S-ar putea să vă placă și
- A Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersDocument8 paginiA Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersCan ERTANÎncă nu există evaluări
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsDocument5 paginiCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219Încă nu există evaluări
- Torque InstructionsDocument13 paginiTorque Instructionsjfrench_62000Încă nu există evaluări
- Impact - Test and Fracture TestDocument14 paginiImpact - Test and Fracture TestMinh Tam CaoÎncă nu există evaluări
- Ceramic Bearing: TechnologyDocument240 paginiCeramic Bearing: TechnologyPedro Franco100% (1)
- Press and Shrink FitsDocument11 paginiPress and Shrink FitsAhmed M TÎncă nu există evaluări
- Tightening TechniqueDocument26 paginiTightening Techniqueavabhyankar9393Încă nu există evaluări
- Flow Measurement Techniques and SensorsDocument5 paginiFlow Measurement Techniques and SensorsTAREK ALMAHDYÎncă nu există evaluări
- Fundamentals of Marketing NotebookDocument24 paginiFundamentals of Marketing NotebookMorrisa AlexanderÎncă nu există evaluări
- Home About Us Software Services Training Download Pricing Bolting InfoDocument9 paginiHome About Us Software Services Training Download Pricing Bolting Infopaeg6512Încă nu există evaluări
- Henkel Worldwide Sealing Guidelines PDFDocument32 paginiHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocument9 paginiFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiÎncă nu există evaluări
- Grade 5 Vs Grade 8 Fasteners - TineLokDocument5 paginiGrade 5 Vs Grade 8 Fasteners - TineLokTodd AlexanderÎncă nu există evaluări
- An Insight Into Magneto Rheological DampersDocument239 paginiAn Insight Into Magneto Rheological DampersashutoshmanchandaÎncă nu există evaluări
- Bolted JointDocument9 paginiBolted JointkhanhtruongÎncă nu există evaluări
- The Use of Two Nuts To Prevent Self LooseningDocument4 paginiThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamÎncă nu există evaluări
- Inflatable Packers enDocument51 paginiInflatable Packers enDavid LuhetoÎncă nu există evaluări
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDocument8 paginiPW-3 Part Design For Ultrasonic Welding (Single PGS) HRHugoAlvarez100% (1)
- TEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating EmplDocument37 paginiTEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating Emplpolkadots939100% (1)
- Dynamic Analysis by Component Mode PDFDocument8 paginiDynamic Analysis by Component Mode PDFRodrigo GarayÎncă nu există evaluări
- AlabesDocument14 paginiAlabesraffita_92Încă nu există evaluări
- Dimensioning Practice: Threaded FastenersDocument27 paginiDimensioning Practice: Threaded FastenersAfaq AslamÎncă nu există evaluări
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyDe la EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyEvaluare: 4 din 5 stele4/5 (1)
- Interference Fit Life Factors For Roller BearingsDocument13 paginiInterference Fit Life Factors For Roller BearingsCristina Andreea Crissy100% (1)
- Atlas Copco Whitepaper FrictionDocument6 paginiAtlas Copco Whitepaper FrictionSuresh DÎncă nu există evaluări
- Chapter 8: Screws, Fasteners and The Design of Nonpermanent JointsDocument27 paginiChapter 8: Screws, Fasteners and The Design of Nonpermanent JointsSandeep KumarÎncă nu există evaluări
- Codl and Hot Forging ArticleDocument12 paginiCodl and Hot Forging Articleİlter KilerciÎncă nu există evaluări
- Fabrication Hollow Fiber MembraneDocument5 paginiFabrication Hollow Fiber MembraneDodi AfandiÎncă nu există evaluări
- Thomson Ball Screws PDFDocument240 paginiThomson Ball Screws PDFBharat KumarÎncă nu există evaluări
- Amercoat 878 HSDocument4 paginiAmercoat 878 HSMario KoričanÎncă nu există evaluări
