S-ar putea să vă placă și
- Sra0019 Working at Height - ScaffoldDocument7 paginiSra0019 Working at Height - ScaffoldAjesh mohanÎncă nu există evaluări
- SG-13 Safety Guideline For Material Handling (Manual and Mechanized) & StorageDocument41 paginiSG-13 Safety Guideline For Material Handling (Manual and Mechanized) & StorageJames HoltÎncă nu există evaluări
- Al Ain Mall-Permit To Work Application: Ref: AAM/ EHSMS/ Form-12, Rev-3 Permit No (For Office Use Only)Document1 paginăAl Ain Mall-Permit To Work Application: Ref: AAM/ EHSMS/ Form-12, Rev-3 Permit No (For Office Use Only)Veterano 1968Încă nu există evaluări
- OIL FILTERATION - TRA - RevDocument21 paginiOIL FILTERATION - TRA - RevBenasher IbrahimÎncă nu există evaluări
- Mie Hse Jha 004 Installation of TransformerDocument5 paginiMie Hse Jha 004 Installation of TransformerMd Gulam SafiÎncă nu există evaluări
- Annexure 9 - Declaration by The Subcontractor For HSE ComplianceDocument1 paginăAnnexure 9 - Declaration by The Subcontractor For HSE ComplianceShamim Mahmudur RahmanÎncă nu există evaluări
- Subsea7 HSES-handbook PDFDocument48 paginiSubsea7 HSES-handbook PDFfishson1Încă nu există evaluări
- Safety Checklist For Road Construction SitesDocument10 paginiSafety Checklist For Road Construction Sitesdt_chopra6453Încă nu există evaluări
- Safety Management Project On IOCL CDocument4 paginiSafety Management Project On IOCL Cjadae911Încă nu există evaluări
- AttachmentDocument12 paginiAttachmentChung TrịnhÎncă nu există evaluări
- Isgec TrainingDocument13 paginiIsgec TrainingAmul KumarÎncă nu există evaluări
- PDF Gi 0002721 2016 Arc Flash CompressDocument23 paginiPDF Gi 0002721 2016 Arc Flash CompressMark DingalÎncă nu există evaluări
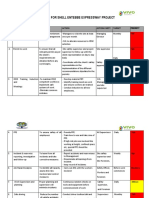
- Hsse Plan For Shell Entebbe Expressway Project: No Description Objective Action Action Party Target PriorityDocument5 paginiHsse Plan For Shell Entebbe Expressway Project: No Description Objective Action Action Party Target PriorityDENISÎncă nu există evaluări
- MTA2018-JHA-012 Air Compressor OperationDocument10 paginiMTA2018-JHA-012 Air Compressor OperationKelvin TanÎncă nu există evaluări
- Contractor EHSS Presentation June 2015 PK FINALEDocument14 paginiContractor EHSS Presentation June 2015 PK FINALEjaydeeÎncă nu există evaluări
- EPM EHS SP F 040 Boom Truck ChecklistDocument2 paginiEPM EHS SP F 040 Boom Truck ChecklistTamoor MirzaÎncă nu există evaluări
- SWMS HYD VAYUCON 04 Marking & Installation of DuctsDocument9 paginiSWMS HYD VAYUCON 04 Marking & Installation of DuctsBodakunta Ajay VarmaÎncă nu există evaluări
- Updated JSA For SAPMTofficeDocument30 paginiUpdated JSA For SAPMTofficeShaikh Abu bakarÎncă nu există evaluări
- Effluent Discharge Mock Emergency and Evalaution ReportDocument3 paginiEffluent Discharge Mock Emergency and Evalaution Reportremember0% (1)
- HIRADocument7 paginiHIRAAkhilesh DubeyÎncă nu există evaluări
- Job Safety Analysis (JSA) : Diesel Transfer From Truck To Rig Receive Tank Diesel TanksDocument1 paginăJob Safety Analysis (JSA) : Diesel Transfer From Truck To Rig Receive Tank Diesel TanksAdel AlKhedawyÎncă nu există evaluări
- HS 037 Management of ChangeDocument19 paginiHS 037 Management of ChangegrantÎncă nu există evaluări
- Safety Award ApplicationDocument7 paginiSafety Award ApplicationJason Smith100% (1)
