S-ar putea să vă placă și
- ImagineFX Presents - The Digital Artist's Survival GuideDocument116 paginiImagineFX Presents - The Digital Artist's Survival GuideEsteban Millan Pinzon92% (49)
- Matlab Iris RBFDocument21 paginiMatlab Iris RBFЯу МдÎncă nu există evaluări
- SharePoint Configuration Guidance For 21 CFR Part 11 ComplianceDocument72 paginiSharePoint Configuration Guidance For 21 CFR Part 11 CompliancewiwiwoÎncă nu există evaluări
- Network Coding: Fundamentals and ApplicationsDe la EverandNetwork Coding: Fundamentals and ApplicationsMuriel MedardÎncă nu există evaluări
- Stellaris Launchpad Work BookDocument278 paginiStellaris Launchpad Work BookJulianaMarianaÎncă nu există evaluări
- TS - JGS320-C81-Landfill - 1300m - 35C-Deg - 480V - Operadora-Ferrocarriles - V5-21 - Final PDFDocument43 paginiTS - JGS320-C81-Landfill - 1300m - 35C-Deg - 480V - Operadora-Ferrocarriles - V5-21 - Final PDFMarti H J100% (1)
- Artificial Neural Network Seminar ReportDocument15 paginiArtificial Neural Network Seminar ReportNeha Singh50% (2)
- Computer Networks Lab Manual-17ECL68Document87 paginiComputer Networks Lab Manual-17ECL68LikithaReddy Yenumula80% (5)
- Cocoa FundamentalsDocument238 paginiCocoa FundamentalsDaniel MaccarroneÎncă nu există evaluări
- Material Submittal AluminiumDocument1 paginăMaterial Submittal AluminiumJacob PriyadharshanÎncă nu există evaluări
- BP Neural Network Principle and MATLAB Simulation: Xiong Xin Nie MingxinDocument6 paginiBP Neural Network Principle and MATLAB Simulation: Xiong Xin Nie MingxinjÎncă nu există evaluări
- A Neural-Network Approach For Semiconductor Wafer Post-Sawing InspectionDocument7 paginiA Neural-Network Approach For Semiconductor Wafer Post-Sawing InspectionMohd Nurfirdaus Mohd ShamsuriÎncă nu există evaluări
- ReqDocument62 paginiReqAnurag KhannaÎncă nu există evaluări
- Σύστημα αντι - Drone βασισμένο σε βαθιά μάθηση χρησιμοποιώντας τεχνολογία ραντάρDocument2 paginiΣύστημα αντι - Drone βασισμένο σε βαθιά μάθηση χρησιμοποιώντας τεχνολογία ραντάρDinos KaltsasÎncă nu există evaluări
- Eait 2018 8470438Document5 paginiEait 2018 8470438Ahmed EmadÎncă nu există evaluări
- BARD: A Novel Application of Bayesian Reasoning For Proactive Network ManagementDocument6 paginiBARD: A Novel Application of Bayesian Reasoning For Proactive Network Managementsubscribeme11Încă nu există evaluări
- Evolutionary Neural Networks For Product Design TasksDocument11 paginiEvolutionary Neural Networks For Product Design TasksjlolazaÎncă nu există evaluări
- Chapter - 6 Artificial Neural Network (Ann) ModelingDocument24 paginiChapter - 6 Artificial Neural Network (Ann) ModelingRajeshwari NarayanamoorthyÎncă nu există evaluări
- Neural NWDocument3 paginiNeural NWKapil KumarÎncă nu există evaluări
- Errissya Telkomnika 2022februariDocument11 paginiErrissya Telkomnika 2022februariErrissyaRasywirÎncă nu există evaluări
- A Pneumonia Detection Method Based On ImprovedDocument6 paginiA Pneumonia Detection Method Based On ImprovedAmílcar CáceresÎncă nu există evaluări
- Neural Network Modeling of A Power Generation Gas TurbineDocument11 paginiNeural Network Modeling of A Power Generation Gas TurbineWilliam Jaldin CorralesÎncă nu există evaluări
- An Analog Neural Network Processor Programmable Topology: Boser, Jane DDocument9 paginiAn Analog Neural Network Processor Programmable Topology: Boser, Jane DApoorva MahajanÎncă nu există evaluări
- Neural Network Seminar ReportDocument17 paginiNeural Network Seminar ReportJainendra SinghÎncă nu există evaluări
