 paginiResearch: Recycled Asphalt Contributes To Rutting ResistanceprmraoÎncă nu există evaluări
- Permeable Pavement Systems T-10: DescriptionDocument36 paginiPermeable Pavement Systems T-10: DescriptionprmraoÎncă nu există evaluări
- The National Academies PressDocument80 paginiThe National Academies PressprmraoÎncă nu există evaluări
- Grey Pavements PDFDocument14 paginiGrey Pavements PDFprmraoÎncă nu există evaluări
- Standard Drawings - Kerb and Wheel Stopper DetailsDocument1 paginăStandard Drawings - Kerb and Wheel Stopper DetailsprmraoÎncă nu există evaluări
- Design Manuals: Proceedings 14Th Arrb Conference, Part 3Document14 paginiDesign Manuals: Proceedings 14Th Arrb Conference, Part 3prmraoÎncă nu există evaluări
- Joint Detaisl in Rigid PavementDocument7 paginiJoint Detaisl in Rigid PavementprmraoÎncă nu există evaluări
- Joint Detaisl in Rigid PavementDocument7 paginiJoint Detaisl in Rigid PavementprmraoÎncă nu există evaluări
- A Sustainable Technology WhoseDocument3 paginiA Sustainable Technology WhoseprmraoÎncă nu există evaluări
- Asphalt Mix Performance TestsDocument1 paginăAsphalt Mix Performance TestsprmraoÎncă nu există evaluări
- Notes:: Footway, Shared Use Path & Cycle Track PavementsDocument1 paginăNotes:: Footway, Shared Use Path & Cycle Track PavementsprmraoÎncă nu există evaluări
- Reliability-Based Pavement Performance Model: Murana, Abdulfatai Adinoyi M.Sc./ENG/06840/2006-07Document26 paginiReliability-Based Pavement Performance Model: Murana, Abdulfatai Adinoyi M.Sc./ENG/06840/2006-07prmraoÎncă nu există evaluări
- DFBN FilterDocument10 paginiDFBN FilterPutut SuprihartonoÎncă nu există evaluări
- Mass Balance CalculationsDocument3 paginiMass Balance CalculationsSiphoÎncă nu există evaluări
- EarthDocument2 paginiEarthxs1zameenÎncă nu există evaluări
- Nalgene Plastics Tech Guide 0209Document64 paginiNalgene Plastics Tech Guide 0209bkorecÎncă nu există evaluări
- Calculation Sheet: Design of PedestalDocument9 paginiCalculation Sheet: Design of PedestalersivarajÎncă nu există evaluări
- HXM 50100Document1 paginăHXM 50100MZY Commercial EnterprisesÎncă nu există evaluări
- Volumetric or Cubical Expansion Coefficients of LiquidsDocument1 paginăVolumetric or Cubical Expansion Coefficients of LiquidsImmerÎncă nu există evaluări
- Course OutlineDocument3 paginiCourse OutlineLIM ChanthaÎncă nu există evaluări
- 1998 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2Document545 pagini1998 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2SeanÎncă nu există evaluări
- Check ValveDocument10 paginiCheck ValvekutecoolÎncă nu există evaluări
- Productsheet Diesel Particulate Filter CleaningDocument2 paginiProductsheet Diesel Particulate Filter CleaningEhtıram SeyıdovÎncă nu există evaluări
- ecoMAX 200 W - DTR - Wydanie1.6 - EN PDFDocument32 paginiecoMAX 200 W - DTR - Wydanie1.6 - EN PDFzlata doraÎncă nu există evaluări
- Air CompressorDocument48 paginiAir CompressorMarius Condurache0% (1)
- Armoured Unarmoured: Size (MM)Document3 paginiArmoured Unarmoured: Size (MM)Bonaventure NzeyimanaÎncă nu există evaluări
- Project Report On GearsDocument40 paginiProject Report On Gearsjai70% (27)
- DIN EN 1563 (2012.03) en ST - NDocument1 paginăDIN EN 1563 (2012.03) en ST - NNayana NaikÎncă nu există evaluări
- MEMS Base Micro Heater DesignDocument25 paginiMEMS Base Micro Heater DesignGaurav SumanÎncă nu există evaluări
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 paginiTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalÎncă nu există evaluări
- Cherry RedDocument1 paginăCherry Redjcordon-2Încă nu există evaluări
- CH 02Document7 paginiCH 02hedayatullahÎncă nu există evaluări
- RESEARCH CHAPTER 1 (Guidelines)Document15 paginiRESEARCH CHAPTER 1 (Guidelines)evarizÎncă nu există evaluări
- Rowe N Armitage Rock Socketed Piles PDFDocument17 paginiRowe N Armitage Rock Socketed Piles PDFJonathan Kok100% (1)
- BMP - Powder MetallurgyDocument71 paginiBMP - Powder Metallurgymantra2010Încă nu există evaluări
- Hufcor 632 Paired F4149FDocument6 paginiHufcor 632 Paired F4149Fdoody.dpujaÎncă nu există evaluări
- Process Flow Chart Stator Cleating StackDocument2 paginiProcess Flow Chart Stator Cleating StackVipin JangraÎncă nu există evaluări
- Timken Corrosion Resistant Poly Round Plain Bearing Housed Unit Catalog - 11259Document80 paginiTimken Corrosion Resistant Poly Round Plain Bearing Housed Unit Catalog - 11259Leroy AraoÎncă nu există evaluări
- About Dissimilar MetalsDocument1 paginăAbout Dissimilar MetalsIsabel Christina Gonzalez MoralesÎncă nu există evaluări
- Waste Management Plan: Project Name To Be Written HereDocument16 paginiWaste Management Plan: Project Name To Be Written HerePrashanth JeerÎncă nu există evaluări
- Hi Roller Custom Accessories Press-1Document12 paginiHi Roller Custom Accessories Press-1wald84Încă nu există evaluări
- Title Description - Soda Ash+Document1 paginăTitle Description - Soda Ash+glitterxinchauÎncă nu există evaluări