Documente Academic
Documente Profesional
Documente Cultură
Generalitati Precizia Robotilor
Încărcat de
Duca AdinaTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Generalitati Precizia Robotilor
Încărcat de
Duca AdinaDrepturi de autor:
Formate disponibile
2.
NOȚIUNI GENERALE PRIVIND PRECIZIA ROBOȚILOR INDUSTRIALI
2.1 Introducere
Robotica reprezintă un domeniu aplicativ al ştiinţelor inginereşti constituind o punte de legătură între
tehnologia maşinilor unelte şi inteligenţa artificială. Acest domeniu vast al roboticii are la bază cercetările şi
realizările din domenii conexe precum proiectarea maşinilor, teoria controlului, micro-electronica,
programarea calculatoarelor, inteligenţa artificială, domenii care au cunoscut o dezvoltare exponenţială în
ultimii ani şi care au favorizat în acest fel progresele recente înregistrate în robotică.
Robotica modernă a început să cunoască o reală dezvoltare pe la sfârşitul anilor ’60, odată cu
inventarea microprocesorului, deschizându-se astfel calea spre realizarea în premieră a controlului
computerizat pentru un manipulator cu mai multe axe. De atunci, robotica s-a dezvoltat în mod continuu,
evoluând de la tehnologiile special create pentru această clasă de manipulatoare şi care aveau drept scop
repetarea unei sarcini programate, la un domeniu multidisciplinar care încorporează numeroase ramuri ale
ştiinţelor aplicate şi ingineriei. Domenii de cercetare precum viziunea computerizată, inteligenţa artificială
sau recunoaşterea vocală constituie elemente cheie în dezvoltarea şi implementarea roboticii în diferite
aplicaţii industriale (şi nu numai). Acestea constituie la rândul lor domenii multidisciplinare importante ce au
la bază calculul computerizat, electronica respectiv comanda.
Astfel, se poate observa că robotica reprezintă un domeniu vast care acoperă un spectru important al
ştiinţelor inginereşti şi conexe. În prezent, tendinţele în robotică vizează în special proiectarea, comanda şi
implementarea unor sisteme mecanice capabile să îndeplinească sarcini de lucru complexe, utilizând un
limbaj de comunicare similar celui utilizat de oameni. Mai mult decât atât, sistemele robotizate pot lua
diferite forme de la cele mai intangibile de tipul dispozitivelor utilizate pentru interpretarea imaginilor
preluate de sondele spaţiale la cele mai concrete cum ar fi de exemplu roboţii utilizaţi în chirurgie în cadrul
diferitelor intervenţii. Sistemele robotizate ajung astfel să substituie omul în tot mai multe activităţi. Deşi
roboţii utilizaţi la ora actuală au evoluat mult de la stadiul de simple manipulatoare programabile, încă
există tendinţa de a-i asocia operaţiilor simple de manipulare/mişcare.
2.2 Noţiuni generale referitoare la precizia roboţilor industriali
Aplicaţiile industriale robotizate au cunoscut o dezvoltare continuă de la introducerea primelor
dispozitive robotizate până în zilele noastre. Aceste aplicaţii încă mai includ procese de fabricaţie
tradiţionale însă în ultimii ani ele s-au extins spre alte zone cum ar fi medicina sau industria de
divertisment. Au apărut astfel noi domenii de utilizare a capabilităţilor roboţilor una dintre ele fiind chirurgia
robotizată, unde atât precizia cât şi repetabilitatea roboţilor utilizaţi sunt esenţiale. Aplicaţiile care se
bazează pe procese de fabricaţie prezintă o serie de cerinţe care cunosc diferite modificări în timp în
funcţie de tipul de produs, nivelul de calitate al acestuia, obligând roboţii să se adapteze acestor cerinţe în
continuă schimbare. Deci, indiferent de tipul sau complexitatea aplicaţiei, cerinţele în ceea ce priveşte
roboţii sunt din ce în ce mai mari. Performanţele unui robot pot fi evaluate doar prin prisma aplicaţiilor
pentru care a fost proiectat sau în care acesta este utilizat. Astfel apare întrebarea dacă introducerea unor
tehnologii noi ar contribui la îmbunătăţirea caracteristicilor de performanţă ale roboţilor existenţi în ceea ce
priveşte precizia şi repetabilitatea. O barieră tehnologică care a afectat o lungă perioadă de timp industria
robotizată a constat în problema reducerii sau chiar a eliminării erorii care apare între sistemul de referinţă al
sculei de lucru şi sistemul de referinţă ataşat piesei . În continuare vor fi analizate câteva aspecte legate de
componentele unei celule robotizate, de sistemele de referin ță ata șate precum și de erorile pe care
acestea le introduc în sistem. În Fig.2.1 se prezintă aceste sisteme.
Situarea (poziția și orientarea) flanșei pe care se montează efectorul final sau scula robotului este definită în
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 40
raport cu sistemul de referință atașat bazei fixe a robotului. Din punct de vedere matematic aceasta este definită
prin intermediul matricei de transformare omogenă dintre sistemele atașate bazei, respectiv flanșei robotului.
Această matrice de transformare este funcție de poziția și orientarea fiecărei cuple.
Sistemul de referință atașat efectorului final (sculei de lucru) definește transformarea dintre sistemul
atașat flanșei robotului și un sistem atașat punctului caracteristic. Poziția și orientarea sistemului atașat sculei
se modifică în cazul în care scula este schimbată în timpul procesului de lucru sau dacă este uzată.
Situarea robotului in spațiul real de lucru trebuie de asemenea să fie determinată pentru a asigura
precizia impusă de aplicația în care este implementat robotul. Aceasta este definită de matricea de
transformare dintre sistemul de referin ță ata șat bazei fixe a robotului și un sistem de referin ță oarecare ales
în interiorul celulei robotizate. În cazul în care robotului i se adaugă o axă suplimentară de mi șcare, (cale
de rulare) poziția sistemului atașat bazei robotului se va modifica pe parcursul procesului de lucru.
S FL
S TCP
SP
SS P
SR
SC R
Fig. 2.1 – Componentele unei celule robotizate și sistemele de referin ță ata șate
Situarea piesei în spațiul de lucru este definită în raport cu dispozitivele de prindere/fixare, benzile
transportoare sau platformele rotative din spa țiul de lucru al robotului. Matematic, este reprezentată de
transformarea ce are loc între sistemul de referință atașat piesei și sistemul de referință al celulei robotizate.
Piesa de prelucrat introduce o serie de erori datorate abaterilor de pozi ție sau deforma țiilor care pot
să apară în timpul procesului de lucru. Dacă aceste erori depă șesc valoarea toleran țelor admisibile,
sistemul senzorial utilizat în cadrul procesului de lucru trebuie reproiectat și modificat.
Sistemul de măsurare utilizat are rolul de a calibra sau de a orienta componentele celulei robotizate.
Acest sistem își raportează măsurătorile la un sistem de referin ță ales undeva în spa țiul de lucru al
robotului, a cărui poziție trebuie determinată în func ție de sistemul de referin ță ata șat celulei de lucru.