- SeminarDocument13 paginiSeminaryuli0.0yuli.0Încă nu există evaluări
- A Dynamic Affinity Propagation Clustering Algorithm For Cell Outage Detection in Self-Healing NetworksDocument5 paginiA Dynamic Affinity Propagation Clustering Algorithm For Cell Outage Detection in Self-Healing NetworkshardwellarminÎncă nu există evaluări
- Image/Data Encryption-Decryption Using Neural Network: Shweta R. Bhamare, Dr. S.D.SawarkarDocument7 paginiImage/Data Encryption-Decryption Using Neural Network: Shweta R. Bhamare, Dr. S.D.SawarkarPavan MasaniÎncă nu există evaluări
- Ijeces 13 07 07 939Document9 paginiIjeces 13 07 07 939Karama AbdelJabbarÎncă nu există evaluări
- Spam Email Detection Using Neural Networks TrainingDocument7 paginiSpam Email Detection Using Neural Networks TrainingDiana BeltranÎncă nu există evaluări
- Can Neural Networks Be Easily Interpreted in Software Cost Estimation?Document6 paginiCan Neural Networks Be Easily Interpreted in Software Cost Estimation?jagannath_singhÎncă nu există evaluări
- Improved Optical Character Recognition With Deep Neural NetworkDocument5 paginiImproved Optical Character Recognition With Deep Neural NetworkharshithaysÎncă nu există evaluări
- 1) Image Encryption Using Chaotic Based Artificial Neural Network PDFDocument4 pagini1) Image Encryption Using Chaotic Based Artificial Neural Network PDFAyshÎncă nu există evaluări
- Ijser: Image Encryption Using Chaotic Based Artificial Neural NetworkDocument4 paginiIjser: Image Encryption Using Chaotic Based Artificial Neural NetworkbhattajagdishÎncă nu există evaluări
- Autonomously-Reconfigurable Wireless Mesh NetworksDocument3 paginiAutonomously-Reconfigurable Wireless Mesh NetworksKelsey RyanÎncă nu există evaluări
- Efficient Error-Tolerant Quantized Neural Network AcceleratorsDocument6 paginiEfficient Error-Tolerant Quantized Neural Network AcceleratorsmajunhuiuweÎncă nu există evaluări
- Computer Network Performance Evaluation Based On Different Data Packet Size Using Omnet++ Simulation EnvironmentDocument5 paginiComputer Network Performance Evaluation Based On Different Data Packet Size Using Omnet++ Simulation Environmentmetaphysics18Încă nu există evaluări
- Wireless Networks Throughput Enhancement Using Artificial IntelligenceDocument5 paginiWireless Networks Throughput Enhancement Using Artificial Intelligenceabs sidÎncă nu există evaluări
- Kim Improving Accuracy of CVPR 2021 SupplementalDocument1 paginăKim Improving Accuracy of CVPR 2021 SupplementalRod MarchÎncă nu există evaluări
- Fault TolerantDocument10 paginiFault TolerantKmp SathishkumarÎncă nu există evaluări
- Genetic CNNDocument10 paginiGenetic CNNserpsaipong navanuraksaÎncă nu există evaluări
- Simple Hardware Implementation of Neural Networks For Instruction in Analog ElectronicsDocument12 paginiSimple Hardware Implementation of Neural Networks For Instruction in Analog ElectronicsGeraud Russel Goune ChenguiÎncă nu există evaluări
- Implementation of A Library For Artificial Neural Networks in CDocument10 paginiImplementation of A Library For Artificial Neural Networks in COscar OlivaresÎncă nu există evaluări
- Structured Pruning of Deep Convolutional Neural Netw Orks: Sajid Anwar, Kyuyeon Hwang and Wonyong SungDocument11 paginiStructured Pruning of Deep Convolutional Neural Netw Orks: Sajid Anwar, Kyuyeon Hwang and Wonyong Sungali shaarawyÎncă nu există evaluări
- Neural-Network QuestionsDocument3 paginiNeural-Network Questions66umer660% (1)
- An Approach To Recognize Characters Using Neural Network in LPR SystemDocument4 paginiAn Approach To Recognize Characters Using Neural Network in LPR SystemKamel SaifÎncă nu există evaluări
