S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Flange Insulation PresentationDocument10 paginiFlange Insulation PresentationA N MadhavanÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Flange Insulation ReducedDocument32 paginiFlange Insulation ReducedVasudev ShanmughanÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Valve CodesDocument1 paginăValve CodeskathirÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Pressure Relief Valve Engineering HandbookDocument93 paginiPressure Relief Valve Engineering Handbookakrouti92% (12)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Flange IsolationDocument12 paginiFlange Isolationnedumaran.sÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Monash 80129 PDFDocument305 paginiMonash 80129 PDFA N MadhavanÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Pressure Relief Valve Engineering HandbookDocument93 paginiPressure Relief Valve Engineering Handbookakrouti92% (12)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- WAVISTRONG H2O Underground Pipe System Installation Manual FPI v2Document44 paginiWAVISTRONG H2O Underground Pipe System Installation Manual FPI v2vinayakraaoÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Lecture 08 03 2012 Buried Piping by Dynaflow PDFDocument14 paginiLecture 08 03 2012 Buried Piping by Dynaflow PDFhdphimxem100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Behaviour of Buried Pipelines Subjected To External Loading PDFDocument339 paginiBehaviour of Buried Pipelines Subjected To External Loading PDFktsnl100% (2)
- ISO 3506 stainless steel designation system breakdownDocument3 paginiISO 3506 stainless steel designation system breakdownPaulo Henrique NascimentoÎncă nu există evaluări
- Concrete Pipe vs HDPE Drainage Pipe: A Performance ComparisonDocument15 paginiConcrete Pipe vs HDPE Drainage Pipe: A Performance Comparisonyyanan1118Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Bamboo Building Material Strengths UsesDocument8 paginiBamboo Building Material Strengths UsesCyber VirginÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Versa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesDocument2 paginiVersa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesdeepaÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- M-15 PCCDocument38 paginiM-15 PCCRaj PandeyÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Catch Up Plan Nha Format r.0001Document2 paginiCatch Up Plan Nha Format r.0001Anthony Alvarez50% (6)
- Line Pipes and Pipeline Coating Cost SummaryDocument4 paginiLine Pipes and Pipeline Coating Cost Summarymuhammad AzharÎncă nu există evaluări
- Geopolymer Ferrocement Panels Under Flexural Loading: Mohana Rajendran and Nagan SoundarapandianDocument11 paginiGeopolymer Ferrocement Panels Under Flexural Loading: Mohana Rajendran and Nagan SoundarapandianheminÎncă nu există evaluări
- Comparison of CFRP Strips With Conventional Retrofitting Steel PlatesDocument3 paginiComparison of CFRP Strips With Conventional Retrofitting Steel PlatesM.Ahmad RazaÎncă nu există evaluări
- 3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Document22 pagini3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Gaurav BedseÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Kone Manual InstalareDocument15 paginiKone Manual InstalareAndreea DanielaÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- PISR1-En-US SiC Shell & Tube Heat Exchanger - SR SeriesDocument2 paginiPISR1-En-US SiC Shell & Tube Heat Exchanger - SR SeriesViajante_santosÎncă nu există evaluări
- Common Pipe Terminology and AcronymsDocument7 paginiCommon Pipe Terminology and AcronymsDGWÎncă nu există evaluări
- Location: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. AzagraDocument12 paginiLocation: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. Azagramgllacuna73% (11)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- A576 Tvwe2918Document6 paginiA576 Tvwe2918mass3444Încă nu există evaluări
- Woodtech Pu ExteriorDocument2 paginiWoodtech Pu ExteriorSathish SathishÎncă nu există evaluări
- Conventional Vs Non ConventionalDocument2 paginiConventional Vs Non Conventional3headsnakeÎncă nu există evaluări
- An Overview of Changes in The ACI 318-19 Building Code, and Looking Ahead To ACI 318-25 - Andrew W. TaylorDocument72 paginiAn Overview of Changes in The ACI 318-19 Building Code, and Looking Ahead To ACI 318-25 - Andrew W. TaylorAjong DdpÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Ducts DetailsDocument8 paginiDucts DetailsfayasÎncă nu există evaluări
- Components of BuildingDocument23 paginiComponents of BuildingEngr T . TÎncă nu există evaluări
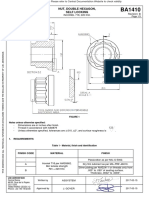
- Nut, Double Hexagon, Self Locking: Page 1/3Document3 paginiNut, Double Hexagon, Self Locking: Page 1/3Renato WatanabeÎncă nu există evaluări
- ETICS BrochureDocument8 paginiETICS Brochureterec_mariusÎncă nu există evaluări
- EN-Dimensional-and-shape-tolerances-according EN 10131:2006Document6 paginiEN-Dimensional-and-shape-tolerances-according EN 10131:2006Tri-Sure More Than ClosuresÎncă nu există evaluări
- Cables AetnaDocument1 paginăCables AetnaJames Ernes Llacza CarmeloÎncă nu există evaluări
- SOLIDWORKS Plastics 2015 Feature Matrix ENGDocument2 paginiSOLIDWORKS Plastics 2015 Feature Matrix ENGMourad Chokri Ben JemaaÎncă nu există evaluări
- Katalog Produk BRM PileDocument16 paginiKatalog Produk BRM Pilerizanindya100% (1)
- Free Garage Cabinet PlanDocument10 paginiFree Garage Cabinet PlanSeth TownsendÎncă nu există evaluări
- Dram & Sample Storage VialsDocument4 paginiDram & Sample Storage VialsSavioÎncă nu există evaluări
- Engiplas - Leading European Supplier of Fluoropolymer Lined Pipes & FittingsDocument67 paginiEngiplas - Leading European Supplier of Fluoropolymer Lined Pipes & Fittings심판자Încă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)