Eroarea care apare între sistemul de referinţă ataşat sculei de lucru şi sistemul de referinţă al piesei se
datorează în mare parte, diferenţelor care apar între modelarea analitică a robotului şi cea a controlerului,
factori precum erorile de prelucrare sau de montaj influenţând de asemenea această eroare.
Soluţii precum proiectarea şi construirea unor structuri mai performante sau a unor dispozitive de
fixare mai rigide, caracterizate de o repetabilitate bună precum şi îmbunătăţirea proceselor de prelucrare
au oferit o rezolvare parţială a acestei probleme. Aceste soluţii s-au dovedit a fi de cele mai multe ori
nefezabile datorită cerinţelor greu de satisfăcut sau a costurilor implicate mult prea ridicate.
Astfel, compensarea erorii printr-un proces intern de feed-back devine o soluţie economică şi mai uşor
de aplicat. În orice sistem de comandă (control), nivelul de complexitate al aplicaţiei este definit prin
intermediul parametrilor de proces. Dacă de exemplu, se doreşte îmbunătăţirea rezoluţiei sau a preciziei
robotului, este esenţial ca măsurătorile să fie realizate cu ajutorul unui sistem de măsurare performant.
Parametrii care afectează procesul de poziţionare în cazul unui robot sunt rezoluţia, repetabilitatea şi
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 41
precizia. Aceşti parametri sunt influenţaţi în mod direct de comportamentul diferitelor componente utilizate
în construcţia roboţilor (elemente cinetice, motoare, codificatoare), de procedeul de fabricaţie precum şi de
capabilităţile sistemului de acţionare utilizat sau cele ale controlerului robotului.
2.2.1 Terminologie. Caracteristici ale preciziei. Sursele erorilor.
În continuare vor fi prezentate în mod lapidar o serie de definiţii şi caracteristici ale acestor parametri.
Rezoluţia este una din funcţiile ce caracterizează sistemul de comandă al unui robot şi care poate fi
definită ca cea mai mică deplasare ce poate fi efectuată de robot în spaţiul de lucru. Rezoluţia poate fi
definită ca funcţie de cel mai mic increment de poziţie ce poate fi comandat de către controlerul robotului
sau cea mai mică modificare incrementală de poziţie pe care controlerul robotului o poate sesiza.
Rezoluţia sistemului este dată de rezoluţia sistemului de comandă utilizat pentru a acţiona robotul, fiind
influenţată de procedeul de construcţie, rigiditatea braţului robotului (flexibilitatea structurală), tipurile de
codificatoare utilizate şi de mulţi alţi factori. În definirea rezoluţiei unui robot este foarte important să se
facă distincţia între pragul / rezoluţia de control (amorsare) şi rezoluţia de programare.
Rezoluţia de program poate fi definită cea mai mică modificare de poziţie ce poate fi stabilită prin programul
robotului, cunoscută şi sub denumirea de unitatea fundamentală de rezoluţie. De exemplu, în cazul unui robot
de tip ABB IRB2000, valoarea rezoluţiei de program, măsurată pe axă, este de 0,125 mm .
Rezoluţia de control (pragul de amorsare) reprezintă cea mai mică modificare de poziţie care poate fi
sesizată şi comandată de controlerul robotului. Pentru a înţelege mai bine acest termen, se consideră spre
exemplu un codificator optic care emite 1500 de impulsuri luminoase / rotaţie completă. Astfel, dispozitivul
va emite câte un impuls luminos la fiecare deplasare a arborelui cu 0,24 a arborelui motor.
Această valoare incrementală de 0,24 reprezintă rezoluţia de control pentru această axă de mişcare
iar valorile care se situează sub această limită nu pot fi sesizate de controler. Sistemul funcţionează la
parametri de performanţă atunci când rezoluţia de control şi cea de programare au valori egale. În acest
caz, se poate vorbi de rezoluţia de sistem (rezoluţia sistemului), definită anterior.
Rezoluţia spaţială este definită ca fiind cea mai mică mişcare ce poate fi realizată de efectorul final sau
scula de lucru, ataşată robotului (Fig. 2.2). Rezoluţia spaţială reprezintă o combinaţie între rezoluţia de
control şi erorile de poziţionare cauzate de interacţiunea dinamică dintre robot şi mediul de lucru.
Matematic, rezoluţia spaţială reprezintă produsul tuturor rezoluţiilor de control din fiecare cuplă a robotului.
Un alt parametru ce influenţează
poziţionarea corectă a robotului în spaţiul de
lucru îl reprezintă repetabilitatea. Aceasta
reprezintă o măsură a capabilităţii unui robot
de a reveni de fiecare dată într-o poziţie care
a mai fost atinsă anterior şi care apare
specificată în programul său de lucru. Cu
alte cuvinte, repetabilitatea se referă la
abilitatea robotului de a-şi poziţiona efectorul
final într-un punct din spaţiu, învăţat anterior
sau, capacitatea robotului de a reveni la
valorile coordonatelor generalizate din cuple,
ce caracterizează o poziţie anume, de fiecare
dată când controlerul comandă acest lucru.
Termenul de repetabilitate are conotaţii
statistice, fiind adesea asociat în mod greşit cu
precizia, noţiune ce defineşte frecvenţa cu
Fig. 2.2 – Legătura dintre precizie și rezoluția spațială care acelaşi punct este atins de fiecare dată,
pe parcursul procesului de lucru.
De exemplu, în cazul în care efectorul final
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 42
robotului este programat să se rotească cu un anumit unghi qi faţă de o poziţie oarecare considerată poziţia
ţintă şi să repete această acţiune de n ori, se poate observa că în realitate atât unghiul de rotaţie cât şi poziţia
care se doreşte a fi atinsă, diferă de fiecare dată faţă de cea stabilită în programul de comandă cu o valoare
foarte mică, denumită generic, eroare. Este important de menţionat faptul că repetabilitatea nu descrie
eroarea de poziţionare în raport cu sistemul de referinţă fix ataşat robotului. Astfel, repetabilitatea sistemului
va fi dată de deviaţia standard a deplasărilor (gradul în care o valoare individuală dintr-o distribuţie probabilă
tinde să varieze faţă de media distribuţiei). (conform Fig. 2.3). O valoare a repetabilităţii de 0,2 mm ,
indică faptul că efectorul final al robotului va reveni într-un punct situat la 0,2 mm de o parte şi de alta a
centrului modelului de repetabilitate utilizat.
Fig. 2.3 – Exemplificarea noțiunii de repetabilitate
Majoritatea producătorilor de roboţi industriali includ în specificaţiile tehnice de produs valoarea repetabilităţii
pentru diferitele modele de roboţi industriali de pe piaţă, aceasta fiind preferată preciziei. Motivul pentru care se
preferă menţionarea în specificaţiile tehnice a repetabilității în locul preciziei este acela că precizia roboţilor
depinde într-o mare măsură de capacitatea portantă ce îi caracterizează (sarcina utilă).