- (IJCST-V10I5P59) :hadeel Ahmed, Mohand KechadiDocument12 pagini(IJCST-V10I5P59) :hadeel Ahmed, Mohand KechadiEighthSenseGroupÎncă nu există evaluări
- 181-Article Text-292-1-10-20200406Document10 pagini181-Article Text-292-1-10-20200406Nhi NguyễnÎncă nu există evaluări
- Optimum Architecture of Neural Networks Lane Following SystemDocument6 paginiOptimum Architecture of Neural Networks Lane Following SystemJ.Încă nu există evaluări
- SH A Sri 07Document116 paginiSH A Sri 07nktuÎncă nu există evaluări
- Graph Convolutional Networks Adaptations and ApplicationsDocument6 paginiGraph Convolutional Networks Adaptations and ApplicationsInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Vasilic2005Document9 paginiVasilic2005fernando ceballosÎncă nu există evaluări
- Comparison of Frameworks-For High-Performance Packet IO2015Document10 paginiComparison of Frameworks-For High-Performance Packet IO2015Bename DoostÎncă nu există evaluări
- A Degredation Interval Prediction Method Based OnDocument6 paginiA Degredation Interval Prediction Method Based OnSeira LoyardÎncă nu există evaluări
- MAC For ANN Using VerilogDocument6 paginiMAC For ANN Using VerilogJayant SinghÎncă nu există evaluări
- Neural Network EnsemblesDocument9 paginiNeural Network EnsembleskronalizedÎncă nu există evaluări
- An Optimized K Means Clustering For Improving Accuracy in Traffic ClassificationDocument13 paginiAn Optimized K Means Clustering For Improving Accuracy in Traffic ClassificationCristianÎncă nu există evaluări
- ANN & FingerprintDocument26 paginiANN & FingerprintFodelman FidelÎncă nu există evaluări
- Accelerated Deep Learning Inference From Constrained Embedded DevicesDocument5 paginiAccelerated Deep Learning Inference From Constrained Embedded DevicesBhargav BhatÎncă nu există evaluări
- Analysis of Behavior of MAC Protocol and Simulation of Different MAC Protocol and Proposal Protocol For Wireless Sensor NetworkDocument7 paginiAnalysis of Behavior of MAC Protocol and Simulation of Different MAC Protocol and Proposal Protocol For Wireless Sensor NetworkAnkit MayurÎncă nu există evaluări
- Neural Network Technique in The Study of Selected Chemical Engineering Unit Operations Data Using MATLABDocument7 paginiNeural Network Technique in The Study of Selected Chemical Engineering Unit Operations Data Using MATLABInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Neural Networks Embed DDocument6 paginiNeural Networks Embed DL S Narasimharao PothanaÎncă nu există evaluări
- Intrusion Detecting in Computer System by Using ArtificialDocument18 paginiIntrusion Detecting in Computer System by Using ArtificialJerome GumaroÎncă nu există evaluări
- Human Action Recognition System For Elderly and Children Care Using Three Stream ConvNetDocument5 paginiHuman Action Recognition System For Elderly and Children Care Using Three Stream ConvNetMitchell Angel Gomez OrtegaÎncă nu există evaluări
- Amaitik WESIC2003 PaperDocument8 paginiAmaitik WESIC2003 PaperSalehÎncă nu există evaluări
- Gender Classification: A Convolutional Neural Network ApproachDocument17 paginiGender Classification: A Convolutional Neural Network ApproachSadiq NazeerÎncă nu există evaluări
- Deep Learning with Python: A Comprehensive Guide to Deep Learning with PythonDe la EverandDeep Learning with Python: A Comprehensive Guide to Deep Learning with PythonÎncă nu există evaluări
- Plastic Glazing SpecsDocument9 paginiPlastic Glazing SpecsJacob PriyadharshanÎncă nu există evaluări
