S-ar putea să vă placă și
- Mig MagDocument10 paginiMig MagH_DEBIANEÎncă nu există evaluări
- Procédé 111Document8 paginiProcédé 111Abdessalam ReÎncă nu există evaluări
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- Procèdes de Soudage GTAW PDFDocument7 paginiProcèdes de Soudage GTAW PDFFethi BELOUISÎncă nu există evaluări
- Soudage 21 22 Par RésistanceDocument9 paginiSoudage 21 22 Par RésistanceBIJOUNA BILELÎncă nu există evaluări
- Cours Soudage PDFDocument118 paginiCours Soudage PDFTabka SouheilÎncă nu există evaluări
- Cours de Soudure TIG (Soudage Tungsten Inert Gas)Document2 paginiCours de Soudure TIG (Soudage Tungsten Inert Gas)Etienne BouronÎncă nu există evaluări
- Procede Mig 131 Et Mag 135Document8 paginiProcede Mig 131 Et Mag 135BIJOUNA BILELÎncă nu există evaluări
- PROCEDE MIG 131 Et MAG 135Document9 paginiPROCEDE MIG 131 Et MAG 135Lycée Alfred kastlerÎncă nu există evaluări
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Le Soudage A L'arc Manuel Avec Electrode EnrobeeDocument8 paginiLe Soudage A L'arc Manuel Avec Electrode EnrobeefedÎncă nu există evaluări
- GMAW Ou MIG MAGDocument36 paginiGMAW Ou MIG MAGRaed DallaliÎncă nu există evaluări
- Défauts de SouduresDocument11 paginiDéfauts de SouduresZAOUIÎncă nu există evaluări
- Les Principaux Défauts de SoudageDocument62 paginiLes Principaux Défauts de Soudageامين البحري꧁Încă nu există evaluări
- Le Soudage Sous Flux en PoudreDocument26 paginiLe Soudage Sous Flux en Poudrelaurent daniel professeur33% (3)
- Introduction Précède La Première Partie Soudage TIG Ou GTAWDocument30 paginiIntroduction Précède La Première Partie Soudage TIG Ou GTAWGOUAREF SAMIR100% (1)
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Contrôle Soudage 4Document13 paginiContrôle Soudage 4fed0% (1)
- Questions Chaudronnerie Et SoudageDocument2 paginiQuestions Chaudronnerie Et SoudageEtienne Bouron100% (1)
- Soudage - Conception D'un Assemblage Soudé - WikilivresDocument14 paginiSoudage - Conception D'un Assemblage Soudé - WikilivresPierre André100% (1)
- Qualification API 1104Document38 paginiQualification API 1104walid walid100% (1)
- Introduction Soudage 2Document25 paginiIntroduction Soudage 2Yacine RiproÎncă nu există evaluări
- Anim Soudage OADocument46 paginiAnim Soudage OARebecca RileyÎncă nu există evaluări
- M12-Cours01 ProfDocument15 paginiM12-Cours01 ProfFathi KHOUDIÎncă nu există evaluări
- Control Qualité Soudage PDFDocument17 paginiControl Qualité Soudage PDFsayr0s100% (1)
- Procede 121 Arc Automatique Sous Flux SolideDocument7 paginiProcede 121 Arc Automatique Sous Flux Solidemed chabaneÎncă nu există evaluări
- 25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageDocument2 pagini25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageEtienne Bouron100% (1)
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid100% (1)
- Procèdes de Soudage SMAW - CouleurDocument8 paginiProcèdes de Soudage SMAW - CouleurFethi BELOUISÎncă nu există evaluări
- Chapitre 3 - Les Principaux Défauts de SoudageDocument58 paginiChapitre 3 - Les Principaux Défauts de SoudageSourour Trabelsi100% (1)