O sarcină de lucru mai mare decât cea recomandată în specificaţiile de produs poate cauza deformaţii
ale diferitelor elemente precum şi apariţia unor momente foarte mari în cuplele robotului. Acest fapt
conduce la scăderea preciziei de poziţionare valoarea repetabilităţii rămânând neschimbată. În general,
roboţii sunt caracterizaţi de o repetabilitate mai bună comparativ cu precizia. (Fig. 2.4). Repetabilitatea ce
caracterizează un robot are valori de ordinul sutimilor de inch sau a zecimilor de milimetru.
Fig. 2.4 – Reprezentarea rezoluției, preciziei și repetabilită ții unui robot
Definiţia general acceptată pentru noţiunea de repetabilitate este cea furnizată de standardul ISO 9283.
Ultimul parametru (şi cel mai important) care influenţează într-o măsură semnificativă procesul de
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 43
poziţionare în spaţiul de lucru al efectorului final pe parcursul executării sarcinii de lucru este precizia.
Noţiunea de precizie se referă la abilitatea unui robot de a aduce punctul caracteristic al efectorului
final într-o poziţie ţintă, specificată în programul de lucru şi care poate fi asimilată spaţiului de lucru a
robotului. Altfel spus, precizia reprezintă capabilitatea unui robot de a atinge o anumită poziţie indicată.
Precizia absolută şi repetabilitatea absolută descriu abilitatea unui robot de a atinge o poziţie ţintă, fără
abateri. Precizia dinamică reprezintă capacitatea unui robot de a urmări fără erori sau cu erori minime o
traiectorie indicată (programată). Pentru ca robotul utilizat să fie capabil să urmărească orice traiectorie cu
precizie cât mai ridicată, este necesar ca acestuia să-i fie aplicat un reglaj suplimentar faţă de un sistem de
referinţă absolut, în scopul evitării coliziunilor iminente cu alte componente ale celulei robotizate.
În cazul ideal, atât precizia absolută cât şi precizia dinamică pot fi reduse la rezoluţia sistemului.
În concluzie, se poate observa faptul că erorile influenţează procesul de poziţionare, robotul estimând
în mod greşit coordonatele unui punct ce corespund unui set de unghiuri din cuple, cunoscute.
Complianţa, sau elasticitatea din cuplele robotului cum mai este definită, este rezultatul acţiunii forţei
gravitaţionale, a sarcinii de lucru şi inerţiei, influenţând într-o mare măsură precizia de poziţionare a robotului.
2.2.2 Caracteristici ale preciziei roboţilor industriali
Precizia in funcţionare a roboţilor industriali poate fi evaluată prin intermediul erorilor. Erorile sunt
definite ca diferenţa dintre mărimea necesară de realizat (valoarea nominală) şi mărimea realizată efectiv
(valoarea reală). Termenul de eroare se utilizează sub forma unui cuplu u , putându-se afirma cu o
probabilitate oarecare că poziţia sau orientarea punctului, respectiv dreptei caracteristice se află in
intervalul x u , x u , x reprezentând media rezultatelor măsurătorilor efectuate pentru determinarea
unui anumit parametru. Pentru eliminarea influenţei erorii ce caracterizează dispozitivul de măsurare
utilizat, și determinarea caracteristicilor de precizie, se definesc condiţiile de repetabilitate specificate.
Aceste condiţii corespund unor măsurători repetate, efectuate asupra aceluiaşi robot, utilizând acelaşi
dispozitiv de măsurare (suficient de precis, pentru ca eroarea proprie mijlocului de măsurare să fie
neglijabilă în raport cu eroarea robotului) respectiv aceeaşi metodă, sub acţiunea aceloraşi mărimi de
influenţă care se păstrează practic constante pe tot parcursul măsurătorilor. Se propun următoarele
caracteristici de precizie pentru roboţii industriali programaţi prin învă țare:
Precizia de poziţionare mono-direcţională exprimă
valoarea intervalului de concordanța dintre poziţia
stabilită prin program şi poziția reală (atinsă) a
punctului caracteristic. Aceasta reprezinta diferența
dintre poziţia comandată a punctului caracteristic şi
centrul de greutate al norului de puncte atinse la
repetarea de n ori a aceleiaşi traiectorii comandate, în
condiţii de repetabilitate specifică (Fig.2.5).
Dacă se notează cu x c , y c , respectiv zc
coordonatele punctului comandat şi cu x , y , z
media coordonatelor x i , y i , z i ale punctelor atinse,
(Fig.1.6).raportate la un reper fix, se pot scrie:
1 n 1 n 1 n
x x i , y y i , z zi Precizia
n i 1 n i 1 n i 1
de poziționare după cele trei axe este definită
conform ecuațiilor de mai jos:
Lx x x c , Ly y y c , Lz z zc .
Fig. 2.5 Precizia de poziționare mono-direcțională
În final, precizia de poziționare rezultantă, conform Fig.2.5, se determină cu expresia:
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 44
L L2x L2y L2z .
Eroarea de poziţionare mono – direcţională reprezintă valoarea statistică a intervalului de valori ale
coordonatelor atinse de punctul caracteristic în condiţii de repetabilitate specificate, stabilită cu
siguranţă statistică P % pentru aceeaşi poziţie şi traiectorie comandată și parcursă de n ori:
t
u x ,y ,z P % Sx ,y ,z
n
unde Sx ,y ,z sunt abaterile medii pătratice ale punctelor individuale fa ță de valorile medii pe cele trei axe.
1 n 1 n 1 n
xi x , yi y , zi z
2 2 2
Sx Sy Sz
n 1 i 1 n 1 i 1 n 1 i 1
Dacă erorile ce caracterizează cele trei axe se consideră necorelate, va rezulta următoarea expresie:
uP % u x2,P % u y2,P % u z2,P % .
care poate fi considerată echivalentă cu ecua ția,
t 1 n
uP % x i x 2 y i y 2 z i z 2 ;
n n 1 i 1
unde, n reprezintă numărul de puncte, t f P ,v este parametrul distribuţiei Student cu v n 1 g.d.l.
INTERFATA
Pentru siguranţa statistică, se
Sistemul de x j MECANICA aleg valorile P 95% sau
z
coordonate
paralel cu cel x C Centrul de P 99% .
atasat bazei masurare
Preferința pentru utilizarea
Punctul "j"
repartiţiei Student în locul
atins
repartiţiei normale, este
Punctul justificată de numărul mic de
comandat experimente realizate( n 10
zC O
zj ).
Precizia de orientare mono – direcţională
yC – exprimă valoarea intervalului de
x yj concordanță dintre poziţia stabilită prin
y
program şi poziția reală atinsă de dreapta
caracteristică. Se exprimă ca diferenţa
Fig.2.6 Prezentare generală a schemei de precizie dintre unghiurile comandate (prin
program) pentru dreapta caracteristică
(sau în unele cazuri şi ale dreptei auxiliare), formate cu axele sistemului de referinţă fix şi valorile medii ale
unghiurilor măsurate obţinute de dreapta caracteristică, respectiv dreapta auxiliară faţă de aceleaşi axe,
după parcurgerea de n ori a aceleiaşi traiectorii, în condiţiile de repetabilitate specificate (conform Fig.2.6).