- 2363 - Bill of QuantitiesDocument32 pagini2363 - Bill of QuantitiesJacob PriyadharshanÎncă nu există evaluări
- Dec. 26, 1967 R. T. Casebolt 3,359,573: Vouss), '43 Guns)Document4 paginiDec. 26, 1967 R. T. Casebolt 3,359,573: Vouss), '43 Guns)Jacob PriyadharshanÎncă nu există evaluări
- UntitledDocument15 paginiUntitledJacob PriyadharshanÎncă nu există evaluări
- Marina MenuDocument1 paginăMarina MenuJacob PriyadharshanÎncă nu există evaluări
- Plan-Pergola Section-Aa: Ur BanDocument1 paginăPlan-Pergola Section-Aa: Ur BanJacob PriyadharshanÎncă nu există evaluări
- Expert Series:: Glass Acoustic PerformanceDocument3 paginiExpert Series:: Glass Acoustic PerformanceJacob PriyadharshanÎncă nu există evaluări
- UntitledDocument88 paginiUntitledJacob PriyadharshanÎncă nu există evaluări
- Print Ratecard W.E.F. 1st January 2022: Khaleej Times Base Rates City TimesDocument1 paginăPrint Ratecard W.E.F. 1st January 2022: Khaleej Times Base Rates City TimesJacob PriyadharshanÎncă nu există evaluări
- Individual and Family Application Checklist (Uae) : How To ApplyDocument9 paginiIndividual and Family Application Checklist (Uae) : How To ApplyJacob PriyadharshanÎncă nu există evaluări
- Cummulative Work Report-17.04.2019Document1 paginăCummulative Work Report-17.04.2019Jacob PriyadharshanÎncă nu există evaluări
- Mic-Value Analyse and Test Design: Fanlimin1 Huanghao3Document3 paginiMic-Value Analyse and Test Design: Fanlimin1 Huanghao3Jacob PriyadharshanÎncă nu există evaluări
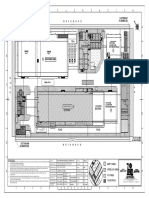
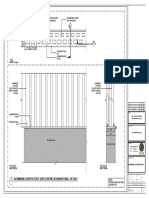
- Aluminium Louvers Fence Over Existing Boundary Wall Details 1Document1 paginăAluminium Louvers Fence Over Existing Boundary Wall Details 1Jacob PriyadharshanÎncă nu există evaluări
- Pergola Section P1: AdditionDocument6 paginiPergola Section P1: AdditionJacob PriyadharshanÎncă nu există evaluări
- Moisture Sensing in Baled CropsDocument132 paginiMoisture Sensing in Baled CropsJacob PriyadharshanÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument18 paginiDisclosure To Promote The Right To InformationJacob PriyadharshanÎncă nu există evaluări
- Identification of Trash and of Ginned Cotton Soft TechniquesDocument4 paginiIdentification of Trash and of Ginned Cotton Soft TechniquesJacob PriyadharshanÎncă nu există evaluări
- Kompass - Aircrete Building Materials EN PrintDocument6 paginiKompass - Aircrete Building Materials EN PrintJacob PriyadharshanÎncă nu există evaluări
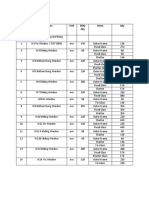
- SL - No Particulars Unit BOQ Qty Items QtyDocument2 paginiSL - No Particulars Unit BOQ Qty Items QtyJacob PriyadharshanÎncă nu există evaluări
- Catted Values: English - Short Long - DescriptioDocument2 paginiCatted Values: English - Short Long - DescriptioJacob PriyadharshanÎncă nu există evaluări
- Missing ValuesDocument361 paginiMissing ValuesJacob PriyadharshanÎncă nu există evaluări
- M/S: Airolink International Construction LLC.: Project: International Indian School, Abu Dhabi Details As Per BoqDocument8 paginiM/S: Airolink International Construction LLC.: Project: International Indian School, Abu Dhabi Details As Per BoqJacob PriyadharshanÎncă nu există evaluări
- Side Arm Selection Calculation: W22-Window Is Selected For Calculation. Window Size - 850mm X 1650mmDocument2 paginiSide Arm Selection Calculation: W22-Window Is Selected For Calculation. Window Size - 850mm X 1650mmJacob PriyadharshanÎncă nu există evaluări
- Bhatia Installation 22-11-15Document1 paginăBhatia Installation 22-11-15Jacob PriyadharshanÎncă nu există evaluări