- Soudage-Défauts de Soudure PDFDocument7 paginiSoudage-Défauts de Soudure PDFSoufiane Sani HarounaÎncă nu există evaluări
- Defauts de SoudageDocument76 paginiDefauts de SoudageWissem El'MissaouiÎncă nu există evaluări
- Le Contrôle Visuel DDocument5 paginiLe Contrôle Visuel DMounir FrijaÎncă nu există evaluări
- Équivalence Entre NormeDocument2 paginiÉquivalence Entre NormeOlss Bbzo100% (1)
- Défaut de SoudureDocument27 paginiDéfaut de SoudureachrefÎncă nu există evaluări
- Chapitre 3: Figure 3.1. Structure de Soudure Et Régions ZAT en Un Seul Passage D'acier À Faible CDocument13 paginiChapitre 3: Figure 3.1. Structure de Soudure Et Régions ZAT en Un Seul Passage D'acier À Faible CWalid Ben Amir100% (1)
- L'oxycoupageDocument12 paginiL'oxycoupagemarouane karimÎncă nu există evaluări
- Exercice Prof Le Soudage M.A.GDocument1 paginăExercice Prof Le Soudage M.A.Ggastronomica50% (2)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- Dossier ExercicesDocument45 paginiDossier ExercicespetacciaÎncă nu există evaluări
- Submerger PDFDocument6 paginiSubmerger PDFyoussefÎncă nu există evaluări
- Manuel de Soudure PDFDocument28 paginiManuel de Soudure PDFslimamriÎncă nu există evaluări
- Le Soudage Le Visuel PDFDocument13 paginiLe Soudage Le Visuel PDFslimamri100% (2)
- Chapitre 2-P1-Aspects Thermique Et Chimique de Soudage PDFDocument12 paginiChapitre 2-P1-Aspects Thermique Et Chimique de Soudage PDFSourour TrabelsiÎncă nu există evaluări
- Procedure de SoudureDocument16 paginiProcedure de SoudureBouzaida Maher100% (1)
- Brochure Securite SoudageDocument136 paginiBrochure Securite SoudageyahiaÎncă nu există evaluări
- Procedes de SoudageDocument43 paginiProcedes de SoudageAmih ShkfÎncă nu există evaluări
- SoudageDocument7 paginiSoudagebchouÎncă nu există evaluări
- Definition Des Termes - CODE API 1104Document2 paginiDefinition Des Termes - CODE API 1104ALP69100% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Le Soudage TIGDocument8 paginiLe Soudage TIGADNANE HANOUNÎncă nu există evaluări
- Cat2 TIGDocument41 paginiCat2 TIGH_DEBIANEÎncă nu există evaluări
- Soudure Tig Procede 141 GTAW Tungsten Inert GasDocument10 paginiSoudure Tig Procede 141 GTAW Tungsten Inert GasdavidÎncă nu există evaluări
- CH4 Soudage TIGDocument37 paginiCH4 Soudage TIGAhmed KhalilÎncă nu există evaluări
- Soudage TIG - WikipédiaDocument24 paginiSoudage TIG - WikipédiaLoic MfonzieÎncă nu există evaluări
- Procédé 111 - Arc Manuel À L'électrode EnrobéeDocument6 paginiProcédé 111 - Arc Manuel À L'électrode EnrobéeAbdessalam ReÎncă nu există evaluări
- Forma TigDocument33 paginiForma Tighdi200011Încă nu există evaluări
- 141 TigDocument6 pagini141 TigAziz DzÎncă nu există evaluări
- Soudage À L'électrode EnrobéeDocument3 paginiSoudage À L'électrode EnrobéeABDELKADER SULTANE OFFICIELÎncă nu există evaluări
- Groupement TFT Base GTFT Zone Du 24 Février BP 518 / Hassi Messaoud Service Appareils A Pression Appareil A Pression de GazDocument2 paginiGroupement TFT Base GTFT Zone Du 24 Février BP 518 / Hassi Messaoud Service Appareils A Pression Appareil A Pression de Gazmed chabaneÎncă nu există evaluări