- Uae Fire and Life Safety Code of Practice - August 2017Document1.301 paginiUae Fire and Life Safety Code of Practice - August 2017Naeem Iqbal75% (4)
- SG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneDocument19 paginiSG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneAbhishek GadatiaÎncă nu există evaluări
- Appendix-AC, Guide For Working at HeightsDocument23 paginiAppendix-AC, Guide For Working at HeightsApm FoumilÎncă nu există evaluări
- Crusher RC Classic RC-II OM FN 23830 (En)Document128 paginiCrusher RC Classic RC-II OM FN 23830 (En)julio cesarÎncă nu există evaluări
- Thyssenkrupp Industrial Solutions (India) Job Safety AnalysisDocument11 paginiThyssenkrupp Industrial Solutions (India) Job Safety AnalysisNitesh kumar yadav100% (1)
- Waste ManagementDocument2 paginiWaste ManagementMohamed RizwanÎncă nu există evaluări
- JSA For Scaffolding Erection Dismantling and Modification WorkDocument20 paginiJSA For Scaffolding Erection Dismantling and Modification Workbagas prakoso100% (1)
- Benefits of Modular Construction Methods To The South African Construction IndustryDocument14 paginiBenefits of Modular Construction Methods To The South African Construction IndustryAlister Human100% (1)
- High Risk Job Safety Analysis: Contractor ArgonneDocument13 paginiHigh Risk Job Safety Analysis: Contractor ArgonneVwoke OyibogareÎncă nu există evaluări
- Ig2-Latest Format AugustDocument24 paginiIg2-Latest Format AugustFaizan AliÎncă nu există evaluări
- Safety Data Sheet: 1. Product and Company IdentificationDocument20 paginiSafety Data Sheet: 1. Product and Company IdentificationPubcrawlÎncă nu există evaluări
- Job Safety Analysis (Jsa) : CONTRACT N° .Document1 paginăJob Safety Analysis (Jsa) : CONTRACT N° .ghazi kallelÎncă nu există evaluări
- Aj Infratech: Job Hazard AnalysisDocument5 paginiAj Infratech: Job Hazard AnalysisDwitikrushna RoutÎncă nu există evaluări
- Assad Ullah Jan: ObjectiveDocument6 paginiAssad Ullah Jan: ObjectiveManda Khel Apna DesÎncă nu există evaluări
- JOB SAFETY ANALYSIS - Idler Frame StencilingDocument1 paginăJOB SAFETY ANALYSIS - Idler Frame StencilingSajith C PauloseÎncă nu există evaluări
- Building De-Dusting JSADocument3 paginiBuilding De-Dusting JSAJayesh J PillaiÎncă nu există evaluări
- Safety Moment There Is No Shortcut To Safety 448cuoDocument6 paginiSafety Moment There Is No Shortcut To Safety 448cuoInnocent BhaikwaÎncă nu există evaluări
- JHA For Work PermitDocument1 paginăJHA For Work PermitShahid RazaÎncă nu există evaluări
- Hira - Mobile CraneDocument4 paginiHira - Mobile CraneSantosh SinghÎncă nu există evaluări
- Z - MP-EHS-01 IRA - 03 Install HDPE Pipe Sleeve (1aug2023)Document3 paginiZ - MP-EHS-01 IRA - 03 Install HDPE Pipe Sleeve (1aug2023)Din JalilÎncă nu există evaluări
- Jsa CompressorDocument9 paginiJsa CompressorRavi thokalÎncă nu există evaluări
- 2.0 Windsock Wind SpeedsDocument1 pagină2.0 Windsock Wind SpeedsSoham Mukherjee100% (2)
- JHA For Installation 2 Inch Nozzle..Document6 paginiJHA For Installation 2 Inch Nozzle..arnolhari100% (1)
- BÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05Document2 paginiBÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05PubcrawlÎncă nu există evaluări
- Catalyst Filling & SeggregationDocument3 paginiCatalyst Filling & SeggregationMohammed MinhajÎncă nu există evaluări
