S-ar putea să vă placă și
- Structuri MetalograficeDocument124 paginiStructuri Metalograficebranet_adrianaÎncă nu există evaluări
- Structuri MetalograficeDocument124 paginiStructuri Metalograficebranet_adrianaÎncă nu există evaluări
- Asamblari Prin Pene Si CaneluriDocument13 paginiAsamblari Prin Pene Si CaneluriSnee Werm100% (1)
- Curs 1 - Partea1 2021Document5 paginiCurs 1 - Partea1 2021Snee WermÎncă nu există evaluări
- Lucrarea 1 - LPI Pentru StudentiDocument4 paginiLucrarea 1 - LPI Pentru StudentiSnee WermÎncă nu există evaluări
- Curs 1 - Cadrul Conceptual Al ContabilitatiiDocument18 paginiCurs 1 - Cadrul Conceptual Al ContabilitatiiSnee WermÎncă nu există evaluări
- Lucrarea 3Document13 paginiLucrarea 3Snee WermÎncă nu există evaluări
- MRU Test 5Document1 paginăMRU Test 5Snee WermÎncă nu există evaluări
- Curs 2 - Situatii FinanciareDocument25 paginiCurs 2 - Situatii FinanciareSnee WermÎncă nu există evaluări
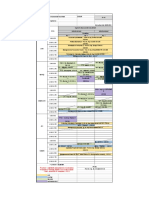
- ORARDocument1 paginăORARSnee WermÎncă nu există evaluări
- Tema 6 STARDocument12 paginiTema 6 STARSnee WermÎncă nu există evaluări
- Sm-Curs 6Document24 paginiSm-Curs 6Snee WermÎncă nu există evaluări
- APL 1 Acoperiri 4 Mai 2020Document29 paginiAPL 1 Acoperiri 4 Mai 2020Snee WermÎncă nu există evaluări
- ORARDocument1 paginăORARSnee WermÎncă nu există evaluări
- Sm-Curs 2.1Document16 paginiSm-Curs 2.1Snee WermÎncă nu există evaluări
- Sm-Curs 5Document16 paginiSm-Curs 5Snee WermÎncă nu există evaluări
- Aplicatie Laborator - Calculul Lagarelor Cu Rulmenti Cu BileDocument1 paginăAplicatie Laborator - Calculul Lagarelor Cu Rulmenti Cu BileSnee WermÎncă nu există evaluări
- Sm-Curs 4Document24 paginiSm-Curs 4Snee WermÎncă nu există evaluări
- OteluriDocument29 paginiOtelurisilviujiruÎncă nu există evaluări
- Sm-Curs 8Document17 paginiSm-Curs 8Snee WermÎncă nu există evaluări
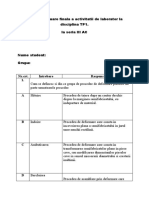
- Test de Evaluare Finala A Activitatii de Laborator La Disciplina TP1Document3 paginiTest de Evaluare Finala A Activitatii de Laborator La Disciplina TP1Snee WermÎncă nu există evaluări
- OteluriDocument29 paginiOtelurisilviujiruÎncă nu există evaluări