Aceasta se definește cu relaţiile de mai jos:
1 n
x ,y ,z x ,y ,z i ;
n i 1
x ,y ,z x ,y ,z x ,y ,z c .
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 45
unde, x ,y ,z i reprezintă unghiurile măsurate ale dreptei caracteristice fa ță de un reper fix
x ,y ,z c reprezintă unghiurile comandate (prin programul de comandă al robotului)
Valoarea medie a Eroarea de orientare mono-direcţională
orientarilor obtinute reprezintă valorile statistice stabilite cu
siguranţa statistică P % pentru intervale de
valori ce conțin diferenţele unghiurilor măsurate
x U , P %
x x ale dreptei caracteristice, respectiv ale dreptei
auxiliare faţă de axele sistemului de referinţă
precum şi valorile medii ale acestor orientări,
x ,c după parcurgerea de n ori a aceleiaşi
x Orientarea comandata O traiectorii, în condiţiile de repetabilitate
specificate. Erorile de orientare după cele trei axe
Fig.2.7 Precizia de orientare mono-direcțională (Fig.2.7), se exprimă cu următoarea relație
matematică:
t
ua x ,y ,z P % n
Sax ,y ,z
1 n
unde, Sax ,y ,z x ,y ,z i x ,y ,z .
n 1 i 1
sunt abaterile medii pătratice ale orientării dreptei caracteristice faţă de valoarea medie, pe cele trei axe.
Înlocuind ecuația (1.10) în (1.11) se obţine expresia ce caracterizează eroarea globală de orientare:
t
u , P % Sx2 Sy2 Sz2
n
t 1 n
xi x y i y zi z
2 2 2
echivalentă cu, u , P %
n n 1 i 1
y Gj
Precizia de poziţionare multidirecţională se exprimă ca
distanţa dintre valorile medii ale mulţimii de puncte
obţinute pentru acelaşi punct comandat, după
y
yj Linia centrelor parcurgerea de n ori a două traiectorii diferite, în
uj de masa condiţii de repetabilitate specificate, ambele traiectorii
yj având în comun același punct de plecare:
T j z
L 1,2 x1 x 2 2 y 1 y 2 2 z1 z2 2 .
Eroarea de poziţionare multidirecţională reprezintă cu o
siguranţă statistică de P% abaterile maxime ale preciziei
zj de poziţionare multidirecţionale a cărei expresie de
O zj
definiție a fost prezentată anterior:
xj t
xj
u1,2, P % u1,2 P % u2,2 P % .
x x n
Fig.2.8 Precizia traiectoriei
Precizia de orientare multidirecţională -diferenţa dintre
valorile medii ale orientării dreptei caracteristice, pentru aceeași orientare comandată, după repetarea de n ori a 2
traiectorii diferite:
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 46
x ,y ,z 1,2 x ,y ,z 1 x ,y ,z 2 .
Eroarea de orientare multidirecţională exprimă cu o siguranţă statistică de P % abaterile maxime ale
preciziei de orientare multidirecţionale și anume:
u x , y , z
1,2, P %
t
2 2
u x , y , z u x , y , z
n 1, P % 2, P %
Precizia traiectoriei poate fi definită ca mărimea intervalului de concordan ță dintre traiectoria medie
efectiv realizată şi traiectoria comandată. Punctele traiectoriei medii reprezintă centrele de greutate ale
punctelor ce aparțin diverselor traiectorii ce străbat o secţiune j perpendiculară pe traiectoria comandată
(Fig.2.8), caracterizate prin intermediul coordonatelor x j , y j , z j .Precizia de poziţionare a efectorului final
într-o secţiune oarecare j a traiectoriei este exprimată astfel:
T j x j2 y j2
Precizia de poziţionare pe traiectorie a efectorului final este determinată cu expresia:
max T j max x j2 y j2 .
j j
Eroarea traiectoriei este intervalul maxim în care se poate determina cu o siguranţă statistică de P %
poziţia reală a punctului caracteristic, într-o secţiune oarecare j a fasciculului de n traiectorii (Fig.2.8):
t
uT j , P % Sj .
n
1 n
x ij x j y ij y j .
2 2
unde, Sj
n 1 i 1
Eroarea globală de poziționare a efectorului final pe traiectoria de mișcare comandată se calculează astfel:
uT , P % max uT j , P % .
j
2.2.3 Sursele erorilor
Precizia, repetabilitatea şi rezoluţia pot fi afectate de o serie de factori externi: frecarea, temperatura,
sarcinile de lucru şi toleranţele de fabricaţie ale componentelor ce intră în alcătuirea robotului industrial.
Prin standardul internaţional ISO 9283 sunt stabilite criteriile de performanţă ce caracterizează structurile
de roboţi industriali. Tot aici sunt făcute o serie de recomandări referitoare la metodele de testare ce
trebuie aplicate în scopul obţinerii unor valori optime pentru parametrii de performanţă.
Precizia de situare respectiv repetabilitatea de situare reprezintă două dintre cele mai importante criterii de
performanţă menţionate în standardul ISO 9283 şi totodată cele mai utilizate în practică. În funcţie de
modalitatea în care se realizează comanda robotului, se recomandă aplicarea unuia dintre cele două criterii
de performanţă menţionate. De exemplu, în situaţia în care comanda robotului se face manual (modul teach -
in) este necesar ca acesta să fie caracterizat de o repetabilitate de situare bună. Dacă programul
robotului este generat sub forma unei simulări 3D (programare offline), precizia absolută este esenţială.
Atât precizia cât şi repetabilitatea de situare pot fi afectate de o serie de factori cinematici, dintre care se
evidenţiază deplasările din cuple, respectiv deformaţiile elementelor cinetice ale robotului.
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 47
Aceşti factori pot afecta grav calitatea procesului de lucru în care este utilizat robotul. După cum se ştie,
scopul principal al funcţionării roboţilor industriali îl constituie realizarea unor poziţii şi orientări prescrise ale
s, i
pieselor manipulate, precizia fiind evidenţiată de valorile
z ir
abaterilor poziţionale, la care se adaugă abaterile de
y ir
deplasare, de viteză, acceleraţii şi respectiv forţe. Cu alte
p, i cuvinte, precizia roboţilor industriali este evidenţiată prin
z in intermediul erorilor. În continuare sunt prezentate tipurile de
erori care intervin în evaluarea preciziei roboţilor industriali.
x , i , y , i , z , i Aceste erori pot fi împărțite în două mari categorii:
- erori sistematice şi erori întâmplătoare
În categoria erorilor întâmplătoare se încadrează erorile
r ,i
de situare (poziţie şi orientare), eroarea de traiectorie, de
y in
sincronizare şi de timp. În categoria erorilor sistematice se
x ir încadrează și erorile structurale (denumite și erorile
x in geometrice).