- Al Qaffy G+1 Staff AccoDocument10 paginiAl Qaffy G+1 Staff AccoJacob PriyadharshanÎncă nu există evaluări
- CW50MM Page42Document106 paginiCW50MM Page42Jacob Priyadharshan100% (1)
- Asg Ant MS 002Document1 paginăAsg Ant MS 002Jacob PriyadharshanÎncă nu există evaluări
- Central Contracting (G+2)Document4 paginiCentral Contracting (G+2)Jacob PriyadharshanÎncă nu există evaluări
- 31Document142 pagini31Kemalist Editss1Încă nu există evaluări
- Ieee Format Sample Research PaperDocument8 paginiIeee Format Sample Research Paperafeaupyen100% (1)
- People Soft Bundle Release Note 9 Bundle16Document26 paginiPeople Soft Bundle Release Note 9 Bundle16rajiv_xguysÎncă nu există evaluări
- KNX 100G - Setup Guide: E G H C D FDocument4 paginiKNX 100G - Setup Guide: E G H C D FSkrapÎncă nu există evaluări
- 4 - Networks and Cloud ComputingDocument4 pagini4 - Networks and Cloud Computingcyka blyatÎncă nu există evaluări
- Logcat Prev CSC LogDocument309 paginiLogcat Prev CSC LogJesus Arsceli MontesinosÎncă nu există evaluări
- Bochspwn ReloadedDocument100 paginiBochspwn ReloadedalexÎncă nu există evaluări
- Ajay AnandDocument17 paginiAjay AnandSanjaÎncă nu există evaluări
- Why & What Is Cooperative Learning at The Computer: Teaching TipsDocument8 paginiWhy & What Is Cooperative Learning at The Computer: Teaching Tipsapi-296655270Încă nu există evaluări
- HP Z-Series Workstations - Configuring RAID Devices HP® Customer SupportDocument4 paginiHP Z-Series Workstations - Configuring RAID Devices HP® Customer SupportShaikh DanialÎncă nu există evaluări
- GitHub - Janpetzold - Prince2-Foundation-Summary - A Summary of The Necessary Knowledge For The PRINCE2 Foundation ExamDocument26 paginiGitHub - Janpetzold - Prince2-Foundation-Summary - A Summary of The Necessary Knowledge For The PRINCE2 Foundation ExamSylwia Chadaj0% (1)
- Endorsement-JJWC - BVAWCDocument33 paginiEndorsement-JJWC - BVAWCBarangay TaguiticÎncă nu există evaluări
- US/OPS - OP1511 - FPS02.pdf: Program Name / Task Recommended FrequencyDocument2 paginiUS/OPS - OP1511 - FPS02.pdf: Program Name / Task Recommended FrequencyRajeswarÎncă nu există evaluări
- PRESENSI WEBINAR MGMP GEOGRAFI KE 2 (Responses)Document3 paginiPRESENSI WEBINAR MGMP GEOGRAFI KE 2 (Responses)MUHAMMAD YAMINIÎncă nu există evaluări
- Chapter 2 - 3 Validating DataDocument5 paginiChapter 2 - 3 Validating DataasyrafÎncă nu există evaluări
- 8600-320 Workbook AirDocument30 pagini8600-320 Workbook AirMohammad NazahÎncă nu există evaluări
- B105M - B125M - B155M Brochure - 2Document7 paginiB105M - B125M - B155M Brochure - 2Gary EarlÎncă nu există evaluări
- FJ 310Document2 paginiFJ 310shalarthiÎncă nu există evaluări
- Aamir Hussain KhanDocument3 paginiAamir Hussain KhanMuhammad FahadÎncă nu există evaluări
- New Trends in Image and Video CompressionDocument7 paginiNew Trends in Image and Video CompressionSrinivasan JeganÎncă nu există evaluări
- Project of IseDocument14 paginiProject of IseReiaz MaroofÎncă nu există evaluări
- Babypips ComDocument5 paginiBabypips ComSchuleiman JmÎncă nu există evaluări
- HTZ Communications v2022 - News and Modifications PDFDocument78 paginiHTZ Communications v2022 - News and Modifications PDFMarcos Duván Pineda AlhucemaÎncă nu există evaluări
- Infotec Ai 1000 Program-hcia-Ai Lab GuideDocument82 paginiInfotec Ai 1000 Program-hcia-Ai Lab Guidemicke juarezÎncă nu există evaluări
- MM TAXBRA Migracao BatchDocument3 paginiMM TAXBRA Migracao BatchMárcio NascimentoÎncă nu există evaluări