- General Welding Works.: USA.: Hydrocarbures - Eau.: OrificesDocument2 paginiGeneral Welding Works.: USA.: Hydrocarbures - Eau.: Orificesmed chabaneÎncă nu există evaluări
- 35 XV 0701Document4 pagini35 XV 0701med chabaneÎncă nu există evaluări
- V4-2205 Phase2Document2 paginiV4-2205 Phase2med chabaneÎncă nu există evaluări
- Ac-2305 A Phase 2Document2 paginiAc-2305 A Phase 2med chabaneÎncă nu există evaluări
- 16-Bouteille 6436Document2 pagini16-Bouteille 6436med chabaneÎncă nu există evaluări
- 16-Bouteille 6436Document2 pagini16-Bouteille 6436med chabaneÎncă nu există evaluări
- V4-2601 Phase2Document2 paginiV4-2601 Phase2med chabaneÎncă nu există evaluări
- 16-Bouteille 6436Document2 pagini16-Bouteille 6436med chabaneÎncă nu există evaluări
- 16-Bouteille 6436Document2 pagini16-Bouteille 6436med chabaneÎncă nu există evaluări
- F2-2102 B Phase2Document2 paginiF2-2102 B Phase2med chabaneÎncă nu există evaluări
- F2-2102 B Phase2Document2 paginiF2-2102 B Phase2med chabaneÎncă nu există evaluări
- N2 Contrôle Radiographique Ou GammagraphiqueDocument9 paginiN2 Contrôle Radiographique Ou Gammagraphiquemed chabaneÎncă nu există evaluări
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Ac-0701 A 38709 Phase 2Document2 paginiAc-0701 A 38709 Phase 2med chabaneÎncă nu există evaluări
- Proces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083Document2 paginiProces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083med chabane50% (2)
- Rapport de Mesure D'Epaisseur Par UltrasonsDocument5 paginiRapport de Mesure D'Epaisseur Par Ultrasonsmed chabane100% (1)
- Procede 121 Arc Automatique Sous Flux SolideDocument7 paginiProcede 121 Arc Automatique Sous Flux Solidemed chabaneÎncă nu există evaluări
- Rapport Levage SC3Document3 paginiRapport Levage SC3med chabaneÎncă nu există evaluări
- Energie-Calcul PréhauffageDocument6 paginiEnergie-Calcul Préhauffagemed chabaneÎncă nu există evaluări
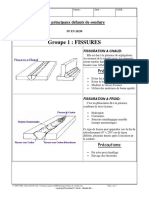
- L Fussiration en SoudageDocument15 paginiL Fussiration en Soudagemed chabaneÎncă nu există evaluări
- Feuille de Calcul Conso Gaz-FilDocument1 paginăFeuille de Calcul Conso Gaz-Filmed chabaneÎncă nu există evaluări
- A Programme de Formation 01-01Document3 paginiA Programme de Formation 01-01med chabane100% (1)
- Proces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083Document2 paginiProces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083med chabane50% (2)
- Proces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083Document2 paginiProces-Verbal D'Epreuve Hydrostatique Des Tuyauteries: PROCÈS VERBAL N°: 3B/250/0083med chabane50% (2)
- Test D'etancheite E102A-B F - CopieDocument3 paginiTest D'etancheite E102A-B F - Copiemed chabane100% (1)
- APL Pont Roulant SC3 OM 649Document29 paginiAPL Pont Roulant SC3 OM 649med chabane100% (1)
- Test D'etancheite E102A-B F - CopieDocument3 paginiTest D'etancheite E102A-B F - Copiemed chabane100% (1)
- SKT - Ain TemouchnetDocument2 paginiSKT - Ain Temouchnetmed chabane100% (1)
- Brochure 2015Document108 paginiBrochure 2015Soufiane Sani HarounaÎncă nu există evaluări