Eroarea de poziţie (Fig. 2.9) este un vector care are ca şi
Fig.2.9 Definirea erorilor de poziție și origine coordonatele punctului stabilit prin programul
orientare robotului iar ca şi punct de aplicaţie coordonatele punctului în
care ajunge în realitate efectorul final (diferenţa dintre poziţia
stabilită prin program şi cea realizată efectiv.
Eroarea de orientare (Fig. 2.9) este evidenţiată prin intermediul unui unghi care are ca laturi poziţia
programată respectiv poziţia realizată a dreptei caracteristice. Există situaţii în care se indică suplimentar
planul, respectiv sensul de măsurare al acestui unghi. Erorile de poziţie, respectiv de orientare, sunt
cauzate în principal de erorile poziţiilor relative ale cuplelor cinematice conducătoare, de jocurile in cuplele
cinematice, de deformaţiile elementelor cinetice, de variaţiile de temperatură precum şi de oscilaţiile
sistemului mecanic, de acţionare sau ale sistemului de comandă.
Eroarea poziţiei relative a elementelor cuplelor cinematice conducătoare, reprezintă diferenţa liniară
sau unghiulară dintre poziţia relativă reală şi cea programată a acestor elemente. Acest tip de eroare este
cauzat de întârzieri în funcţionarea sistemului de comandă şi de acţionare, de jocurile din transmisii şi de
poziţia mecanismului generator de traiectorie. În calculul erorilor de poziţie şi orientare, datorate
deformaţiilor statice sau variabile in timp ale elementelor, se va ţine cont de forţele care solicită elementele
şi deformaţiile produse ca urmare a acţiunii lor. Variaţiile de temperatură conduc la modificarea
dimensiunilor elementelor cinetice ale mecanismului generator de traiectorie.
Aceste modificări dimensionale se determină cu ajutorul unei metode şi anume, metoda binomului de
dilataţie. Astfel, sunt determinate erorile de poziţie şi orientare ce apar datorită variaţiilor de temperatură.
Eroarea de traiectorie reprezintă intervalul maxim în care se poate afla cu o siguranţă statistică de P%
poziţia reală a punctului caracteristic al robotului, într-o secţiune oarecare j a fasciculului de n traiectorii. Se
observă că eroarea de traiectorie este compusă dintr-un număr mare de erori de poziţie.
Eroarea de sincronizare este un vector cu punctul de aplicaţie în poziţia programată a punctului
caracteristic, a cărui extremitate reprezintă poziţia efectiv realizată (poziţia în care ajunge în realitate efectorul
final). Sistemul de referinţă este solidar cu o piesă în mişcare, asupra căreia trebuie să acţioneze robotul.
Eroarea de timp reprezintă intervalul de timp înregistrat între momentul ocupării unei anumite poziţii
de către punctul caracteristic sau dreapta caracteristică şi momentul cerut conform programului.
În final, se poate trage concluzia că erorile reprezintă mărimi statistice care oferă informaţii referitoare
la performanţele roboţilor industriali determinate de parametrul analizat. Eroarea reprezintă diferenţa dintre
valoarea stabilită prin programul robotului şi valoarea realizată efectiv (măsurată).
2.4 Influenţa parametrilor cinematici asupra preciziei de poziţionare
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 48
Manipulatoarele reprezintă componente esenţiale ale sistemelor de fabricaţie robotizată acestea fiind
utilizate în majoritatea aplicaţiilor industriale. Atât proiectarea cât şi implementarea manipulatoarelor se
bazează pe modelarea, analiza şi programarea cu precizie ridicată a poziţiilor punctului caracteristic.
În cadrul diferitelor aplicaţii industriale precum sudura, manipularea, respectiv inspecţia pieselor s-a
observat că poziţionarea cu precizie ridicată a punctului caracteristic al robotului reprezintă o sarcină
extrem de dificilă pentru robot, implică o durată destul de mare şi depinde în mare măsură de gradul de
complexitate al operaţiilor efectuate de robot. Dintre factorii care pot avea o influenţă majoră asupra
preciziei de poziţionare a punctului caracteristic în spaţiul de lucru pot fi menţionate variaţiile parametrilor
geometrici din cuplele robotului dintre care dimensiunile elementelor cinetice respectiv orientarea cuplelor
reprezintă principalele surse ale abaterilor de poziţie ale efectorului final al robotului.
Aceasta se datorează faptului că modelarea cinematică a robotului se bazează pe o serie de parametri
geometrici pentru a determina poziţia punctului caracteristic al efectorului final precum şi coordonatele
generalizate din fiecare cuplă corespunzătoare acestei poziţii. Funcţia principală a unui robot constă în
manipularea diferitelor obiecte, materiale sau scule în orice punct al spaţiului său de lucru.
Robotul îndeplineşte diferitele sarcini de lucru pentru care a fost programat cu o anumită precizie. Precizia
de poziţionare a efectorului final în spaţiul de lucru al robotului poate fi: relativă sau absolută.
Precizia relativă (una dintre specificaţiile tehnice menţionate de producător) se referă la capacitatea
unui robot de a reveni de fiecare dată într-o poziţie care a mai fost atinsă anterior în cadrul unui ciclu de
lucru iar precizia absolută reprezintă precizia cu care robotul este capabil să îşi poziţioneze efectorul final în
orice punct al spaţiului de lucru, în raport cu un sistem de referinţă fixat, a cărui poziţie este cunoscută.
Precizia absolută de poziţionare se dovedeşte extrem de utilă, mai ales în cadrul proceselor de lucru în
care robotul este programat să atingă anumite puncte din spaţiul de lucru, pe baza informaţiilor primite de la
diferiţi senzori externi (sistem de viziune), poziţii care sunt raportate la un sistem de referinţă fix.
În operarea structurilor articulate, poziţia şi orientarea efectorului final sunt influenţate de parametrii
cinematici ce caracterizează robotul. Practica a demonstrat că de regulă poziţia programată a efectorului
final nu coincide cu poziţia reală aceasta datorându-se în principal faptului că modelarea cu parametrii
cinematici introduce o serie de erori. Acestea rezultă din modelarea structurii mecanice, modelarea
electrică a sistemului robotic precum şi din inadvertenţele cauzate de alegerea inadecvată a sistemelor de
referinţă pentru robot şi pentru spaţiul de lucru. Erorile care pot să rezulte din modelarea mecanică a unui
robot se datorează în principal diferenţelor dintre structura proiectată şi structura asamblată şi au o
influenţă majoră asupra preciziei de poziţionare şi de orientare a robotului. În cazul ideal, adică în situaţia
în care între structura proiectată şi cea asamblată nu există nici o diferenţă, robotul ar avea posibilitatea de
a urmări exact traiectoria prescrisă fără abateri de poziţie sau orientare.