- JSA - Suface Preparationand Brush PaintingDocument5 paginiJSA - Suface Preparationand Brush PaintingAzad pravesh khanÎncă nu există evaluări
- OISD - Contarctor SafetyDocument55 paginiOISD - Contarctor SafetyVarun AroraÎncă nu există evaluări
- JHA For To Carryout Activities During Unloading of Product From Ship Rev00Document4 paginiJHA For To Carryout Activities During Unloading of Product From Ship Rev00Sreekumar100% (1)
- Health, Safety and Environment Policy ManualDocument3 paginiHealth, Safety and Environment Policy ManualVikas SinghÎncă nu există evaluări
- A.P BOCW Rules, 1988 Forms & RegistersDocument30 paginiA.P BOCW Rules, 1988 Forms & RegistersMukesh BansalÎncă nu există evaluări
- Metal Sealant: Main ApplicationDocument2 paginiMetal Sealant: Main ApplicationHung Mai VanÎncă nu există evaluări
- Jsa Bearing Replacement-OverhaulingDocument2 paginiJsa Bearing Replacement-Overhaulingashish engineeringÎncă nu există evaluări
- Job Hazard Analysis ProcessDocument25 paginiJob Hazard Analysis ProcessPavithraÎncă nu există evaluări
- Al-Khalij 3X450 MW Power Plant Project Job Safety Analysis WorksheetDocument3 paginiAl-Khalij 3X450 MW Power Plant Project Job Safety Analysis WorksheetMustafa hse JafferÎncă nu există evaluări
- JSA Safety Valve CertivicationDocument12 paginiJSA Safety Valve CertivicationelvandiÎncă nu există evaluări
- 4 Safe Practices For ElecDocument8 pagini4 Safe Practices For ElecSandeep GuptaÎncă nu există evaluări
- DAR Vol1-2013Document744 paginiDAR Vol1-2013chitransh2002Încă nu există evaluări
- 23 JSA For Block WorkDocument2 pagini23 JSA For Block WorkWakil AhmadÎncă nu există evaluări
- 2020 06 17 JSA For AC Servicing-Server RoomDocument12 pagini2020 06 17 JSA For AC Servicing-Server RoomDarren OscarÎncă nu există evaluări
- Rock Breaker Self ChecklistDocument1 paginăRock Breaker Self ChecklistNair R RakeshÎncă nu există evaluări
- Project: Field Erection of 15000 Bbls Tank (Ik-2545) : Job Safety AnalysisDocument2 paginiProject: Field Erection of 15000 Bbls Tank (Ik-2545) : Job Safety AnalysisJohnÎncă nu există evaluări
- Safety in Metallizing: Presentation By, A.Mohan RajDocument10 paginiSafety in Metallizing: Presentation By, A.Mohan RajMohan RajÎncă nu există evaluări
- 2 JHA On Shot Grit Blasting1Document3 pagini2 JHA On Shot Grit Blasting1Akhilesh KumarÎncă nu există evaluări
- SOP 4 - Coal Bed Leveling in PGPDocument18 paginiSOP 4 - Coal Bed Leveling in PGPfaraz ahmedÎncă nu există evaluări
- Method Statement For Light Beacons and Buoys C04Document93 paginiMethod Statement For Light Beacons and Buoys C04Olugbemiga James OlalekanÎncă nu există evaluări
- Luxathane 5160Document2 paginiLuxathane 5160shameelÎncă nu există evaluări
- Ship Terms and Definitions: © C.G.DaleyDocument22 paginiShip Terms and Definitions: © C.G.DaleyAjesh mohanÎncă nu există evaluări
- Significant Dates For 2021-2022 Fall Semester 2021Document1 paginăSignificant Dates For 2021-2022 Fall Semester 2021Ajesh mohanÎncă nu există evaluări
- Industrial Safety Helmets A Brief Guide To BS EN 397:2012+A1:2012Document2 paginiIndustrial Safety Helmets A Brief Guide To BS EN 397:2012+A1:2012Ajesh mohan0% (1)
- First Aid DGFASLI PDFDocument11 paginiFirst Aid DGFASLI PDFAjesh mohanÎncă nu există evaluări
- Kerala Public Service CommissionDocument5 paginiKerala Public Service CommissionAjesh mohanÎncă nu există evaluări
