S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Following The Path of The Eagle - David Oyedepo - 230720 - 123245Document173 paginiFollowing The Path of The Eagle - David Oyedepo - 230720 - 123245sakurablossxmyt1Încă nu există evaluări
- Agatthiyar's Saumya Sagaram - A Quick Summary of The Ashta KarmaDocument5 paginiAgatthiyar's Saumya Sagaram - A Quick Summary of The Ashta KarmaBujji JohnÎncă nu există evaluări
- Bob Trish Duggan FoundationDocument19 paginiBob Trish Duggan FoundationWilfried HandlÎncă nu există evaluări
- Usher Hall, Edinburgh: HistoryDocument1 paginăUsher Hall, Edinburgh: HistoryTarun TangoÎncă nu există evaluări
- Arts 9 M1 Q3 1Document15 paginiArts 9 M1 Q3 1Gina GalvezÎncă nu există evaluări
- Bts Kat ArmyDocument3 paginiBts Kat ArmyBeakatrine CabreraÎncă nu există evaluări
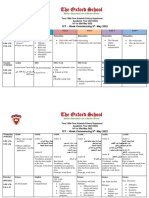
- Term 3 Mid-Term Assessment ScheduleDocument9 paginiTerm 3 Mid-Term Assessment ScheduleRabia MoeedÎncă nu există evaluări
- Review Paper On Three Phase Fault AnalysisDocument6 paginiReview Paper On Three Phase Fault AnalysisPritesh Singh50% (2)
- 10 Tips For Better Legal WritingDocument12 pagini10 Tips For Better Legal WritingYvzÎncă nu există evaluări
- Azhari, Journal 7 2011Document11 paginiAzhari, Journal 7 2011Khoirunnisa AÎncă nu există evaluări
- LESSON 1 Overview of Toeic Speaking WritingDocument29 paginiLESSON 1 Overview of Toeic Speaking WritingPhạm Thị HuyềnÎncă nu există evaluări
- Shear Force and Bending MomentssDocument32 paginiShear Force and Bending Momentssمحمد شمسÎncă nu există evaluări
- (Cambridge Studies in Opera) Victoria Johnson, Jane F. Fulcher, Thomas Ertman-Opera and Society in Italy and France From Monteverdi To Bourdieu-Cambridge University Press (2007) PDFDocument440 pagini(Cambridge Studies in Opera) Victoria Johnson, Jane F. Fulcher, Thomas Ertman-Opera and Society in Italy and France From Monteverdi To Bourdieu-Cambridge University Press (2007) PDFnbozekidis100% (3)
- Fugacity and Fugacity CoeffDocument9 paginiFugacity and Fugacity CoeffMujtabba AlkhtatÎncă nu există evaluări
- Strucni TekstDocument6 paginiStrucni TekstDusanÎncă nu există evaluări
- 1940 - English Missal - Order of MassDocument15 pagini1940 - English Missal - Order of MassDavid ConleyÎncă nu există evaluări
- Health COX's Monthly Dashboard - 2023 NovDocument4 paginiHealth COX's Monthly Dashboard - 2023 Novcox mamÎncă nu există evaluări
- Speculative DesignDocument16 paginiSpeculative DesignWill Kurlinkus100% (1)
- A Short History of The IsmailisDocument30 paginiA Short History of The IsmailisAbbas100% (1)
- Is 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4MDocument3 paginiIs 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4Mvasudeo_ee0% (1)
- Gripped by The Mystery: Franziska Carolina Rehbein SspsDocument70 paginiGripped by The Mystery: Franziska Carolina Rehbein SspsdonteldontelÎncă nu există evaluări
- Operational Amplifier PDFDocument45 paginiOperational Amplifier PDFAnonymous H6zpNuÎncă nu există evaluări
- Peter John G. Dadula: (Career Objective) (Educati ON)Document1 paginăPeter John G. Dadula: (Career Objective) (Educati ON)Jericho JacalneÎncă nu există evaluări
- Jones Rural School - 300555Document13 paginiJones Rural School - 300555Roland Acob Del Rosario Jr.100% (1)
- M03 Study GuideDocument5 paginiM03 Study GuideMartina Vegel DavidsonÎncă nu există evaluări
- Manual Watchdog 1200 PDFDocument30 paginiManual Watchdog 1200 PDFdanielÎncă nu există evaluări
- Handbook PDFDocument91 paginiHandbook PDFMohammad Suriyaidulman RianseÎncă nu există evaluări
- Opening Evolution by Bill WallDocument11 paginiOpening Evolution by Bill WallKartik ShroffÎncă nu există evaluări
- PPSC Lecturer Mathematics 2004Document1 paginăPPSC Lecturer Mathematics 2004Sadia ahmadÎncă nu există evaluări
- Case Theory BigamyDocument6 paginiCase Theory BigamyLouem GarceniegoÎncă nu există evaluări