Acest lucru nu este posibil decât la nivel teoretic, deoarece în realitate, chiar dacă fiecare componentă
a robotului este proiectată şi fabricată conform specificaţiilor, la montaj acestea pot fi suferi deformaţii
datorate momentelor de torsiune precum şi a tensiunilor apărute în elementele sistemului de transmitere a
mişcării (curele, lanţuri, fire) datorate caracterului elastic al acestora sau al materialelor utilizate. Datorită
acestor erori care apar in timpul montajului este recomandat ca identificarea şi măsurarea parametrilor
cinematici să se facă numai după ce întreaga structură a fost asamblată. (
În literatura de specialitate se fac referiri la doi parametrii care pot influenţa precizia de poziţionare: un
parametru geometric rezultat din aplicarea metodei de modelare Denavit – Hartenberg respectiv un
parametru non-geometric: complianţa cuplei, jocul dintre flancurile dinţilor, deformaţiile care apar la nivelul
elementelor cinematice datorate acţiunii forţei gravitaţionale, forţelor de inerţie sau efectelor termice.
Precizia parametrilor geometrici din articulaţiile robotului precum şi precizia de poziţionare a variabilelor de
stare ce caracterizează cuplele robotului influenţează precizia de poziţionare a efectorului final. (
Coordonatele generalizate din cuplele robotului sunt parametrii utilizaţi în modelarea cinematică alături
de variabilele de stare din cuple. Pentru îmbunătăţirea caracteristicilor de performanţă ale roboţilor utilizaţi
in diferitele aplicaţii industriale (şi nu numai), este necesar să se aibă în vedere problema legată de
eliminarea erorilor care apar între sistemul de referinţă ataşat sculei şi sistemul de referinţă ataşat piesei de
manipulat. Sursa acestei probleme a fost identificată ca fiind dată de diferenţele dintre modelul teoretic al
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 49
robotului (structura modelată matematic) şi cel real (asamblarea).
S-a observat faptul că aceste erori se datorează într-o măsură însemnată modului în care este
programat şi comandat controlerul robotului. O soluţie complexă care a fost dezvoltată şi implementată în
scopul îmbunătăţirii preciziei de poziţionare o constituie calibrarea bazată pe model, realizată prin intermediul
unei aplicaţii software, evitându-se astfel modificarea structurii mecanice sau constructive a robotului.
2.5 Sistemele de referinţă ataşate robotului şi transformările care au loc între aceste sisteme
Robotul industrial poate fi considerat un sistem complex constituit dintr-o serie de cuple cinematice
conectate între ele prin intermediul elementelor cinetice. Numărul cuplelor cinematice ce caracterizează
structura mecanică a unui robot reprezintă numărul gradelor de libertate asociate robotului luat în studiu.
Poziţia fiecărei cuple la un moment dat este exprimată în spaţiul cartezian prin intermediul transformărilor
care au loc între sistemele de referinţă mobile ataşate centrului de masă al fiecărei cuple cinematice
respectiv între sistemele mobile şi sistemul de referinţă fix ataşat bazei robotului .
În continuare sunt prezentate sistemele de referin ță utilizate în calibrarea roboţilor:
sistemul de referinţă global (fix), 0 , un sistem fix situat în spaţiul de lucru al robotului (Oxyz);
sistemul de referinţă ataşat punctului caracteristic al robotului (sistemul de referinţă ataşat sculei (Pnsa))
reprezintă sistemul de referinţă mobil ataşat punctului final, fiind notat cu n 1 .
Poziţia şi orientarea sistemului de referinţă mobil (Pnsa) ataşat punctului caracteristic al robotului
(sculei) în raport cu sistemul de referinţă global (Oxyz) poate fi definită matematic prin intermediul unei
matrice având dimensiunea ( 4 x 4 ) cunoscută sub denumirea de matricea de transformare omogenă dintre
sistemul fix şi cel mobil, ataşat efectorului final al robotului. Această matrice se poate exprima astfel:
nx sx ax px
n sy ay py
y
Tn 10 .
nz sz az pz
0 0 0 1
T
În expresia, vectorul de poziţie, p px py pz exprimă poziţia punctului caracteristic ataşat
sculei robotului (P) iar coordonatele celor trei versori ai axelor sistemului de referinţă (Pnsa) reprezintă
orientarea sistemului ataşat punctului caracteristic definită astfel:
nx sx ax
n s a ny sy a y .
nz sz az
Transformarea omogenă directă dintre cele două sisteme este reprezentată grafic prin intermediul unui
vector având originea în centrul sistemului de referinţă global şi extremitatea în originea sistemului mobil
ataşat sculei robotului. Transformarea inversă dintre cele două sisteme notată n 01 T 1 reprezintă situarea
(poziţia şi orientarea) sistemului de referinţă global (fix) 0 determinată în raport cu un sistem arbitrar
ataşat punctului caracteristic al robotului, notat Parbitrar . Expresiile de definiţie pentru matricele de
transformare directă Tn 10 , respectiv a inversei sale Tn110 , pot fi aplicate oricărui sistem de referinţă ataşat
robotului luat în studiu. Cuplele cinematice ale unui robot reprezintă o legătură mobilă, directă între două
elemente cinematice, realizată în scopul limitării libertăţii de mişcare relative dintre acestea şi a transmiterii
mişcării de la un element la altul. Legătura se poate realiza continuu sau periodic şi are loc pe o suprafaţă,
linie sau punct. De asemenea, se poate observa că fiecare cuplă cinematică este alcătuită dintr-un element
de intrare şi un element de ieşire.
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 50
Poziţia relativă dintre cele două elemente
Cupla i
defineşte poziţia cuplei, fiind evident faptul că
Cupla i 1
i pentru diferite configuraţii ale cuplelor robotului
i 1 se vor obţine poziţii şi orientări diferite ale
Cupla i 1
Elementul i efectorului final. Din punct de vedere matematic,
i 1 Elementul i 1 modelul cinematic al robotului descrie relaţia
geometrică ce se stabileşte între o poziţie dată
a efectorului final al robotului, respectiv poziţiile
i 1 zi corespunzătoare ce caracterizează fiecare
i cuplă cinematică. Astfel, modelul cinematic
Elementul i 2 zi 1 xi
i x i 1 direct oferă posibilitatea determinării poziţiei
xi punctului caracteristic ataşat efectorului final, în
i situaţia în care se cunosc coordonatele
generalizate ce caracterizează la un moment
dat fiecare dintre cuplele robotului.
Fig.2.10 Definirea parametrilor Denavit – Modelul cinematic invers permite
Hartenberg sistemului robotic să determine exact care ar
trebui să fie valorile coordonatelor generalizate
din cuplele robotului pentru ca efectorul final să ajungă într-o poziţie impusă (particulară). În dezvoltarea
ecuaţiilor de mişcare se porneşte de la stabilirea sistemelor de referinţă carteziene pentru reprezentarea
poziţiei relative dintre două poziţii succesive ale robotului.
Modelul matematic bazat pe parametrii Denavit – Hartenberg (conform Fig. 2.10) reprezintă o
modalitate eficientă de modelare sistematică a parametrilor generalizaţi ce caracterizează poziţia şi
orientarea fiecărei cuple cinematice indiferent de gradul de complexitate a structurii studiate.
