S-ar putea să vă placă și
- Soldadura AutógenaDocument8 paginiSoldadura AutógenaDavid Rivera Luján100% (2)
- Orden Servicio TecnicoDocument2 paginiOrden Servicio Tecnicoaudicon201150% (4)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe la EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoEvaluare: 5 din 5 stele5/5 (1)
- Super MixDocument8 paginiSuper MixEdison Ivan Cardenas MamaniÎncă nu există evaluări
- Soldadura AutogenaDocument10 paginiSoldadura AutogenaEdison Orbea0% (1)
- Formato.133 Trazabilidad de MaterialesDocument2 paginiFormato.133 Trazabilidad de MaterialesSandra100% (1)
- Evacuación HelicópteroDocument5 paginiEvacuación Helicópteromigar100% (1)
- La Soldadura en RefrigeraciónDocument15 paginiLa Soldadura en RefrigeracióncarlosÎncă nu există evaluări
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Evaluare: 3.5 din 5 stele3.5/5 (3)
- Soldadura OxiacetilenicasDocument12 paginiSoldadura Oxiacetilenicashadez95Încă nu există evaluări
- Introduccion Al Izamiento de CargaDocument60 paginiIntroduccion Al Izamiento de CargaWilmer ArcayaÎncă nu există evaluări
- Cálculo de Tanques Atmosféricos - OriginalDocument7 paginiCálculo de Tanques Atmosféricos - OriginaljowarÎncă nu există evaluări
- Formato 131 Rolado de LaminasDocument5 paginiFormato 131 Rolado de LaminasSandraÎncă nu există evaluări
- Schwing Stetter SP 2000Document2 paginiSchwing Stetter SP 2000Héctor VásquezÎncă nu există evaluări
- Modelos Probabilísticos de InventariosDocument9 paginiModelos Probabilísticos de InventariosMarinthyaÎncă nu există evaluări
- S-5-6 Equipo OxiacetilenicoDocument30 paginiS-5-6 Equipo OxiacetilenicoJorge Esteban VillagraÎncă nu există evaluări
- Soldadura Oxi AcetilenicaDocument27 paginiSoldadura Oxi AcetilenicaAnonymous UXepMyKP6Încă nu există evaluări
- Alex Gonzalez Ensayo OAWDocument26 paginiAlex Gonzalez Ensayo OAWAlex GonzalezÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument26 paginiSoldadura OxiacetilenicaCindy Carolina CiroÎncă nu există evaluări
- Informe SoldaduraDocument8 paginiInforme SoldaduraJhonatan Pereda TorresÎncă nu există evaluări
- Soldadura OxigenoDocument9 paginiSoldadura Oxigenohernan huarachiÎncă nu există evaluări
- Macuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Document10 paginiMacuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Erbin C EspinozaÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument5 paginiSoldadura OxiacetilenicaAndrés CastilloÎncă nu există evaluări
- Informe OAW Con Material de AporteDocument10 paginiInforme OAW Con Material de AporteMaribel Estefania Yancha CuevaÎncă nu există evaluări
- SENATIDocument23 paginiSENATIOrtega Tello100% (2)
- OxiacetilenoDocument5 paginiOxiacetilenoGuillermo Andres Torres PertuzÎncă nu există evaluări
- 2021-103069 Fernandez P04 G2Document20 pagini2021-103069 Fernandez P04 G2Pierre Alexander Siu VenegasÎncă nu există evaluări
- Soldadura AutogenaDocument9 paginiSoldadura AutogenaEloy ApomaytaÎncă nu există evaluări
- Trabajo Escrito Soldadura OxiacetilenicaDocument21 paginiTrabajo Escrito Soldadura OxiacetilenicaRolando BartuanoÎncă nu există evaluări
- Proceso Basico en SoldaduraDocument11 paginiProceso Basico en SoldaduraOscar CanizÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument5 paginiSoldadura OxiacetilenicaAdrian MartínezÎncă nu există evaluări
- Soldadura AutógenaDocument6 paginiSoldadura Autógenaanon_953503468Încă nu există evaluări
- Soldadura OxiacetilenoDocument24 paginiSoldadura OxiacetilenoEfrainÎncă nu există evaluări
- Tipos de SoldaduraDocument11 paginiTipos de Soldadurasergio guevaraÎncă nu există evaluări
- Ensayo Carl (Soldadura)Document6 paginiEnsayo Carl (Soldadura)Amboise CarloÎncă nu există evaluări
- Soldadura ResumenDocument20 paginiSoldadura ResumenIsack MaydanaÎncă nu există evaluări
- Soldadura Oxiacetilénica: Daniel Siles ManelDocument14 paginiSoldadura Oxiacetilénica: Daniel Siles Maneldani silesÎncă nu există evaluări