- Water Rocket Technical ReportDocument8 paginiWater Rocket Technical ReportCaproci133% (3)
- A Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysDocument3 paginiA Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysEditor IJTSRD100% (1)
- Thermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethodDocument8 paginiThermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethoderpublicationÎncă nu există evaluări
- Bolting Theory: Function of Bolts and NutsDocument3 paginiBolting Theory: Function of Bolts and NutsCORONADOAGÎncă nu există evaluări
- Group 4 HR201 Last Case StudyDocument3 paginiGroup 4 HR201 Last Case StudyMatt Tejada100% (2)
- Hands On Education System Using Water Rocket PDFDocument5 paginiHands On Education System Using Water Rocket PDFJuan Felipe Rodriguez NavarroÎncă nu există evaluări
- Design of Involute Gear ToothDocument11 paginiDesign of Involute Gear ToothSahil KumarÎncă nu există evaluări
- 2006 - Training ScheduleDocument2 pagini2006 - Training ScheduleDAVIS VELASQUEZÎncă nu există evaluări
- 15 Mechanical EngineeringDocument62 pagini15 Mechanical Engineeringslv_prasaadÎncă nu există evaluări
- Thermal Analysis of Pin Fin With Different Shape Forms Using ANSYS PDFDocument8 paginiThermal Analysis of Pin Fin With Different Shape Forms Using ANSYS PDFMuhammad AbbasÎncă nu există evaluări
- Reduction of Stress Concentration in Bolt Nut ConnectorsDocument6 paginiReduction of Stress Concentration in Bolt Nut ConnectorsjtorerocÎncă nu există evaluări
- Bottle Rocket Science ProjectDocument2 paginiBottle Rocket Science Projectapi-485464038Încă nu există evaluări
- Pitting Resistance Rating in AGMA, ISO and BSDocument8 paginiPitting Resistance Rating in AGMA, ISO and BSVarundeep Merugu NethaÎncă nu există evaluări
- Timing Belt DriveDocument5 paginiTiming Belt DriveKarthik RajanÎncă nu există evaluări
- Week13 TNT Conversion of Piezoelectric Material DataDocument7 paginiWeek13 TNT Conversion of Piezoelectric Material DataDeepak ChachraÎncă nu există evaluări
- Thermal and Structural Analysis of Brake DiscDocument15 paginiThermal and Structural Analysis of Brake DiscPaulWiseÎncă nu există evaluări
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDocument5 paginiDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- Chapter 7 - FEMDocument34 paginiChapter 7 - FEMpaivensolidsnake100% (1)
- An Investigation of The Repetitive Failure in An Aircraft EngineDocument15 paginiAn Investigation of The Repetitive Failure in An Aircraft EnginemanelouchkaÎncă nu există evaluări
- Ball Bearing Skidding Under Axial and Radial LoadDocument23 paginiBall Bearing Skidding Under Axial and Radial LoadFabrizio GrassoÎncă nu există evaluări
- Jet-Lube Reeves Paper PVP2011-57406 Rev 5Document6 paginiJet-Lube Reeves Paper PVP2011-57406 Rev 5Oliver KrausÎncă nu există evaluări
- Wave Spring FAQ EbookDocument25 paginiWave Spring FAQ EbookBarisÎncă nu există evaluări
- SolidWorks Simulation - Avoiding SingularitiesDocument6 paginiSolidWorks Simulation - Avoiding SingularitiesAnonymous P8Bt46mk5IÎncă nu există evaluări
- Effects of Geometry and Processing On The Blow Molding Pinch-OffDocument9 paginiEffects of Geometry and Processing On The Blow Molding Pinch-OffmanuelÎncă nu există evaluări
- Durability Analysis Methodology Engine Valve 14Document12 paginiDurability Analysis Methodology Engine Valve 14myusernameatscribd100% (1)
- Stresses Around Re 00 Kun SDocument256 paginiStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- Gas Dynamics and Jet PropulsionDocument317 paginiGas Dynamics and Jet PropulsionVinoth RajaguruÎncă nu există evaluări
- BRIDON BAC TechnicalDocument25 paginiBRIDON BAC TechnicalMohamed SidateÎncă nu există evaluări
- Nanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationDe la EverandNanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationÎncă nu există evaluări
- Bolted Joint - Wikipedia v123Document8 paginiBolted Joint - Wikipedia v123Juan F CrsÎncă nu există evaluări
- Chap 4 Bolted JointsDocument25 paginiChap 4 Bolted JointsMelese AschalewÎncă nu există evaluări
- Siemens Documentation - Modeling ComponentsDocument1 paginăSiemens Documentation - Modeling ComponentsanupÎncă nu există evaluări
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Document59 paginiInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilÎncă nu există evaluări
- Analytical DataDocument176 paginiAnalytical DataAsep KusnaliÎncă nu există evaluări
- Magnetism 02Document10 paginiMagnetism 02Niharika DeÎncă nu există evaluări
- CompactLogix 5480 Controller Sales GuideDocument2 paginiCompactLogix 5480 Controller Sales GuideMora ArthaÎncă nu există evaluări
- 9IMJan 4477 1Document9 pagini9IMJan 4477 1Upasana PadhiÎncă nu există evaluări
- Benchmarking Guide OracleDocument53 paginiBenchmarking Guide OracleTsion YehualaÎncă nu există evaluări
- Oop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Document14 paginiOop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Hashir KhanÎncă nu există evaluări
- 9780702072987-Book ChapterDocument2 pagini9780702072987-Book ChaptervisiniÎncă nu există evaluări
- Logistic Regression to Predict Airline Customer Satisfaction (LRCSDocument20 paginiLogistic Regression to Predict Airline Customer Satisfaction (LRCSJenishÎncă nu există evaluări
- 01 Automatic English To Braille TranslatorDocument8 pagini01 Automatic English To Braille TranslatorShreejith NairÎncă nu există evaluări
- PS300-TM-330 Owners Manual PDFDocument55 paginiPS300-TM-330 Owners Manual PDFLester LouisÎncă nu există evaluări
- BUSINESS FINANCE - Activity 2Document3 paginiBUSINESS FINANCE - Activity 2Airish PascualÎncă nu există evaluări
- "60 Tips On Object Oriented Programming" BrochureDocument1 pagină"60 Tips On Object Oriented Programming" BrochuresgganeshÎncă nu există evaluări
- AnkitDocument24 paginiAnkitAnkit MalhotraÎncă nu există evaluări
- MATH2070 Computer Project: Organise Porject FoldDocument4 paginiMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeÎncă nu există evaluări
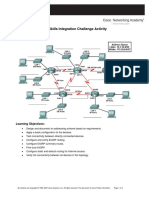
- E2 PTAct 9 7 1 DirectionsDocument4 paginiE2 PTAct 9 7 1 DirectionsEmzy SorianoÎncă nu există evaluări
- Academy Broadcasting Services Managerial MapDocument1 paginăAcademy Broadcasting Services Managerial MapAnthony WinklesonÎncă nu există evaluări
- Management Pack Guide For Print Server 2012 R2Document42 paginiManagement Pack Guide For Print Server 2012 R2Quang VoÎncă nu există evaluări
- Dwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFDocument36 paginiDwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFelegiastepauleturc7u100% (16)
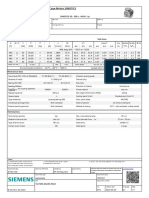
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 pagină1LE1503-2AA43-4AA4 Datasheet enAndrei LupuÎncă nu există evaluări
- Weka Tutorial 2Document50 paginiWeka Tutorial 2Fikri FarisÎncă nu există evaluări
- Binaural Recording Technology: A Historical Review and Possible Future DevelopmentsDocument22 paginiBinaural Recording Technology: A Historical Review and Possible Future DevelopmentsNery BorgesÎncă nu există evaluări
- Gerhard Budin PublicationsDocument11 paginiGerhard Budin Publicationshnbc010Încă nu există evaluări
- 2022 Product Catalog WebDocument100 pagini2022 Product Catalog WebEdinson Reyes ValderramaÎncă nu există evaluări
- CORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Document2 paginiCORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Sanjeev MansotraÎncă nu există evaluări