2.6 Caracteristicile de performanţă ale roboţilor industriali
Firmele importante, producătoare de roboţi industriali au fost preocupate încă din perioada de început
a dezvoltării industriei robotizate (chiar mai mult decât clienţii lor) de posibilităţile de îmbunătăţire a preciziei
de funcţionare a modelelor lansate pe piaţă. Primul pas în stabilirea preciziei unui robot industrial constă în
determinarea criteriilor de performanţă ce caracterizează structura respectivă, acest fapt fiind realizat
practic prin aplicarea unor metode de testare corespunzătoare. În situaţia în care din rezultatele testării
reiese necesitatea luării unor măsuri de îmbunătăţire a preciziei primare sau a repetabilităţii primare, se va
impune reproiectarea structurii robotului respectiv. Dacă în schimb se doreşte îmbunătăţirea caracteristicilor
dinamice ce definesc o anumită structură de robot, simpla modificare a setărilor de comandă, a
parametrilor sau a algoritmilor utilizaţi s-a dovedit a fi suficientă.
Aplicarea metodelor respectiv a tehnicilor de calibrare se impune în situaţia în care se doreşte
creşterea preciziei absolute de situare sau atunci când se doreşte determinarea capabilităţilor unui robot
destinat utilizării in cadrul unei celule flexibile de fabricaţie, pe baza toleranţelor ce caracterizează întreg
spaţiul de lucru al robotului respectiv. De menţionat faptul că precizia absolută de poziţionare reprezintă
capabilitatea unui robot de a-şi deplasa cu precizie punctul caracteristic ataşat efectorului final într-o nouă
poziţie / orientare din spaţiul Cartezian, în raport cu sistemul de referinţa fix ataşat bazei robotului sau
relativ la sistemul de referinţă al celulei de lucru. În conformitate cu standardul ISO 9283 testarea
caracteristicilor de performanţă ale structurilor de roboţi are drept scop facilitarea relaţiei dintre producătorii
şi utilizatorii de roboţi şi sisteme robotizate. Totodată în standard sunt definite cele mai importante
caracteristic de performanţă, modalităţile de stabilire a lor, făcându-se o serie de recomandări referitoare la
procedurile de testare care trebuie aplicate în fiecare caz. Standardul defineşte următoarele caracteristici
2. Noțiuni generale privind precizia robo ților industriali
CURS CALIBRAREA SI PRECIZIA ROBOŢILOR INDUSTRIALI 51
de performanţă: precizia de situare respectiv repetabilitatea de situare, variaţia preciziei de situare
multidirecţionale, precizia/repetabilitatea la deplasare, intervalul de stabilizare a poziţiei, abaterile de
poziţie, deplasarea punctului caracteristic, interschimbabilitatea, precizia / repetabilitatea de urmărire a unei
curbe, precizia de urmărire a unei curbe în cazul modificării orientării, timpul minim de situare,
caracteristicile de viteză ale curbei parcurse, complianţa statică etc.
Standardul ISO 9283 a fost definit pentru prima dată în anul 1990, prima recenzie a fost făcută în
1996 fiind aprobat în final în anul 1998. În paralel cu standardul ISO, între 1990 -1992 s-a dezvoltat şi
standardul american ANSI/RIA R15.05. În prima parte a standardului ANSI sunt definite caracteristicile
de performanţă statice respectiv permanente ale robotului. Este vorba despre precizie, repetabilitate,
timpul de lucru, deviaţiile, timpul de răspuns (perioada tranzitorie) respectiv complianţa.
În cea de-a doua parte sunt analizate caracteristicile de performanţă dinamice: precizia/repetabilitatea
în urmărirea unei curbe, caracteristicile de viteză ale curbei parcurse. În ultima parte sunt făcute o serie de
recomandări referitoare metodele acceptate de testare a fiabilităţii: verificarea conformităţii cu specificaţiile,
testul de 24h (constă în operarea fiecărei axe a robotului, individual, timp de 24h), testul de 48h (constă în
operarea simultană a multor axe ale robotului timp de 48h). Până în prezent, aceste standarde au foarte
puţin aplicate, în special de către utilizatorii de roboţi.
Referitor la această problemă, în urma unui sondaj desfăşurat în cadrul unui proiect de cercetare
european, s-a constatat (printre altele) că mai puţin de 10% dintre companii au aplicat metodele de testare
ale performanţelor roboţilor recomandate de standardul ISO 9283. De asemenea, s-a remarcat faptul că
atât producătorii cât şi utilizatorii de roboţi industriali înţeleg importanţa acestor teste, fiind totodată pregătiţi
în vederea aplicării lor, aceştia din urmă fiind interesaţi în special de testele de performanţă care pot fi
adaptate în funcţie de aplicaţie. Totodată utilizatorii au pretenţia ca procedurile de testare a performanţelor
roboţilor să fie cât mai simplu de aplicat, uşor de interpretat şi să prezinte opţiunea de a putea fi utilizate direct
în procesul de producţie în detectarea şi rezolvarea diferitelor probleme (defecţiuni) care pot să apară, în acest
fel reducându-se timpul necesar remedierii acestor probleme.
2. Noțiuni generale privind precizia robo ților industriali
S-ar putea să vă placă și
- RoboticaDocument12 paginiRoboticaMariusbv0% (1)
- Roboti IndustrialiDocument61 paginiRoboti IndustrialiruoanaÎncă nu există evaluări
- Cap 4-Traductoare, SenzoriDocument32 paginiCap 4-Traductoare, Senzorimcbone3Încă nu există evaluări
- Fise Sisteme de Automatizare - MIV 01573040015510942262 PDFDocument50 paginiFise Sisteme de Automatizare - MIV 01573040015510942262 PDFGogoi DanielaÎncă nu există evaluări
- SNR Cap 7 PDFDocument79 paginiSNR Cap 7 PDFRadu ConstantinescuÎncă nu există evaluări
- Traductoare de PresiuneDocument25 paginiTraductoare de Presiunepatricia_rovinariÎncă nu există evaluări
- Simularea Circuitelor Electrice - LTSpice Facultatea UPTDocument4 paginiSimularea Circuitelor Electrice - LTSpice Facultatea UPTDaniel-Costel DamianÎncă nu există evaluări
- Detectarea DefectelorDocument69 paginiDetectarea Defectelorezitenta100% (1)
- CrinaDocument27 paginiCrinamaricristian64Încă nu există evaluări
- Planificare Automate ProgramabileDocument3 paginiPlanificare Automate ProgramabileSaliu ViorelÎncă nu există evaluări