- 3 PDFDocument22 pagini3 PDFhgcuÎncă nu există evaluări
- Soldadura OxiacetilénicaDocument14 paginiSoldadura OxiacetilénicaFrancisco AguirreÎncă nu există evaluări
- Trabajo SoldaduraDocument34 paginiTrabajo SoldaduraKarinaOyanedelVillenaÎncă nu există evaluări
- Cap I Sold. OxigasDocument43 paginiCap I Sold. OxigasWashington Nilver Quispe OrihuelaÎncă nu există evaluări
- Soldadura Por GasDocument4 paginiSoldadura Por GasRicardo AcevedoÎncă nu există evaluări
- Soldadura OxiacetilénicaDocument3 paginiSoldadura OxiacetilénicabarriosalarconsamuelÎncă nu există evaluări
- Soldadura Por Gases (Informe)Document14 paginiSoldadura Por Gases (Informe)Julitza MierezÎncă nu există evaluări
- Flores Machicado Limber Ramiro Proyecto Soldadura OxiacetilenicaDocument11 paginiFlores Machicado Limber Ramiro Proyecto Soldadura OxiacetilenicaLimberÎncă nu există evaluări
- LABORATORIO #4 - Kelvin ArenasDocument4 paginiLABORATORIO #4 - Kelvin ArenasKelvin ArenasÎncă nu există evaluări
- Soldadura AutógenaDocument8 paginiSoldadura AutógenaEduardoOnofaÎncă nu există evaluări
- SOLDADURADocument46 paginiSOLDADURABryan VeraÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument5 paginiSoldadura OxiacetilenicaAdrian MartínezÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument21 paginiSoldadura OxiacetilenicaGabriel Alfonso Ponce JulcaÎncă nu există evaluări
- Soldadura Por Gas PDFDocument9 paginiSoldadura Por Gas PDFEdgar Martínez50% (2)
- Uniones Permanentes y Desmontables.Document23 paginiUniones Permanentes y Desmontables.Jesús MendezÎncă nu există evaluări
- Informe Soldadura 200Document8 paginiInforme Soldadura 200Teodoro AlticoÎncă nu există evaluări
- SoladurasDocument10 paginiSoladurasjavierÎncă nu există evaluări
- Soldadura Brazing o FuerteDocument17 paginiSoldadura Brazing o FuerteNelson EsquivelÎncă nu există evaluări
- SOLDADURADocument17 paginiSOLDADURACristhian J. PiñangoÎncă nu există evaluări
- Soldadura OxiacetilénicaDocument7 paginiSoldadura Oxiacetilénicakiko1984Încă nu există evaluări
- Informe Soldadura Por OxiacetilenoDocument9 paginiInforme Soldadura Por OxiacetilenoDaniel DGÎncă nu există evaluări
- SOLDADURA OXIACETILÉNICA - Mendez Gomez, Anthony J.Document14 paginiSOLDADURA OXIACETILÉNICA - Mendez Gomez, Anthony J.Anthony MeNdezÎncă nu există evaluări
- Corte Con OxiacetilenoDocument5 paginiCorte Con OxiacetilenoGuillermo Andres Torres PertuzÎncă nu există evaluări
- Soldadura - OXI Y SMAW CORTO OKOKDocument22 paginiSoldadura - OXI Y SMAW CORTO OKOKAlexander jorge perez villegasÎncă nu există evaluări
- P5 - EJM (Soldadura Plomo-Estaño)Document16 paginiP5 - EJM (Soldadura Plomo-Estaño)Emmanuel JimenezÎncă nu există evaluări
- Soldadura OxiacetilénicaDocument9 paginiSoldadura OxiacetilénicaYoselin Ramos LorenzoÎncă nu există evaluări
- Soldadura OxiacetilénicaDocument11 paginiSoldadura OxiacetilénicaALMAÎncă nu există evaluări
- Soldadura OxiacetilenicaDocument5 paginiSoldadura OxiacetilenicaJuan ArbitoÎncă nu există evaluări
- Laboratorio de SoldaduraDocument20 paginiLaboratorio de SoldaduraRaul Cansaya LinaresÎncă nu există evaluări
- Practica 3 Soldadura Por Gas Combustible y OxigenoDocument9 paginiPractica 3 Soldadura Por Gas Combustible y Oxigenojcpajaro7Încă nu există evaluări
- Soldadura Por LlamaDocument6 paginiSoldadura Por LlamaAida Elena Yupanqui Quispe33% (3)
- R-IN-05 Informe Final Horno 2 Virola y LlantaDocument17 paginiR-IN-05 Informe Final Horno 2 Virola y LlantaSandraÎncă nu există evaluări
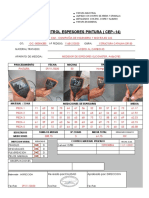
- Control Espesores de Pintura - CAPA 1Document1 paginăControl Espesores de Pintura - CAPA 1SandraÎncă nu există evaluări
- Reportes Liquidos Penetrantes 001 CIMDocument3 paginiReportes Liquidos Penetrantes 001 CIMSandraÎncă nu există evaluări