- List of Hospitals Empanelled by SSMC For SST Services in KeralaDocument8 paginiList of Hospitals Empanelled by SSMC For SST Services in KeralaAjesh mohanÎncă nu există evaluări
- Executive Trainee 2019Document8 paginiExecutive Trainee 2019Ajesh mohanÎncă nu există evaluări
- Industrial Safety Helmets A Brief Guide To BS EN 397:2012+A1:2012Document2 paginiIndustrial Safety Helmets A Brief Guide To BS EN 397:2012+A1:2012Ajesh mohanÎncă nu există evaluări
- Start: Alberta Legislation RequirementDocument1 paginăStart: Alberta Legislation RequirementAjesh mohanÎncă nu există evaluări
- One Day Training Programme On Safety in Scaffolding and Working at HeightDocument2 paginiOne Day Training Programme On Safety in Scaffolding and Working at HeightAjesh mohanÎncă nu există evaluări
- Delve 2020 State of The Sector Report 0504Document170 paginiDelve 2020 State of The Sector Report 0504eliotsmsÎncă nu există evaluări
- Allied Bank HRMDocument17 paginiAllied Bank HRMFaisal khanÎncă nu există evaluări
- Health, Safety & Environmental Manual (PDFDrive)Document491 paginiHealth, Safety & Environmental Manual (PDFDrive)sidÎncă nu există evaluări
- Hazard Communication: 29 CFR 1910.1200 Compliance Training PresentationDocument25 paginiHazard Communication: 29 CFR 1910.1200 Compliance Training PresentationMonzurÎncă nu există evaluări
- HRM Presentation SlidesDocument34 paginiHRM Presentation SlidesNaresh Prasad Shrestha100% (2)
- OHS Form 59 General Register For FactoriesDocument20 paginiOHS Form 59 General Register For FactoriespapimorokaÎncă nu există evaluări
- Kapl Internship File EditedDocument39 paginiKapl Internship File EditedDilip ShivshankarÎncă nu există evaluări
- Leadership and Management Report - NancyKhuu - 18499214Document12 paginiLeadership and Management Report - NancyKhuu - 18499214Nancy KhuuÎncă nu există evaluări
- Osh Situationer Legislations PDFDocument48 paginiOsh Situationer Legislations PDFRuthie Galit100% (1)
- Cobalt: Safety Data SheetDocument7 paginiCobalt: Safety Data SheetAgung RamadhanÎncă nu există evaluări
- Code of Practice ABB Marine and PortsDocument160 paginiCode of Practice ABB Marine and PortsAlex AmbomoÎncă nu există evaluări
- AlbatrossDocument5 paginiAlbatrossJuan David Ospina GonzalezÎncă nu există evaluări
- Mapua University: Intramuros, Manila School of Ar - Id - Be S.Y. 2018-2019Document42 paginiMapua University: Intramuros, Manila School of Ar - Id - Be S.Y. 2018-2019Jade NepomucenoÎncă nu există evaluări
- TR Auto Servicing NC IIIDocument125 paginiTR Auto Servicing NC IIIAljon BalanagÎncă nu există evaluări
- En USDocument14 paginiEn USCPV BOJADORÎncă nu există evaluări
- 1.1 The Purpose of This Guideline Is To Provide A Systematic and Objective Approach ToDocument14 pagini1.1 The Purpose of This Guideline Is To Provide A Systematic and Objective Approach ToUjij IrelehcÎncă nu există evaluări
- HRM PYQ 3YEARSDocument13 paginiHRM PYQ 3YEARSIzzy Bby100% (1)
- Enhanced Massage Therapy NC2 - POLODocument39 paginiEnhanced Massage Therapy NC2 - POLORussiel DagohoyÎncă nu există evaluări
- Pole Unit Install JhaDocument2 paginiPole Unit Install JhafatimahÎncă nu există evaluări
- 112 ColourbinderDocument7 pagini112 ColourbinderArun StarlightÎncă nu există evaluări
- Eco Care 250Document8 paginiEco Care 250bobsonÎncă nu există evaluări