- Curriculum Tehnician Operator Tehnica Calcul XIDocument51 paginiCurriculum Tehnician Operator Tehnica Calcul XILaura VaughtÎncă nu există evaluări
- Redresor DuodecafazatDocument4 paginiRedresor DuodecafazatLupu Alexandru-bogdanÎncă nu există evaluări
- Modele OSI TCP CursDocument52 paginiModele OSI TCP Cursc_otescu100% (1)
- Frâne ElectromagneticeDocument12 paginiFrâne ElectromagneticeStoica DanutÎncă nu există evaluări
- Metoda TangenteiDocument26 paginiMetoda TangenteiAna Chirița100% (1)
- Desen TehnicDocument65 paginiDesen TehnictonyÎncă nu există evaluări
- Planificare Organe de Masini IX CDocument8 paginiPlanificare Organe de Masini IX CGorea MarilenaÎncă nu există evaluări
- Documentatie ARFPDocument9 paginiDocumentatie ARFPMinciunescu RobertÎncă nu există evaluări
- Comenzi MathcadDocument27 paginiComenzi MathcadIvan gheorgheÎncă nu există evaluări
- IndrumarLaboratorInteligentaArtificiala PDFDocument36 paginiIndrumarLaboratorInteligentaArtificiala PDFAugustin CatineanÎncă nu există evaluări
- Auxiliar CurricularDocument63 paginiAuxiliar CurricularDaniela ChelbeaÎncă nu există evaluări
- Test Functia de Gradul DoiDocument1 paginăTest Functia de Gradul DoiContact Scoala FinlandezaÎncă nu există evaluări
- Conditionarea SemnalelorDocument14 paginiConditionarea SemnalelorGica SalceanuÎncă nu există evaluări
- Model SolicitareDocument2 paginiModel SolicitareAdriatica Star SrlÎncă nu există evaluări
- Vatasescu Maria MonicaDocument69 paginiVatasescu Maria Monicamihai7Încă nu există evaluări
- Template Lucrare LicentaDocument31 paginiTemplate Lucrare LicentaRauLasH26Încă nu există evaluări
- Montarea, Intretinerea Si Detectarea Defectelor Instalatiilor PneumaticeDocument4 paginiMontarea, Intretinerea Si Detectarea Defectelor Instalatiilor PneumaticeBogdanÎncă nu există evaluări
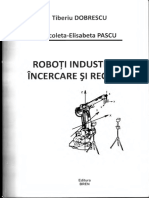
- 313916410-Roboti-Industriali-Incercare-Si-Receptie-Dobrescu-pascu - Pag 66 PDFDocument312 pagini313916410-Roboti-Industriali-Incercare-Si-Receptie-Dobrescu-pascu - Pag 66 PDFpop_alyssaÎncă nu există evaluări
- Grafica 3D Curs 1Document19 paginiGrafica 3D Curs 1mytnameÎncă nu există evaluări
- Mecanica Judeteana Clasa A Xiia SubiectebaremDocument8 paginiMecanica Judeteana Clasa A Xiia SubiectebaremCorinaBaitoiuÎncă nu există evaluări
- Introducere Roboți Industriali PDFDocument12 paginiIntroducere Roboți Industriali PDFMirabela LongaÎncă nu există evaluări
- Dinu Octavian - 16 - Model MatemDocument4 paginiDinu Octavian - 16 - Model MatemskfbsdfhbÎncă nu există evaluări
- Cursul Meu 7 Stabilirea Functiei de TransferDocument23 paginiCursul Meu 7 Stabilirea Functiei de TransferVadim EriomencoÎncă nu există evaluări
- Curriculum Tehnician Operator Tehnica Calcul XIDocument51 paginiCurriculum Tehnician Operator Tehnica Calcul XIArseniuc IulietaÎncă nu există evaluări
- Robotica Cursuri 8,9,10Document42 paginiRobotica Cursuri 8,9,10Alexandr CojocariÎncă nu există evaluări
- EL ProblemeCalculeDocument4 paginiEL ProblemeCalculeVlad BobesÎncă nu există evaluări
- Analiza Circuitelor ElectroniceDocument128 paginiAnaliza Circuitelor ElectroniceMarius Viorel100% (1)
- ReferatDocument22 paginiReferatRoxana BalutaÎncă nu există evaluări
- Ingineria Reglarii Automate - Note de CursDocument60 paginiIngineria Reglarii Automate - Note de Curswww.astro.roÎncă nu există evaluări
- Fizica 2 PDFDocument156 paginiFizica 2 PDFThe MINERÎncă nu există evaluări
- Lucrare ActionariDocument44 paginiLucrare ActionariAutogreder100% (1)
- Utilizarea Sistemului MatlabDocument32 paginiUtilizarea Sistemului MatlabRadu100% (1)
- Precizia Dimensională: 1.1 Dimensiuni, Abateri, ToleranţeDocument14 paginiPrecizia Dimensională: 1.1 Dimensiuni, Abateri, Toleranţeccocos7182Încă nu există evaluări
- Curs Arhitectura CalculatoarelorDocument508 paginiCurs Arhitectura CalculatoarelorMihai MoiseanuÎncă nu există evaluări
- Referat-I A C-2Document21 paginiReferat-I A C-2Geo ParvanÎncă nu există evaluări
- Interfata Om MasinaDocument12 paginiInterfata Om MasinanicuÎncă nu există evaluări
- Determinarea Modelului InversDocument61 paginiDeterminarea Modelului InversAlin-Mihai ArgeanuÎncă nu există evaluări
- Plan Lectie Google TraductoareDocument6 paginiPlan Lectie Google TraductoareSimona Alexandra LițăÎncă nu există evaluări
- Sisteme de Operare in Retea - 1Document4 paginiSisteme de Operare in Retea - 1Gîrna Maria-MagdalenaÎncă nu există evaluări
- Proiect MecatronicaDocument16 paginiProiect MecatronicaStanca SorinÎncă nu există evaluări
- Traductoare Pentru Marimi GeometriceDocument38 paginiTraductoare Pentru Marimi GeometriceAnişoara MîndrilăÎncă nu există evaluări
- Curriculum Automatizari 12 2019Document58 paginiCurriculum Automatizari 12 2019Manci PeterÎncă nu există evaluări
- Prezentare Optimizare A Proceselor de FabricatieDocument11 paginiPrezentare Optimizare A Proceselor de FabricatieMirabela LongaÎncă nu există evaluări
- 02 Cap 2 Structuri de Reglare IMDocument8 pagini02 Cap 2 Structuri de Reglare IMAdy Maryan100% (1)
- Pan Dumb R FinalDocument134 paginiPan Dumb R FinalMihai EpÎncă nu există evaluări
- Planificarea Traiectoriei ProblemeDocument19 paginiPlanificarea Traiectoriei ProblemeMaimutoi109Încă nu există evaluări
- Referat Roboti IndustrialiDocument8 paginiReferat Roboti IndustrialiVuty VutyÎncă nu există evaluări
- Referat Roboti IndustrialiDocument8 paginiReferat Roboti IndustrialiVuty VutyÎncă nu există evaluări
- Generalitati Precizia RobotilorDocument13 paginiGeneralitati Precizia RobotilorDuca AdinaÎncă nu există evaluări
- Omar Khayyam Rubayate CatreneDocument44 paginiOmar Khayyam Rubayate CatreneUntold Tear100% (1)
- Generalitati Precizia RobotilorDocument13 paginiGeneralitati Precizia RobotilorDuca AdinaÎncă nu există evaluări
- Procedee de Prelucrare A Metalelor Si Aliajelor - TurnareaDocument35 paginiProcedee de Prelucrare A Metalelor Si Aliajelor - Turnareakent649Încă nu există evaluări
- OTELARIEXDocument106 paginiOTELARIEXDuca AdinaÎncă nu există evaluări