- Control Espesores de Pintura - CAPA 2Document1 paginăControl Espesores de Pintura - CAPA 2SandraÎncă nu există evaluări
- Listado de Soldadores CalificadosDocument2 paginiListado de Soldadores CalificadosSandraÎncă nu există evaluări
- Inspeccion Por Liquidos Penetrantes 008Document1 paginăInspeccion Por Liquidos Penetrantes 008SandraÎncă nu există evaluări
- Indice DossierDocument17 paginiIndice DossierSandraÎncă nu există evaluări
- Isometrico Linea P1056 en D101Document1 paginăIsometrico Linea P1056 en D101SandraÎncă nu există evaluări
- Informe Detallado de Soldadura TANQUE YOPAL PDFDocument4 paginiInforme Detallado de Soldadura TANQUE YOPAL PDFSandraÎncă nu există evaluări
- Brochure Pungo OficialDocument7 paginiBrochure Pungo OficialSandraÎncă nu există evaluări
- 5) Saw PDFDocument3 pagini5) Saw PDFSandraÎncă nu există evaluări
- Informe BarbotinaDocument16 paginiInforme BarbotinaXiomara Llanos CordovaÎncă nu există evaluări
- Cortacorrientes BMW CruiserDocument7 paginiCortacorrientes BMW CruisercarpincasÎncă nu există evaluări
- 03 Especificaciones IE El RecuerdoDocument493 pagini03 Especificaciones IE El Recuerdoanon_615179342100% (1)
- DCN Ept PDFDocument13 paginiDCN Ept PDFabrahamd100% (1)
- Resumen Capitulo 6 de Tarquin - Luis - Alvaro - Villavicencio - RodriguezDocument9 paginiResumen Capitulo 6 de Tarquin - Luis - Alvaro - Villavicencio - RodriguezSonicGamer 01Încă nu există evaluări
- Las Competencias Clave de La Administración de La Cadena de SuministroDocument30 paginiLas Competencias Clave de La Administración de La Cadena de SuministroMario Obando CazorlaÎncă nu există evaluări
- Phe 0027 2014Document7 paginiPhe 0027 2014meyfer8053Încă nu există evaluări
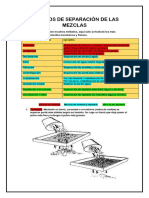
- Métodos de Separación de Las MezclasDocument5 paginiMétodos de Separación de Las MezclasJhair Quispe BocanegraÎncă nu există evaluări
- TermocuplasDocument16 paginiTermocuplasBenjamín Price BallónÎncă nu există evaluări
- Ensayo U6 - Manufactura AvanzadaDocument4 paginiEnsayo U6 - Manufactura AvanzadaDiana JiménezÎncă nu există evaluări
- Drenaje Subsuperficial o SubterraneoDocument12 paginiDrenaje Subsuperficial o SubterraneoJuan LlanoÎncă nu există evaluări
- Sistema de Gestion de La Seguridad de La InformacionDocument4 paginiSistema de Gestion de La Seguridad de La InformacionSaraÎncă nu există evaluări
- Sistema de Registro de ClientesDocument2 paginiSistema de Registro de ClientesALFRED ROGER MARINÎncă nu există evaluări
- Diseño y Validación de Instrumentos de Recolección de DatosDocument5 paginiDiseño y Validación de Instrumentos de Recolección de DatosWilber AlfaroÎncă nu există evaluări
- Nomenclatura de Los AcerosDocument13 paginiNomenclatura de Los AcerosEstefaniaPalacioLópezÎncă nu există evaluări
- Ficha Tecnica HidanteDocument6 paginiFicha Tecnica Hidantejasan33Încă nu există evaluări
- Bateria de Separacion Agua FriaDocument29 paginiBateria de Separacion Agua Friatecmaster117Încă nu există evaluări
- PAT NG Es ClampsDocument2 paginiPAT NG Es ClampsNicolas150956Încă nu există evaluări
- Microsoft Word - LIBRO INTRODUCCION A LA ADMINISTRACION COMPLETO PADocument14 paginiMicrosoft Word - LIBRO INTRODUCCION A LA ADMINISTRACION COMPLETO PAJeki JDÎncă nu există evaluări
- Practica Sem 01Document3 paginiPractica Sem 01JhontPvÎncă nu există evaluări
- Convenio 200925. Solicitud Contratacion 688-2021. Construccion Puentes - (Anexos)Document199 paginiConvenio 200925. Solicitud Contratacion 688-2021. Construccion Puentes - (Anexos)Pablo VargasÎncă nu există evaluări
- Normas ItilDocument12 paginiNormas ItilRenato CH HerediaÎncă nu există evaluări
- Mapa de Procesos de Transmilenio S.A.Document9 paginiMapa de Procesos de Transmilenio S.A.Yulied Andrea PINZON GORDILLOÎncă nu există evaluări
- GSSL - SIND - PETS105 Control de Riesgos de CaídasDocument10 paginiGSSL - SIND - PETS105 Control de Riesgos de Caídasmiguel angel garciaÎncă nu există evaluări