- These HamideDocument286 paginiThese Hamidemaian sajaÎncă nu există evaluări
- Soudure Et Procédés Courants: Cours TechnologieDocument9 paginiSoudure Et Procédés Courants: Cours TechnologiesaisÎncă nu există evaluări
- Cours Soudures - Dossier Profs - BTS AMCR MartiguesDocument8 paginiCours Soudures - Dossier Profs - BTS AMCR MartiguesWissem TaktakÎncă nu există evaluări
- Norme NF ISO 24394 Novembre 2019Document55 paginiNorme NF ISO 24394 Novembre 2019BoubouÎncă nu există evaluări
- 141 TigDocument6 pagini141 TigAziz DzÎncă nu există evaluări
- Rapport Final PDE Imprimante 3D - Martí PujolDocument38 paginiRapport Final PDE Imprimante 3D - Martí PujolANAS ANASÎncă nu există evaluări
- Différences Entre Les Soudures TIG Et MIG - Docx WorkDocument8 paginiDifférences Entre Les Soudures TIG Et MIG - Docx WorkAhmed Bel KaDhiÎncă nu există evaluări
- Le Soudage A ArcDocument18 paginiLe Soudage A ArcMohamed El Hadi RedjaimiaÎncă nu există evaluări
- SoudageDocument10 paginiSoudageabdellah tohariÎncă nu există evaluări
- Im-Code-52018 52021 52022 52030-FreDocument10 paginiIm-Code-52018 52021 52022 52030-FreDesiré RakotonandrianinaÎncă nu există evaluări
- Cours Partie 1 Construction MécaniqueDocument10 paginiCours Partie 1 Construction MécaniqueIssaoui MansourÎncă nu există evaluări
- Notice Poste A Souder Casto Arc 160 Et 200Document10 paginiNotice Poste A Souder Casto Arc 160 Et 200Rachida Jaziri Ep MahouachiÎncă nu există evaluări
- Soudage TIGDocument79 paginiSoudage TIGyo67% (3)
- Nouvelle en ISO 4063 - 2009Document2 paginiNouvelle en ISO 4063 - 2009Popescu AlinÎncă nu există evaluări
- FR Equipements de Controle IntegraDocument6 paginiFR Equipements de Controle IntegraNicolas AUDUÎncă nu există evaluări
- Ms GM MostefaDocument100 paginiMs GM Mostefamaian sajaÎncă nu există evaluări
- Introduction To Welding TechnologyDocument29 paginiIntroduction To Welding TechnologyMohamed TAHDECHTÎncă nu există evaluări
- BASE 09 - Notions de Carrosserie. SoudouresDocument39 paginiBASE 09 - Notions de Carrosserie. Soudouresguenane salah eddineÎncă nu există evaluări
- 5 - Catalogue 2009 - Soudage-tig-Inertage-87-106Document20 pagini5 - Catalogue 2009 - Soudage-tig-Inertage-87-106Sid Bouha100% (1)
- Fiche de Poste SoudeurDocument4 paginiFiche de Poste SoudeurmohÎncă nu există evaluări
- SEANCE-34 - TIG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout Toutes PositionsDocument13 paginiSEANCE-34 - TIG - Souder Sur Tole Fine (Mono Passe) en Bout À Bout Toutes PositionsJulian EmpraÎncă nu există evaluări
- Rappel Sur Les Soudage ClassiqueDocument10 paginiRappel Sur Les Soudage ClassiqueHamdi NefetiÎncă nu există evaluări
- 3D. Choisir Le Procédé de Soudage PDFDocument2 pagini3D. Choisir Le Procédé de Soudage PDFDanem HalasÎncă nu există evaluări
- Memoire Complete2Document73 paginiMemoire Complete2lagrange27 lagrangeÎncă nu există evaluări
- TP SoudageDocument17 paginiTP Soudageagrebi mohamed100% (1)
- Tig Welding FRDocument6 paginiTig Welding FRJawad JawadiÎncă nu există evaluări
- Cours Materiaux MetalliquesDocument76 paginiCours Materiaux MetalliquesOuissamBenjdiyaÎncă nu există evaluări